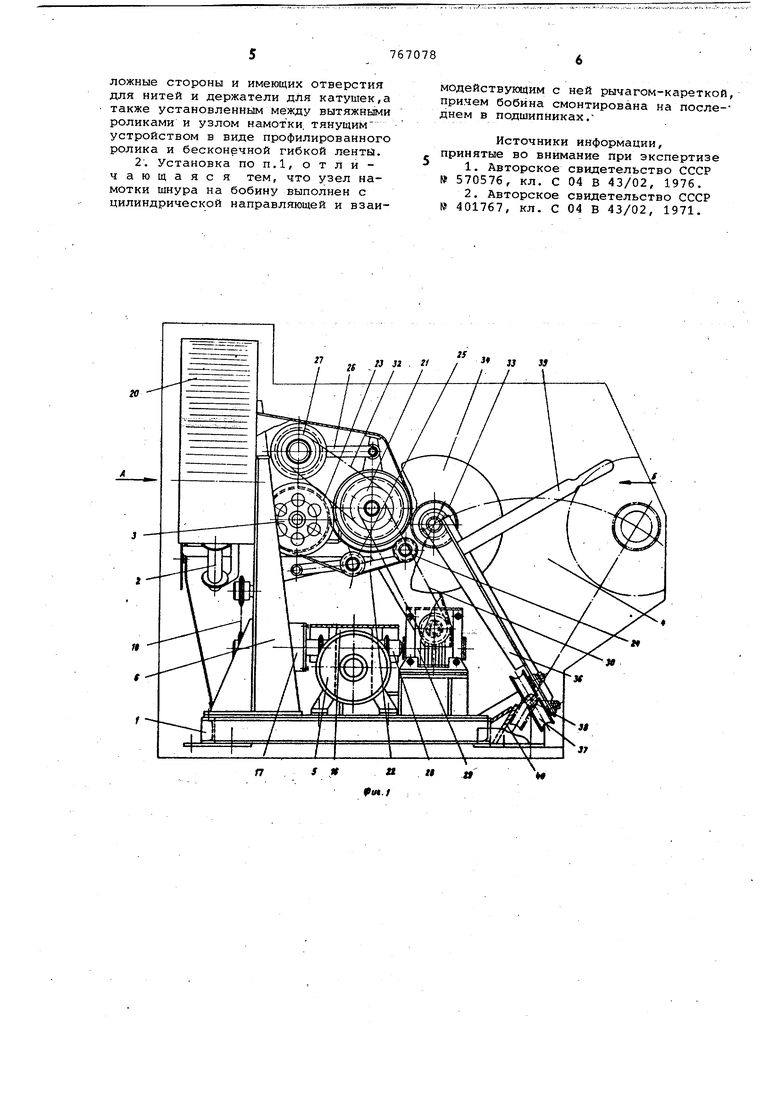
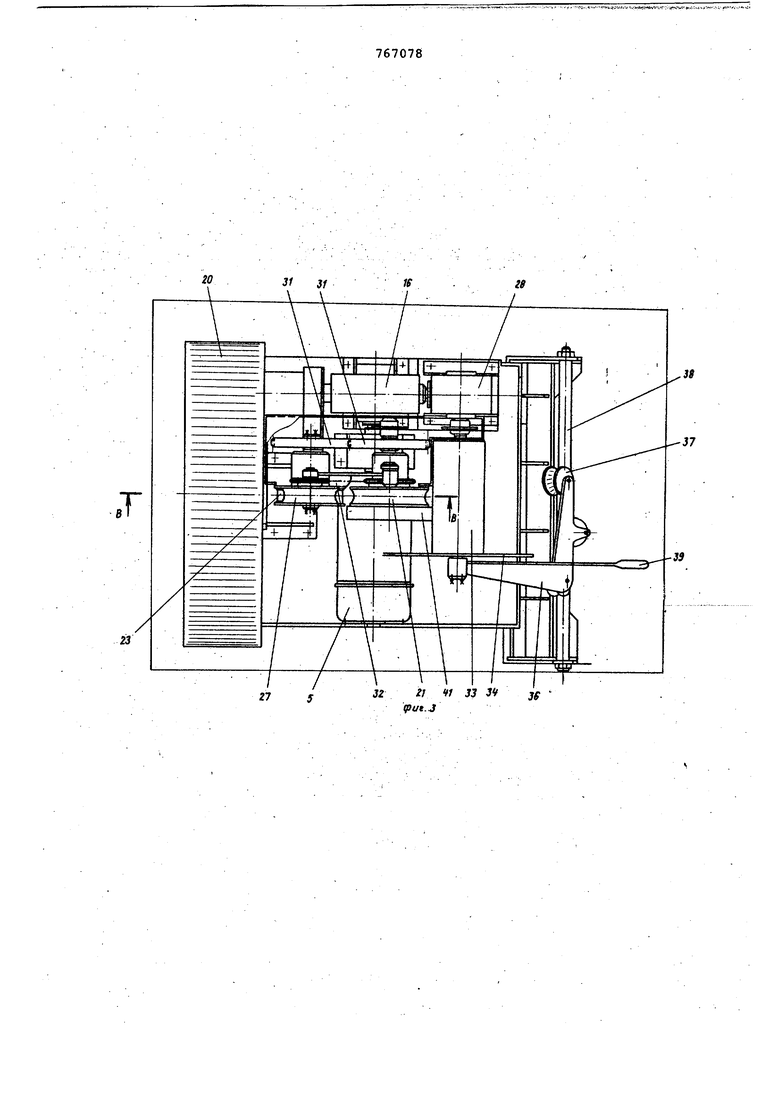
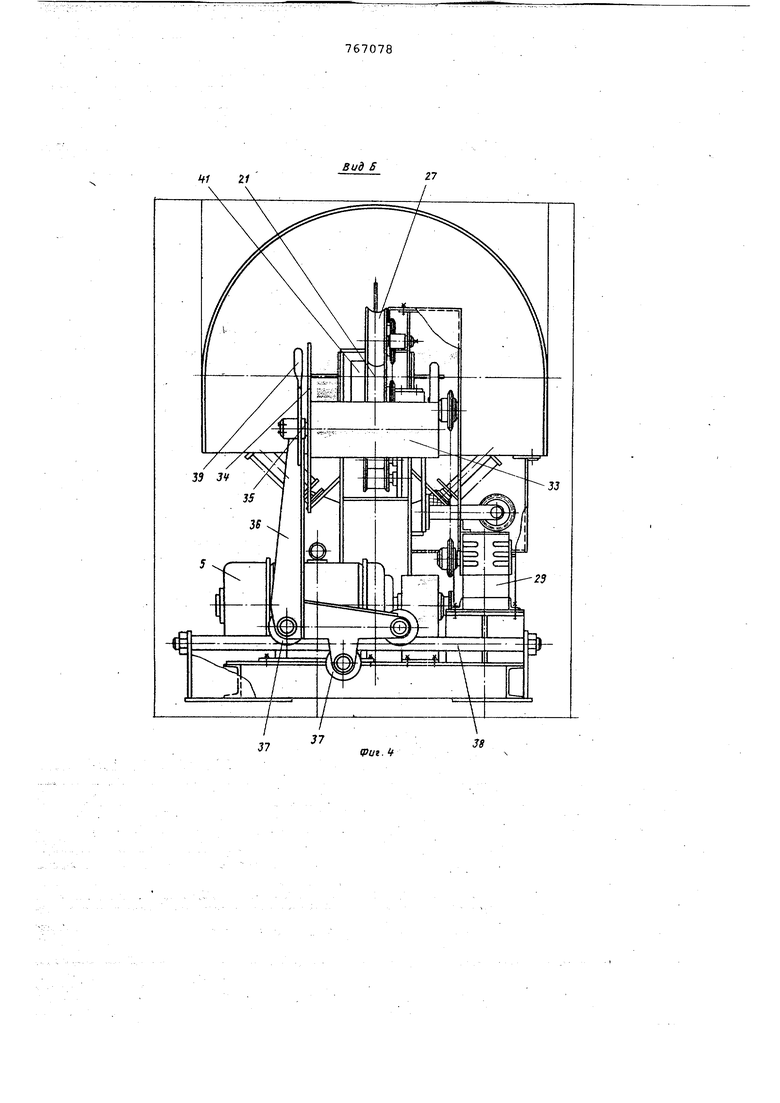
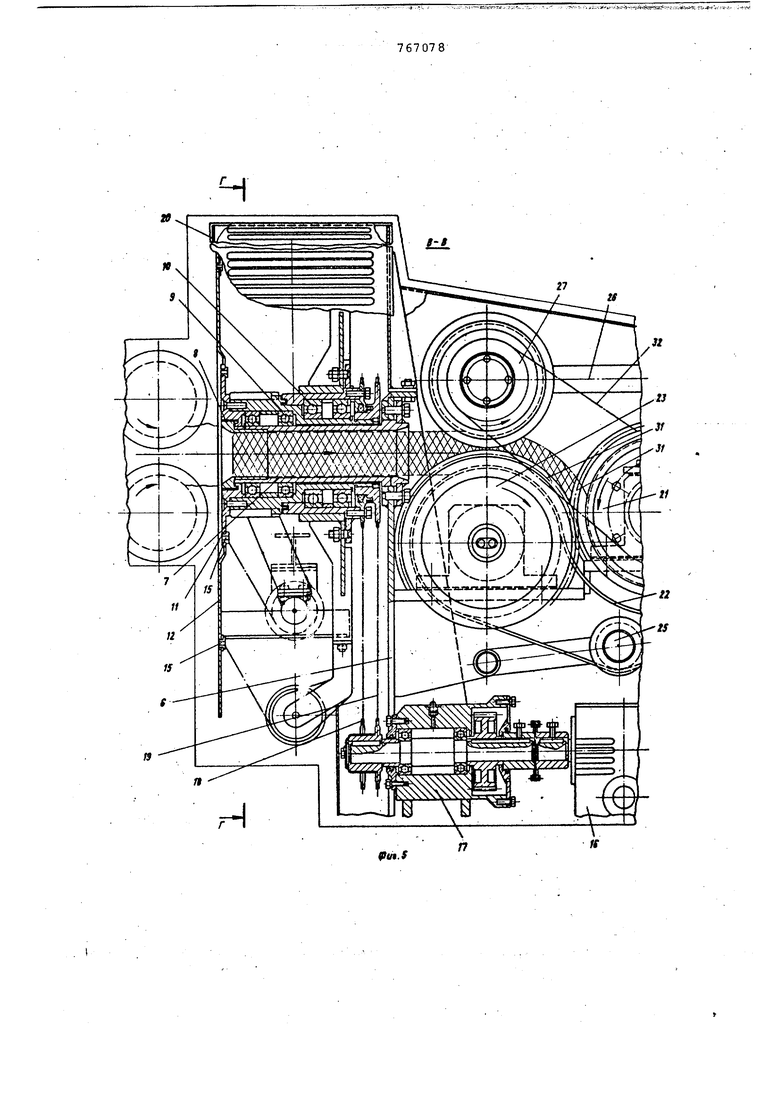
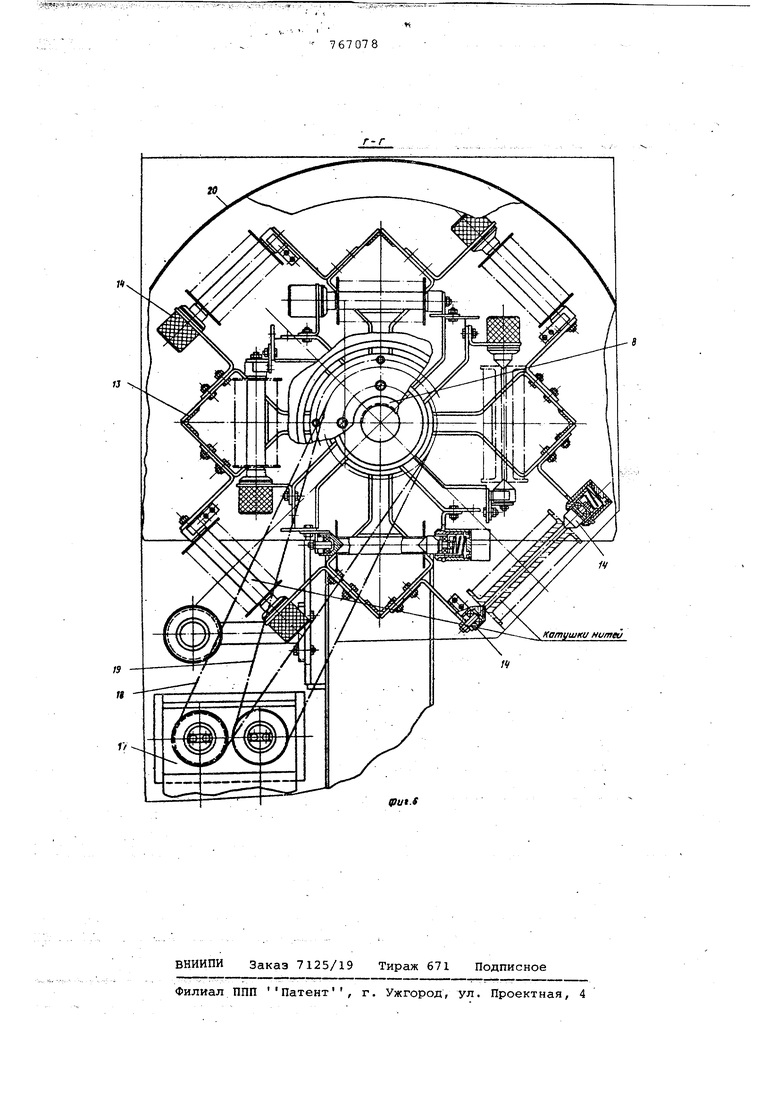
- 1 Изобретение относится к промышленности строительных материалов, а именно к устройствам для производства теплоизоляционного шнура из волокнйстых материалов. Известна установка для производства теплоизоляционного шнура способом набивки волокнистого материала в сетчатую оболочку, содержащая загрузочный бункер, узел подготовки и подачи волокна, а также камеру осаждения и узел формования с рабочей камерой и группой формующих плунжеров 1 Основным недостатком этой установки является необходимость иметь боль,шой запас сетчатых оболочек для ведения процесса П1 оизводства. Наиболее близким к изобретению .техническим решением является установка для производства теплоизоляционного шнура, содержащая формующую на садку, вытяжные ролики, после которых шнур может наматываться на бобину 2. Недостатками данного устройства являются отсутствие в нем совмещенного узла оплетки пух-шнура нитями, а также ненадежность узла вытяжных роликов, деформирующих при скручиваНИИ жгут пух-шнура и сдирающих с поверхности волокно в отходы. Цель изобретения - повышение надежности установки, а также улучшение качества шнура. Поставленная цель достигается тем, что установка для производства теплоизоляционного шнура, содержащая формующую насадку, вытяжные ролики и узел намотки на бобину, снабжена концентрически установленными перед насадкой и соосно последней парой дисков, смонтированных с возможностью вращения в противоположные стороны и имеющих отверстия для нитей и держатели для катушек, а также установленным между вытяжными роликами и узлом намотки тянущим устройством в виде профилированного ролика и бесконечной гибкой ленты., При этом узел намотки шнура на бобину может быть выполнен. с цилиндрической направляющей и взаимодействук щим с ней рычагом-кареткой, причем бобина смонтирована на последнем в подшипниках. На фиг.1 изображена предложенная установка, общий вид; на фиг.2 - вил по стрелке -А на фиг.1; на фиг.З - установка, вид сверху; на фиг.4 - вид по стрелке Б на фиг.1; на фиг.5разрез В-В на фиг.З; на фиг. б - раз рез Г-Г на фиг.З. - Установка для производства теплоизоляционного шнура содержит станину 1, на которой смонтирован совмещенный узел 2 формования и оплетки шнура ,вытяжные, ролики 3, узел 4 на-мотки шнура на бобину и регулируемый электропривод 5 вращения оплеточного и вытяжного устройств. Узел 2 формования и оплетки шнура выполнен в виде неподвижно .закреплен ной на кронштейне 6 центральной труб ки 7 со сменной полой формующей (ка-либрующей) насадкой 8 на входе,перед которой вокруг ее оси в перпендикулярной плоскости смонтированывращаемые на подшипниках 9 и 10 в противоположные стороны концентрически расположенные диски 11 и 12 с размееденными на их обратной стороне на кронштейнах 13 держателями 14 катуше нитей. Диски 11 и 12 снабжены отверстиями 15 для вывода нитей от катушекк месту оплетки перед насадкой 8 Плоскости дисков смещенн относительно друг на и 5 мгл для исключения обрыва нитей, встречнб вращающихся с дисками. Вращение дисков 11 и 12 с катушками нитей в противоположные стороны осуществлено от привода 5 через редуктор 16, промежуточную передачу 17 и цепные передачи 18 и 19. Узел фор-.-мованйя и оплетки закрыт, по перифе-. рии кожухом 20. За вытяжными роликами 3(по ходу шнура) установлено тянущее устройство, включающее профилированный ролик 21 с охватывающей бесконечной ле той (ремнем) 22, например, в виде ремня. Ремень 22 надет на ролик 23 (с ребордами с двух сторон) и ролик 24 и снабжен натяжным роликом 25. Над роликом 23 на, поворотном рыча ге 26 установлен рифленый прижимной ролик 27. Вращение ролика 21 осущест влено от привода 5 через редуктор 16 муфту 28, редуктор 29 и цепную передачу 30. Привод ролика 23 осуществле от ролика 21 через зубчатую передачу 31 и привод ролика 27 с помощью цепной передачи 32. Узел 4 намотки шнура выполнен в в де бобины 33 с буртом 34 на одном ко це вращаемой на подшипниках оси 35 р чага-каретки 36 самопередвигающейся на катках 37 при намотке шнура пю цилиндрической направляющей 38 по мере намотки рядов, с возможностью поворота вокруг направляющей 38 С: помощью рукоятки 39 до упора 46.Первоначальное вращение бобины 33 осуществлено за счет трения ее о реборду 41 приводного ролика 21. Для пере наладки на другие диаметры шнура установка снабжена комплектом сменных насадок 8. Кроме того, установка может иметь индивидуальные регулиру-, емые привода оплеточного и вытяжного устройств для обеспечения регулирования скорости и шага оплетки в более широком диапазоне. Работает установка следукяцим образом. Перед началом работы оплеточные нити, от каждой катушки (по четыре катушки на диске) заправляются в выводные отверстия на дисках на лицевую сторону и затем общим пучком протаскиваются через центральную трубку 7 в приводные вытяжные ролики 3. Затем включают электропривод 5 вращения оплеточного и вытяженого . устройств. Полоса волокнистого ковра поступает с впереди стоящено устройства подачи в формующе-калибрующую насадку 8 установки, оплетается снаружи крест накрест нитями встречно вращающихся на Дисках 11 и 12 катушек, обжимаясь при этом, протягивается за счет пучка нитей через центральную трубку 7, захватывается на ее выходе роликами 23 и 27 вытяжного устройства, проходит между роликами 23 и 21 и спомощью охватывающего бесконечйого ремня 22 огибает ролик 21. .На выходе с ремня 22 теплоизоляционный шнур заправляется на бобину 33, опирающуюся о реборду 41 приводного ролика 21 с первоначальным требуемым зазором между бобиной и поверхностью ролика 21. По мере намотки витков шнура бобина 33 на катках 37каретки 36 самопередвигается вдоль направляющей 38 до упора 40, а затем самовозвращается, совершая возвратно-поступательные ходы. По мере: увеличения количества рядов намотки шнура, бобина 33 с рычагом-кареткой 36 отклоняется от реборды 41, поворачиваясь относительно оси цилиндрической направляющей 38. Оператор, следит лишь за правильностью намотки. и в случае надобности за рукоятку 39 передвигает бобину 33. По окончании намотки бобину вручную за рукоятку 39 поворачивают вокруг направляющей 38до упора 40 и снимают с нее со стороны открытого конца моток шнура. Затем цикл работы повторяется. .Формула изобретения 1. Установка для производства теплоизоляционного шнура, содержащая формующую насадку, вытяжные ролики и узел намотки шнура на бобину, отличающаяся тем,что, с целью повышения надежности установки. а также повышения качества шнура, она снабжена концентрически установленными перед насадкой и соосно последней парой дисков, смонтированных с возможностью вращения в противоположные стороны и имеющих отверстия для нитей и держатели для катушек,а также установленным между вытяжными роликами и узлом намотки. тянущим устройством в виде профилированного ролика и бесконечной гибкой лента. 2. Установка поп,1, отличающаяся тем, что узел намотки шнура на бобину выполнен с цилиндрической направляющей и взаимодействукадим с ней рычагом-кареткой, причем бобина смонтирована на после-днем в подшипниках.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 570576, кл. С 04 В 43/02, 1976.
2.Авторское свидетельство СССР № 401767, кл. С 04 В 43/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства теплоизоляционного шнура | 1978 |
|
SU927787A1 |
| ОПЛЕТОЧНАЯ МАШИНА | 1973 |
|
SU361962A1 |
| Плетельная машина | 1978 |
|
SU796267A1 |
| Агрегат для термофиксации кордных шнуров из синтетических волокон | 1974 |
|
SU537148A1 |
| Установка для производства теплоизоляционного шнура | 1987 |
|
SU1518126A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ КОРДНЫХ ШНУРОВ ИЛИ НИТЕЙ | 1965 |
|
SU171374A1 |
| ОПЛЕТОЧНАЯ МАШИНА | 2002 |
|
RU2235814C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| Оплеточная машина | 1972 |
|
SU514353A1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |

И
, f.-. - r - - 27узг гг ft 33 3f
Вид S
tput.tf
H
767078
Катушки нитей
