Изобретение относится к балластному резистору для газоразрядной лампы, который может создавать стабильное питание газоразрядной лампы, и к способу и устройству для его изготовления.
Предшествующий уровень техники
Балластные резисторы можно классифицировать в основном на балластные резисторы открытого типа, сборка сердечника каждого из которых находится в открытом состоянии, и балластные резисторы закрытого типа, сборка сердечника каждого из которых герметизирована в корпусе набивочным материалом.
Поскольку сборки сердечника находятся в открытом состоянии, балластные резисторы открытого типа широко используются в бытовых газоразрядных лампах и лампах для офисов, на которые не оказывает влияния пыль, в то время как балластные резисторы закрытого типа широко используют в газоразрядных лампах, устанавливаемых на открытом воздухе, в производственных помещениях с повышенной влажностью и запыленностью, или в местах, в которых необходимо соблюдать требования техники безопасности. Балластный резистор содержит сборку сердечника, имеющую бобину с обмоткой из медного провода, в бобине размещено два набора из множества сердечников, имеющих форму буквы "Е", которые вставлены с противоположных сторон таким образом, что оба конца противоположных "Е" контактируют, а центральные концы противоположных "Е" имеют между собой зазор.
Самая важная рабочая характеристика балластного резистора, то есть стабильная подача напряжения на газоразрядную лампу, определяется зазором между центральными концами сердечников сборки сердечника.
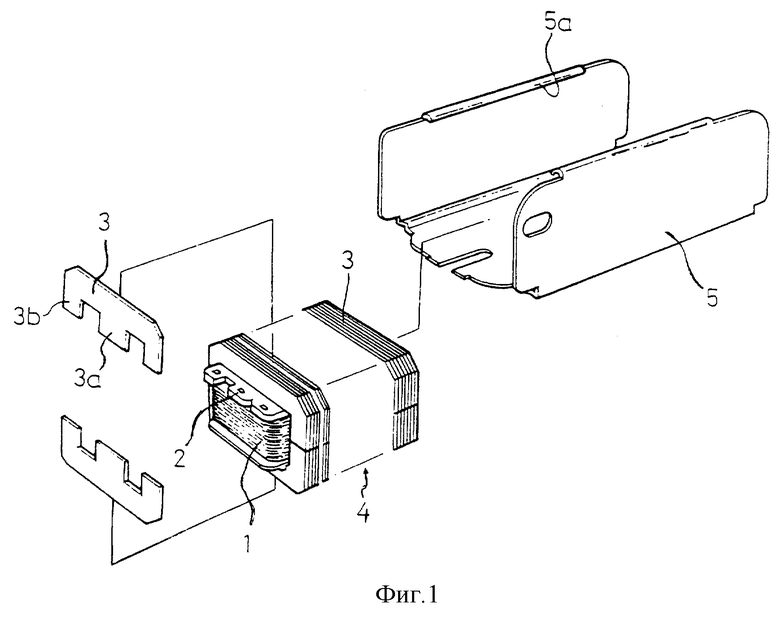
Фиг. 1 изображает общий вид известного балластного резистора открытого типа, конструкция и способ изготовления которого объясняются ниже.
Сборка сердечника 4 содержит бобину 2 с обмоткой медного провода 1, в бобину 2 с противоположных сторон вставлены наборы из множества сердечников 3.
Сборка сердечника 4 удерживается отогнутыми вниз участками и крепится в держателе 5.
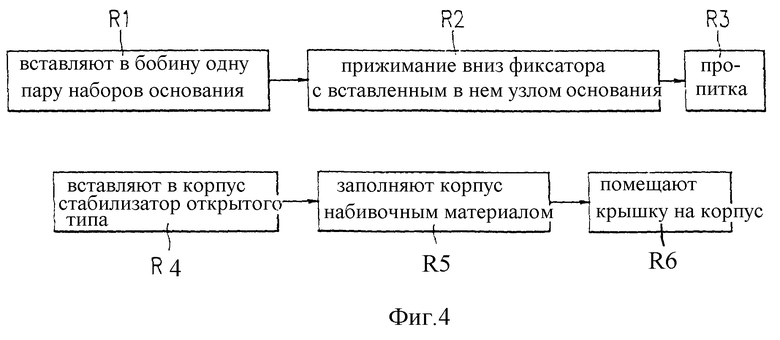
Для изготовления этого балластного резистора вначале медный провод наматывают на бобину 2 заданное число раз, подготавливают наборы из множества E-образных сердечников 3. Затем одну пару наборов сердечников 3 вставляют в подготовленную бобину с противоположных сторон с образованием зазора G между центральными концами 3а в центральной части контактных участков (R1).
Эта бобина 2 с намоткой медного провода 1 и вставленными наборами сердечников 3 называется сборкой сердечника.
При помещении этой сборки сердечника в держатель 5 и при прижатии вниз обоих верхних краев держателя прессом оба верхних края сгибаются внутрь с образованием отогнутых вниз частей 5а, которые удерживают верхние поверхности сборок сердечников 3 и фиксируют сборку сердечника в держателе 5 (R2).
Затем готовый балластный резистор открытого типа пропитывают и высушивают (R3).
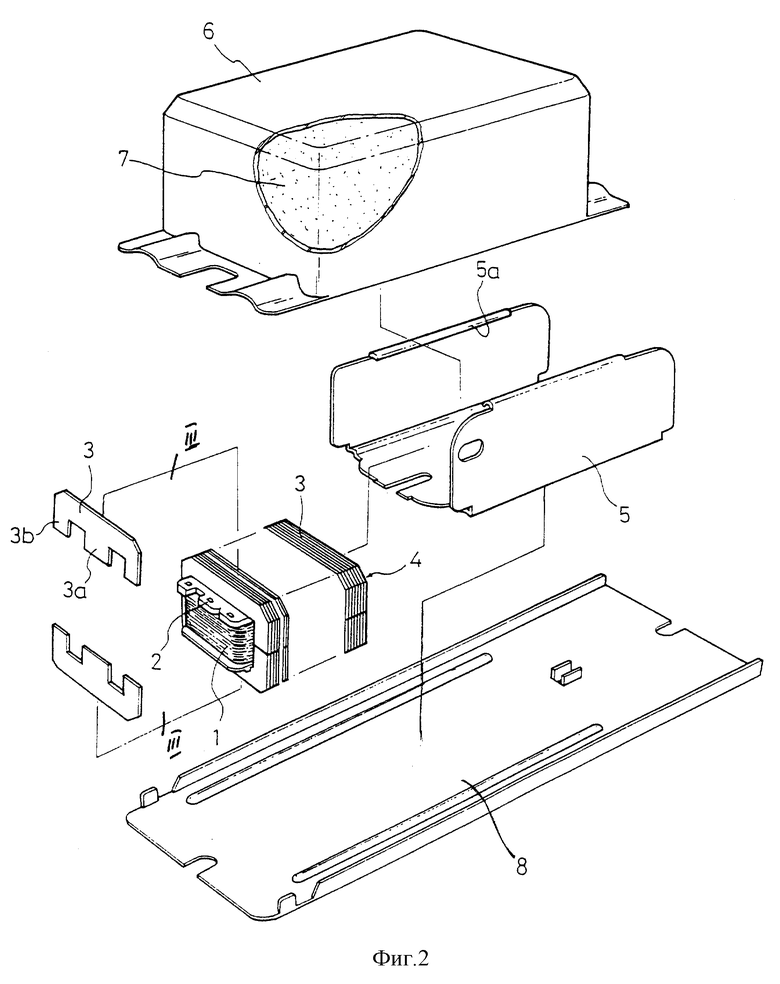
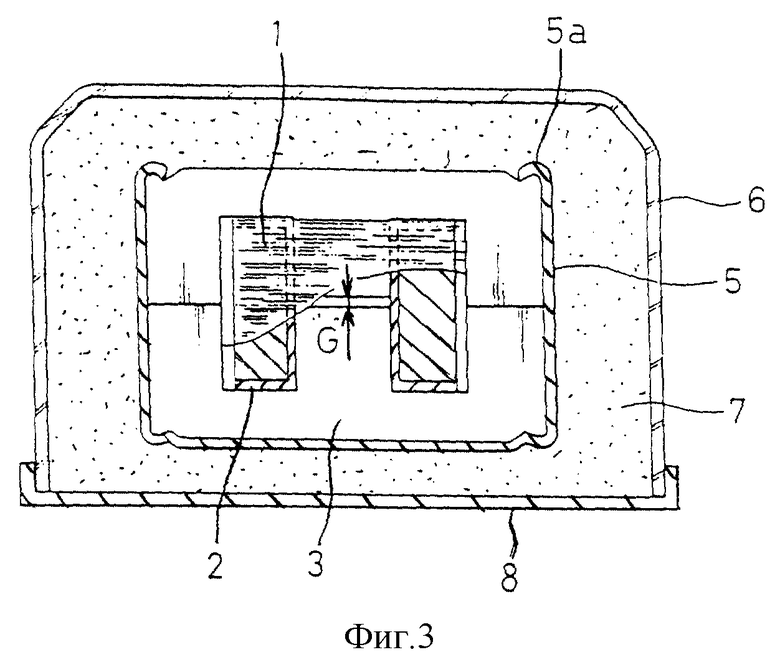
Фиг. 2 изображает общий вид известного балластного резистора закрытого типа в разобранном состоянии. Фиг. 3 изображает продольное сечение балластного резистора закрытого типа, где показано, что балластный резистор открытого типа указанной конструкции помещен в корпус б, одна сторона которого открыта и который внутри имеет набивку из набивочного материала 7, при этом открытая часть закрыта крышкой 8.
Способ изготовления балластного резистора закрытого типа указанной конструкции осуществляется следующим образом.
Во-первых, медный провод наматывают по внешней окружности бобины 2 заданное число раз в качестве подготовки и укладывают множество Е-образных сердечников 3. Затем одну пару наборов сердечников 3 вставляют в подготовленную бобину 2, причем оба центральных конца 3а наборов обращены внутрь бобины 2 и образуют сборку сердечников 4 (R1).
Помещают эту сборку сердечников 4 в держатель 5, имеющий отогнутые вверх детали, и прижимают вниз прессом верхние края отогнутых вверх деталей 5. Оба верхних края отгибают внутрь с образованием отогнутых вниз частей 5а, которые удерживают верхние поверхности сердечников 3 и тем самым фиксируют сборку сердечника 4 в держателе 5 (R2).
После прикрепления сборки сердечника 4 к держателю 5 указанным выше образом его пропитывают (R3), помещают в корпус 6 (R4), верхняя сторона которого открыта, герметизируют набивочным материалом 7 (R5), и закрывают пластинчатой крышкой 8, и тем самым изготовление балластного резистора (R6) завершают.
Но балластные резисторы обычного открытого и закрытого типов имеют следующие недостатки.
Во-первых, сжиманием в направлении вниз отогнутых вверх деталей в держателе 5 для прижатия вниз верхних поверхностей сердечников 3, особенно когда сжимающее в направлении вниз усилие не является постоянным, можно обусловить неверный размер зазора G, являющегося наиболее важным фактором рабочей характеристики балластного резистора, в результате чего невозможно будет гарантировать надежное качество.
То есть, если сжимающее усилие слабое, то нельзя будет гарантировать контакт между обоими концами. И наоборот, если сжимающее усилие будет слишком большим, то поскольку нельзя будет сохранять вертикальность по отношению друг к другу контактирующих сердечников 3 и они будут наклонены в ту или иную сторону, это уменьшит размер зазора G и электрические рабочие показатели балластного резистора, характеризующие значения, индуктивность и пр., могут ухудшиться.
Во-вторых, тот факт, что верхняя сторона сердечников 3 открыта, вызывает значительный шум во время его работы.
В-третьих, для герметизации сборки сердечника набивочным материалом 7, поскольку сборку сердечника надо прикреплять посредством отогнутых вниз частей 5а на держателе 5, размещенном в дополнительном корпусе 6, который герметизирован набивочным материалом 7 и закрыт крышкой 8, требуется много времени и поэтому производительность процесса изготовления понижается и также повышается себестоимость.
В-четвертых, поскольку проверку электрических рабочих характеристик у балластного резистора открытого типа нужно проводить до герметизирования набивочным материалом балластного резистора открытого типа, помещаемым в корпус 6, чтобы подобрать высококачественные материалы, то производительность из-за этого понижается.
Сущность изобретения
Соответственно, в основу настоящего изобретения поставлена задача создания балластного резистора для газоразрядной лампы и способа и устройства для его изготовления, которые позволяют устранить указанные недостатки.
Задача изобретения заключается в создании балластного резистора, имеющего стабильные электрические рабочие характеристики, путем введения сборки сердечника в держатель, чтобы она была окружена держателем, пропускания держателя с заключенной в нем сборкой сердечника через волоку и нанесения сварного шва на держатель.
Другой задачей изобретения является создание способа изготовления балластного резистора, в котором сборку сердечника, прикрепленную к держателю, можно герметизировать набивочным материалом, даже не используя при этом корпус.
Поставленная задача решается тем, что согласно изобретению балластный резистор для газоразрядной лампы содержит сборку сердечника с одной парой наборов из множества сердечников, симметрично вставленных в бобину с намотанным медным проводом, один держатель, пропущенный через волоку, имеющую постепенно сужающийся проход с широким входом для обжима и закрепления всей сборки сердечника.
Полезно, чтобы на противоположных сторонах держателя были сформированы выступы, направленные внутрь для ограничения величины входа при вставке сборки сердечника в держатель.
Целесообразно, чтобы устройство дополнительно содержало крышку, удерживаемую выступами, для захватывания одной стороны держателя, и набивочный материал, введенный через отверстие, выполненное на другой стороне держателя, для герметизации сборки сердечника.
Поставленная задача решается также тем, что в способе, изготовления балластного резистора для газоразрядной лампы, согласно изобретению,
осуществляют сборку сердечника путем намотки заданного числа витков медного провода вокруг внешней поверхности пустотелой бобины, укладывают множество сердечников, каждый из которых имеет Е-образную форму, и вставляют одну пару уложенных сердечников в полость бобины таким образом, чтобы центральные концы обоих уложенных сердечников внутри полости были обращены друг к другу,
формируют держатель из плоского листа, имеющий полость, размеры которого превышают размеры сборки сердечника и формируют направленные внутрь выступы,
вставляют подготовленную сборку сердечника в держатель через отверстие на одной стороне держателя,
пропускают держатель с находящейся в нем сборкой сердечника через волоку, имеющую постепенно сужающийся проход с широким входом для обжима и стягивания держателя для прочного закрепления сборки сердечника,
сваривают линейный шов на держателе, когда держатель проходит через волоку, осуществляют вывод готовой продукции.
Целесообразно, чтобы дополнительно вставляли в держатель крышку, которая захватывается и удерживается направленными внутрь выступами для закрытия отверстия на одной стороне держателя до размещения в нем сборки сердечника и герметизировали сборку сердечника в держателе путем инжекции набивочного материала в отверстие на другой стороне держателя после сваривания линейного шва на держателе.
Поставленная задача решается также тем, что устройство для изготовления балластного резистора для газоразрядной лампы, согласно изобретению, содержит
узел подачи для последовательной подачи держателей, каждый из которых включает сборку сердечника,
узел передачи для передачи держателей, подаваемых узлом подачи, горизонтально по верхней поверхности основного корпуса,
привода для подачи питания к узлу подачи,
узел формования, имеющий постепенно сужающийся проход с широким входом для плотного обжатия и закрепления сборки сердечника держателем при последовательной подаче держателей узлом передачи,
узел сварки, установленный на выходе узла формования для сваривания линейного шва на держателе,
блок управления для детектирования одного из держателей, подаваемых к узлу передачи включения привода узла передачи для передачи одного держателя к узлу формования и возвращения узла передачи в исходное положение.
Целесообразно, чтобы узел подачи содержал направляющую, наклоненную вниз и расположенную с одной стороны основного корпуса для последовательной подачи под действием силы тяжести держателей с находящимися в них сборками сердечника к узлу передачи по мере поступления держателей на направляющую.
Полезно, чтобы устройство содержало магнит, размещенный на нижней части направляющей, который предназначен для удерживания держателя, когда ползун узла передачи возвращается в исходное положение, и который отключают, когда ползун находится в состоянии готовности к работе или перемещается вперед.
Выгодно, чтобы узел передачи содержал ходовой винт, выполненный с возможностью вращения приводом в обратном направлении и холостого вращения, и ползун, связанный резьбой с ходовым винтом, для продвижения вперед и назад по направляющей, закрепленной вдоль основного корпуса для подачи держателя к узлу формования и к узлу сварки в зависимости от направления вращения ходового винта.
Полезно также, чтобы узел формования содержал волоку, установленную соосно ползуну, причем волока имеет постепенно сужающийся проход, вход которого шире, чем размер держателя, для обжима и стягивания сердечника в держателе.
Целесообразно также, чтобы блок управления содержал
первый датчик, установленной на прямой линии к направляющей держателя для детектирования держателя, когда держатель поступает под действием силы тяжести, и для подачи питания к приводу и его выключению, когда ползун возвращается в исходное положение,
второй датчик, установленный впереди волоки, для определения сварочной машине времени сварки при продвижении ползуном держателя в проход в волоке для обжима и для снижения скорости продвижения ползуна,
третий датчик, закрепленный на основном корпусе, для реверсирования привода при детектировании полного хода ползуна.
Полезно также, чтобы первый и второй кулачки были закреплены на верхней поверхности ползуна для управления включением блока управления, при этом первый, второй и третий датчики содержали конечные выключатели, которые предназначены для управления приводом.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием конкретного варианта его воплощения со ссылками на сопровождающие чертежи, на которых:
фиг. 1 изображает общий вид известного балластного резистора открытого типа в разобранном виде;
фиг. 2 - общий вид известного балластного резистора закрытого типа в разобранном виде;
фиг. 3 - сечение по плоскости III-III на фиг. 2,
фиг. 4 - перечень операций известного способа изготовления балластного резистора;
фиг. 5 - общий вид балластного резистора в разобранном виде согласно одному из вариантов осуществления изобретения;
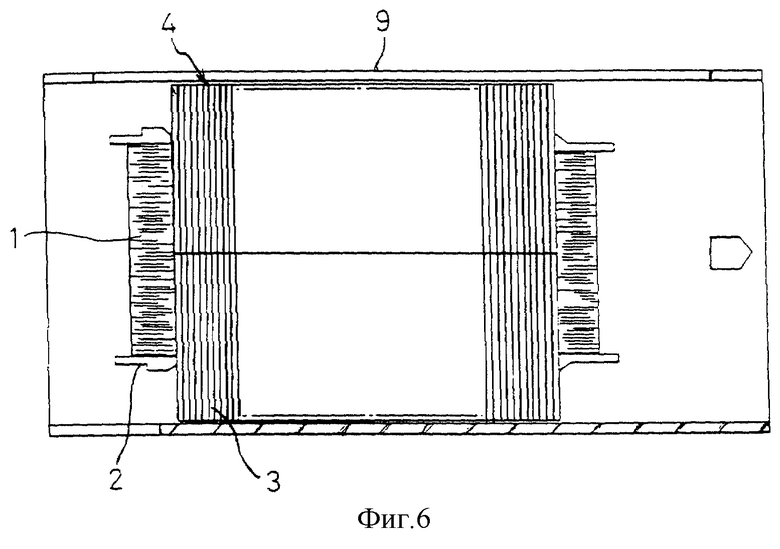
фиг. 6 - сечение по продольной плоскости VI-VI на фиг. 5 согласно одному варианту осуществления изобретения;
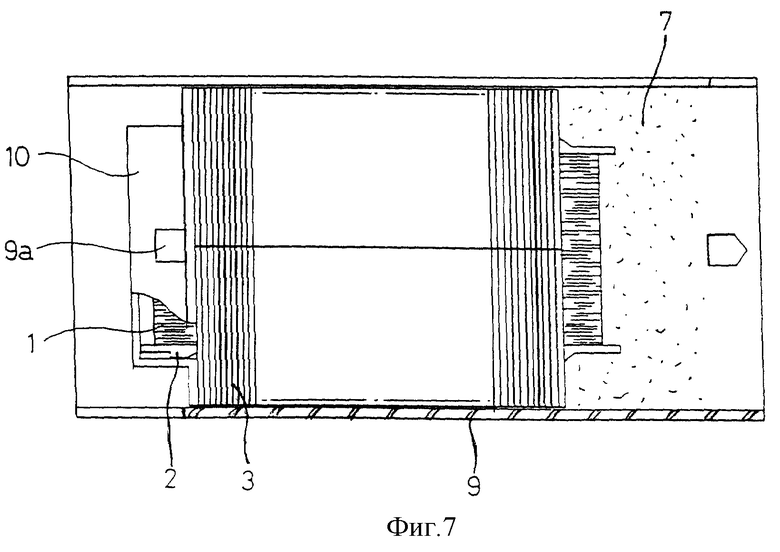
фиг. 7 - сечение по продольной плоскости балластного резистора согласно другому варианту осуществления изобретения;
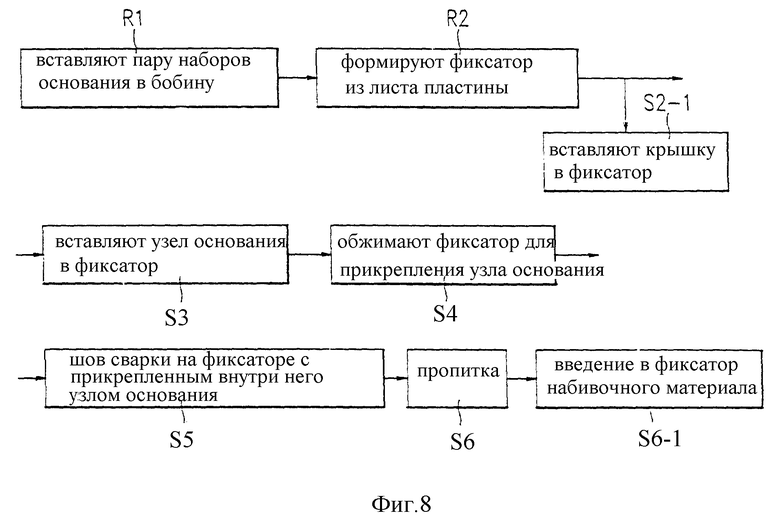
фиг. 8 - перечень и последовательности операций способа изготовления балластного резистора согласно изобретению;
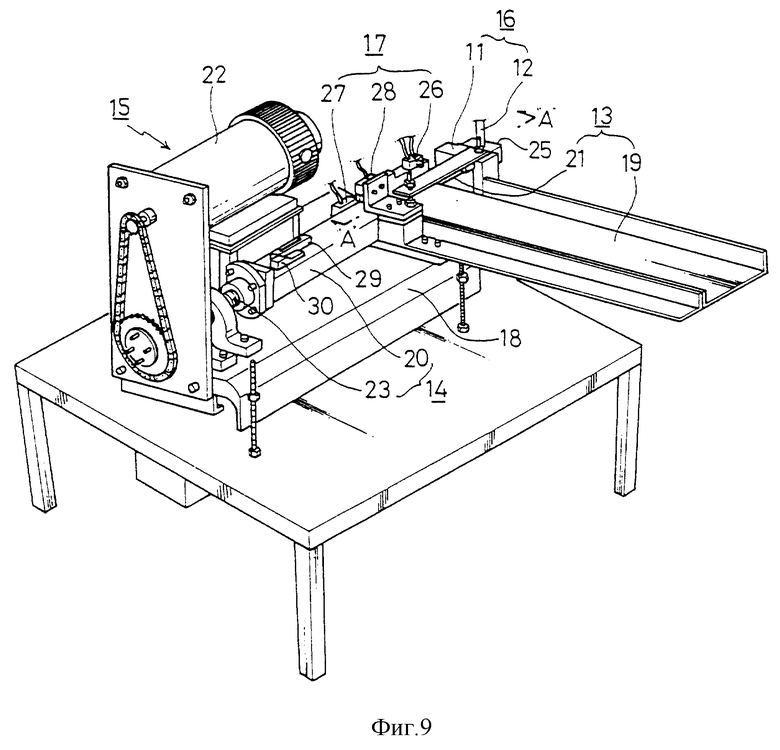
фиг. 9 - общий вид устройства для изготовления балластного резистора газоразрядной лампы согласно изобретению;
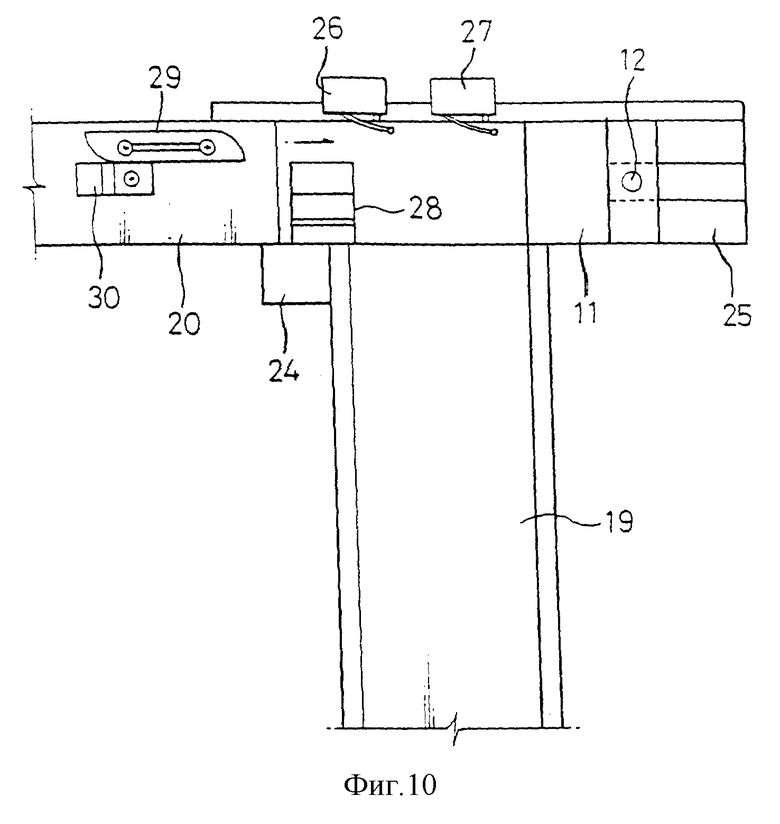
фиг. 10 - частичный вид сверху устройства для изготовления балластного резистора согласно изобретению;
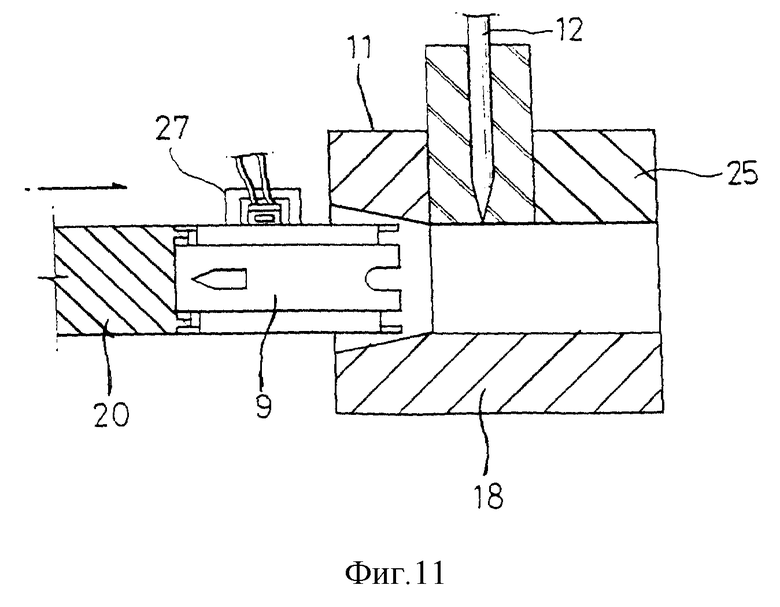
фиг. 11 - поперечное сечение по линии А-А на фиг. 9 согласно изобретению;
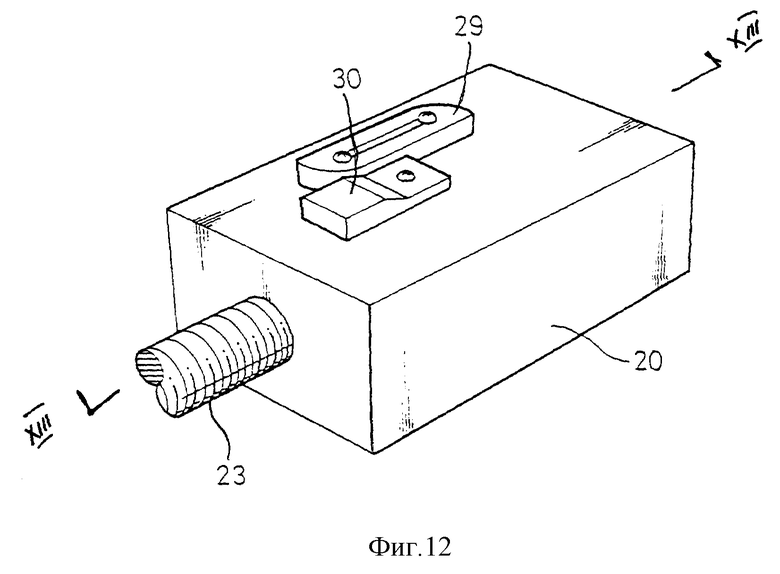
фиг. 12 - общий вид кулачкового механизма первого и второго кулачков узла подачи согласно изобретению;
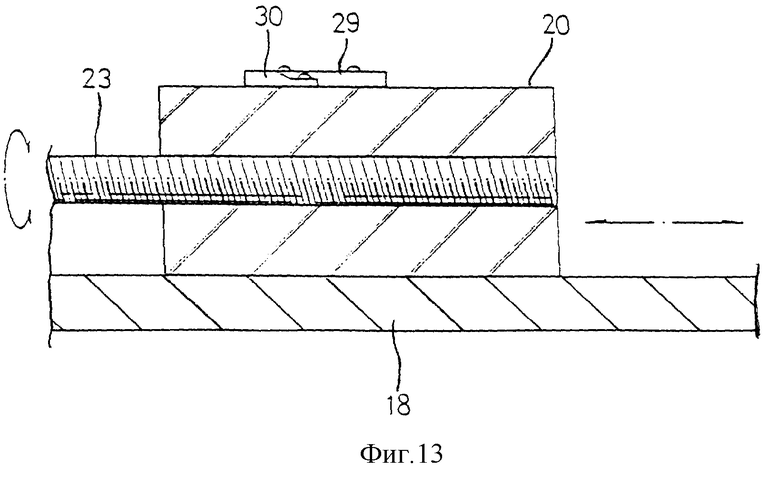
фиг. 13 - сечение по продольной линии XIII-XIII муфты ходового винта и ползуна согласно изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
Балластный резистор открытого типа содержит сборку сердечника 4 (фиг. 5, 6), закрепленную в держатель 9. Сборка сердечника имеет бобину 2 с намоткой из медного провода 1 и одну пару наборов сердечников 3, симметрично вставленных в нее.
Чтобы ограничить расстояние, на которое сборку сердечника вставляют в держатель 5, на противоположных сторонах формируют выходящие внутрь выступы 9а.
На фиг. 7 показано, что одна сторона сборки сердечника 4 закрыта крышкой 10, удерживаемой выходящими внутрь выступами 9а, образованными на держателе 9, а другая сторона имеет набивку из набивочного материала 7, который герметизирует сборку сердечника 4 внутри держателя 5.
Способ изготовления балластного резистора открытого типа изложен со ссылкой на фиг. 8.
Формируют пустотелую бобину 2 с обмоткой из медной проволоки 1 вокруг внешней окружности бобины 2 и укладывают множество сердечников 3, каждый из которых имеет Е-образную форму.
Одну пару уложенных сердечников вставляют в полость бобины 2 таким образом, чтобы оба центральных конца 3а уложенных сердечников в бобине 2 были обращены друг к другу, тем самым обеспечивая сборку сердечника 4 (S1).
Лист пластины прессуют, чтобы образовать форму  держателя 9, внутреннее пространство которого больше размера сборки сердечника 4 и которое имеет по меньшей мере один выходящий внутрь выступ 9а на стороне держателя (S2).
держателя 9, внутреннее пространство которого больше размера сборки сердечника 4 и которое имеет по меньшей мере один выходящий внутрь выступ 9а на стороне держателя (S2).
Подготовленную сборку 4 вставляют в держатель 9 через отверстие (S3).
После сборки сердечника 4 в держателе 9 держатель 9 со сборкой пропускают через волоку 11, имеющую постепенно суживающийся проход с широким входом (сторона вставки для держателя) для обжима и стягивания держателя 9, в результате чего сердечник 4 обжат и прочно закреплен держателем 9 (S4).
После стягивания держателем 9 сборки сердечника 4 и закрепления сборки сердечника 4 в процессе (S4), его выводят и отдельной сварочной машиной на держателе 9 (S5) сваривают линейный шов.
Затем держатель 9 вместе с находящейся в нем сборкой сердечника 4 подвергают процессу пропитки (S6), и в результате получают балластный резистор открытого типа.
Балластный резистор закрытого типа изготавливают следующим образом.
Аналогично способу изготовления балластного резистора открытого типа сборку сердечника 4 собирают и держатель 9 формируют из листа пластины. Затем перед монтажом сборки сердечника 4 в держатель 9 крышку 10 вставляют в держатель, чтобы закрыть одну сторону держателя (S1-2). Вставленную в держатель 9 крышку 10 захватывают я удерживают выходящим внутрь выступом 9а.
Когда сборка сердечника 4 собрана в держателе 9 и прошла операции S1-S5, сборку сердечника 4 и крышку 10 плотно закрепляют в держателе 9, чтобы закрыть одну сторону держателя.
Затем держатель 9 со сборкой сердечника 4 и прикрепленной в нем крышкой 10 пропитывают (S6). Набивочный материал 7 инжектируют в держатель 9 через другое отверстие, чтобы герметизировать сборку сердечника 4 (S5-1).
Фиг. 9 изображает общий вид устройства, согласно изобретению, для изготовления балластного резистора газоразрядной лампы. Устройство содержит узел 13 подачи для подачи держателя 9 со сборкой сердечника, узел 14 передачи для горизонтальной передачи держателя, привод 15 питания узла подачи, узел формования и узел сварки 16 для обжима и стягивания держателя 9 и сварки шва на держателе, и блок управления 17 для управления работ узла передачи.
Узел подачи 13 содержит направляющую 19, наклоненную вниз на одной стороне корпуса 18, для последовательной подачи под действием силы тяжести держателя 9 к узлу передачи со сборками сердечников 4 по мере размещения держателей на направляющей 19.
Магнит 21 на нижней части направляющей 19 для введения в действие и удержания держателя только в то время, когда ползун 20 в узле передачи 14 приводят в действие для вталкивания держателя 9 в узел формования и сварки 16 и возвращают его в исходное положение. При этом магнит отпускает держатель, когда ползун 20 находится в состоянии готовности к работе или двигается вперед для того, чтобы предотвратить подачу держателя 9, находящегося в положении готовности, при возвращении в исходное положение ползуна 20 к той стороне передающей части, к которой наклонен держатель.
Узел передачи 14 (фиг. 13) содержит ходовой винт 23, вращаемый приводом 22, и вращаемый на холостом ходу, и ползун 20, связанный резьбой с ходовым винтом 23. Движение ползуна 20 вперед и назад направляется направляющей 24, закрепленной вдоль корпуса 18, для вталкивания держателя 9 в узел формования и сварки 16 в зависимости от направления вращения ходового винта.
Хотя узел передачи 14 в одном из вариантов осуществления изобретения содержит ходовой винт 23 и ползун 20, держатель 9 можно вталкивать в узел формования и сварки 16 посредством поршня-цилиндра или бесштокового цилиндра.
Конструкция узла 16 описана ниже. Волока 11 (фиг. 1) прикреплена к корпусу 18 и установлена на прямой линии относительно ползуна 20. В волоке 11 имеется проход, вход в который больше размера держателя 9 и который постепенно уменьшается для обжима и окончательного стягивания сборки сердечника 4 в держателе 9.
Сварочная машина 12 установлена на выходе из волоки 11 для сварки шва на держателе 9, который обжимает сборку сердечника 4 по мере ее прохождения через волоку 11 для предотвращения деформации держателя. Устанавливают дополнительную волоку 25 с одной стороны волоки для направления выводимого держателя 9.
Блок управления 17 содержит первый датчик 26 на прямой линии к направляющей 19 (направление подачи фиксаторов) для детектирования держателя 9 при его подаче под действием силы тяжести и для подачи питания к приводу 22 и выключения двигателя, когда ползун 20 возвращается в исходное положение. Второй датчик 27 устанавливают спереди волоки 11 для установления времени сварки, когда ползун 20 направляет держатель 9 в проход волоки 11 для обжима и стягивания держателя 9 и уменьшения скорости перемещения ползуна 20 до скорости, соответствующей сварке. Третий датчик 28 установлен на корпусе 18 для реверсирования привода 22 при детектировании полного хода ползуна 20.
С помощью первого, второго и третьего переключателей 26 (фиг. 12), 27 и 28, каждый из которых выполнен как конечный выключатель, за счет установки первого и второго кулачков 29 и 30 на верхней поверхности ползуна 20 для управления работой блока управления 17 первый и второй кулачки 29 и 30 могут управлять работой привода 22 путем последовательного приведения в действие конечных выключателей по мере хода и отхода ползуна.
Работа осуществляется следующим образом.
Когда держатели 9 с находящимися в них сборками сердечников 4 помещены на направляющей 19, и, поскольку направляющая 19 наклонена вниз, держатели 9 перемещаются последовательно вниз по направляющей 24 под действием силы тяжести, пока один из держателей 9 не вступит в контакт с первым датчиком 26 и включит концевой выключатель.
Первый датчик 26 срабатывает и осуществляет подачу питания к приводу 22, чтобы вращать ходовой винт 23 узла передачи 14 против часовой стрелки. Ползун 20, связанный резьбой с ходовым винтом 23 (фиг. 13), перемещается к волоке 11, чтобы переместить держатель 9 по направляющей 24.
Когда ползун 20 перемещает держатель 9 к волоке 11, держатель, имеющий форму  , при прохождении через волоку, имеющую проход, размер которого превышает размер держателя и постепенно уменьшается в направлении назад, обжимается и стягивается, в результате прочно обжимает сборку сердечника 4 в держателе.
, при прохождении через волоку, имеющую проход, размер которого превышает размер держателя и постепенно уменьшается в направлении назад, обжимается и стягивается, в результате прочно обжимает сборку сердечника 4 в держателе.
Первый кулачок 29, прикрепленный к ползуну 20, нажимает на контактную точку второго датчика 27, определяя время работы сварочной машины 12, и сокращает число оборотов привода 22, медленно продвигая ползун 20 для выполнения сварного шва на держателе. Затем держатель выводят и привод 22 останавливают.
При выведении держателя 9 с прочно закрепленной в нем сборкой сердечника 4 и наложенным сварным швом, т.е. когда ползун 20 осуществляет максимальный ход, второй кулачок 30, укрепленный на верхней поверхности ползуна 20, включает концевой выключатель третьего датчика 28, закрепленного на одной стороне направляющей 24, чтобы осуществить вращение остановившегося привода 22 в обратном направлении и подать питание к магниту 21, который находится ниже направляющей 19.
При этом ходовой винт 23 вращается в направлении часовой стрелки, чтобы вернуть ползун 20 в исходное положение и удержать один из держателей 9, расположенных в самом нижнем положении направляющей 19, силой магнитного поля от магнита 21.
По возвращении ползуна 20 в исходное положение концевой выключатель первого датчика 26, будучи нажатым во время перемещения ползуна, выключен и тем самым прекращает питание привода 22 и также питание магнита 21. Держатель 9, удерживаемый электромагнитом, под действием силы тяжести падает на верхнюю поверхность направляющей 24.
При подаче держателя 9, расположенного в самом нижнем положении направляющей 19, на верхнюю поверхность направляющей 24, поскольку выключенный конечный выключатель первого датчика 26 вновь вступает в контакт при падении, питание подается к приводу 22.
Так как держатель 9 с находящейся в нем сборкой сердечника 4 вталкивается к волоке 11, становится возможным автоматическое и непрерывное изготовление балластных резисторов.
Согласно вышеизложенному настоящее изобретение имеет следующие преимущества.
Во-первых, поскольку сборку сердечника 4 окружают и закрепляют в одном держателе 9 постоянным сжимающим усилием волоки, зазор между центральными концами сердечников 3 всегда является постоянным, что позволяет обеспечить хорошее качество и можно продлить срок службы газоразрядной лампы.
То есть, по сравнению с известным балластным резистором, в котором отогнутые вверх элементы держателя сжимают прессом, поскольку держатель, имеющий форму  в котором находится вставленная в него сборка сердечника 4, проходит через волоку 11, сжимая и закрепляя сборку сердечника, всегда можно сохранять постоянным сжимающее усилие, прилагаемое к сборке сердечника.
в котором находится вставленная в него сборка сердечника 4, проходит через волоку 11, сжимая и закрепляя сборку сердечника, всегда можно сохранять постоянным сжимающее усилие, прилагаемое к сборке сердечника.
Во-вторых, поскольку сердечник 3 внутри держателя 9 не находится в открытом состоянии, во время работы балластного резистора не слышно шума.
В-третьих, поскольку держатель 9 служит корпусом, то в отличие от известного балластного резистора закрытого типа отдельно корпус и крышка не нужны, и это снижает себестоимость производства.
В-четвертых, поскольку процесс закрепления сборки сердечника 4 в держатель 9 можно выполнять на автоматизированной производственной линии, это позволяет повысить производительность.
В-пятых, благодаря единообразному размеру зазора, сборка сердечника 4 крепится держателем 9, и после прохождения держателя через волоку исключается необходимость проверки электрических рабочих характеристик по герметизации сборки сердечника 4 набивочным материалом 7, это сокращает длительность процесса, в результате чего повышается производительность.
Изобретение относится к электротехнике и может быть использовано при изготовлении балластных резисторов. Технический результат от использования данного изобретения состоит в том, что предлагаемый балластный резистор для газоразрядной лампы обеспечивает стабильное питание газоразрядной лампы. Сущность изобретения состоит в следующем. Балластный резистор содержит сборку 4 сердечника с одной парой наборов множества сердечников 3, симметрично вставленных в бобину 2 с намотанным медным проводом 1, один держатель, пропущенный через волоку, имеющую постепенно сужающийся проход с широким входом для обжима и закрепления всей сборки 4 сердечника. Предлагаются также способ и устройство для изготовления данного балластного резистора для газоразрядной лампы. 3 с. и 10 з.п. ф-лы. 13 ил. .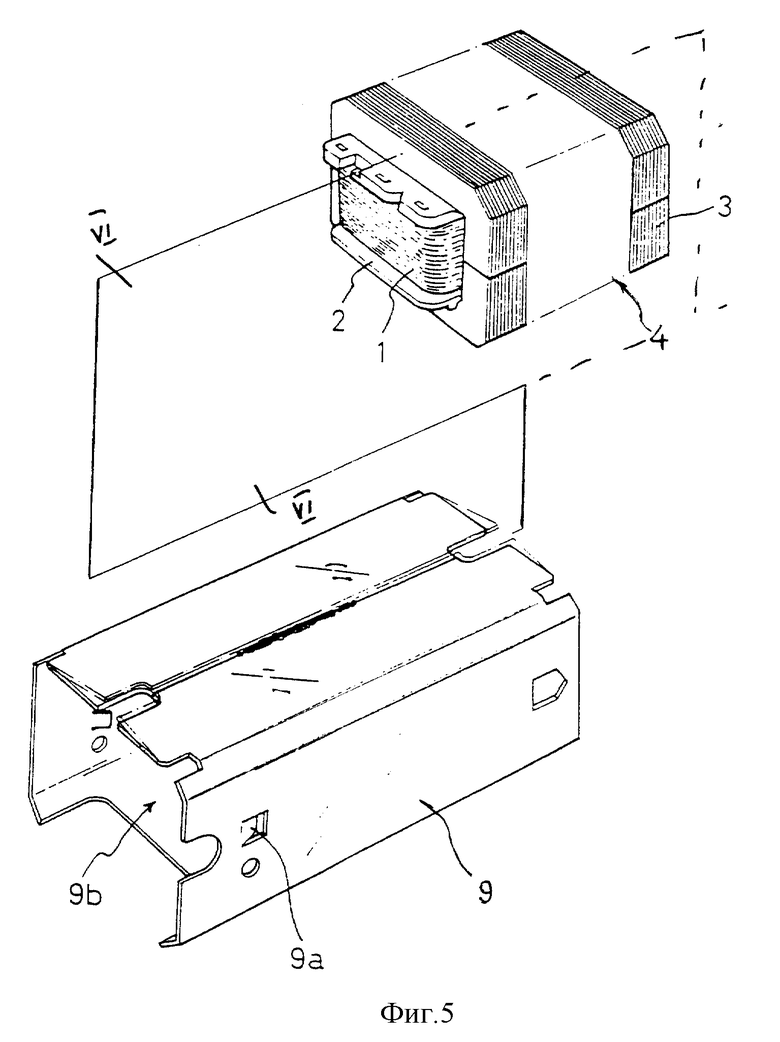
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА ДИМЕРИЗАЦИИ И СОДИМЕРИЗАЦИИ НИЗШИХ ОЛЕФИНОВ | 1996 |
|
RU2100070C1 |
| БАЛЛАСТНОЕ ДРОССЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ГАЗОРАЗРЯДНЫХ ЛАМП | 0 |
|
SU153336A1 |
| Индуктивный элемент | 1991 |
|
SU1835563A1 |
| US 5428266 A, 27.07.1995 | |||
| US 3903223 A, 02.07.1975. | |||

