Изобретение относится к художественной обработке изделий декоративно-прикладного искусства из оптически прозрачных материалов, в частности к способам инкрустации и получения узоров и рисунков с особыми световыми эффектами в материалах для художественных изделий типа стекло, хрусталь, и может быть использовано в изделиях стекольной промышленности, в производстве декоративных изделий для отделки интерьера помещений в строительстве, в изделиях светотехники, в осветительной аппаратуре, в технологии фотолитографии, в радиоприборостроении при изготовлении шкал и фотошаблонов.
Известен способ обработки изделий из стекла, включающий термический отжиг, чистовую механическую обработку поверхности изделия (полирование) и нанесение элементов рисунков в процессе лазерной обработки поверхности изделия скрайбированием ([1] , с. 171; 2, с.26...28). Мощный лазерный пучок скрайбирует изделие по контурным линиям наносимого изображения путем выпаривания материала.
Недостатком данного способа является низкая художественная выразительность из-за невозможности передачи цветовых особенностей композиции, т.е. наносимое изображение не является цветным.
Известны также способы, основанные на явлениях переноса вещества-донора на подложку (акцептор), позволяющие наносить изображения на материал-основу.
Например, в технологии изготовления тонкопленочных гибридных интегральных схем (ГИС) используется нагрев вещества донора до температуры испарения. Пары материала распространяются в вакууме от испарителя к подложке, на которой они конденсируются ([3], с.227). Для получения требуемого изображения используется напыление рисунка через маску (трафарет) ([3], с.241).
Кроме того, в другом способе (локального переноса вещества) в качестве донора используется пленка материала. С помощью лазерного излучения в вакууме материал донора испаряется, затем переносится и осаждается на подложке ([4], с. 148).
Известен также способ изготовления декоративного изделия, включающий нанесение на подложку из стекломатериала изображения термическим напылением кристаллов, причем напыление проводится на предварительно нагретую до температуры плавления подложку [5]. Формирование рисунка в данном случае осуществляют также с помощью трафаретов ([5], с. 3).
Недостатком всех способов, основанных на явлениях переноса, является низкая художественная выразительность из-за ограниченной площади обработки, невозможности воспроизведения насыщенных цветов и получения резко контрастного изображения из-за малой толщины пленки, принципиальной невозможности передачи всех особенностей композиции из-за необходимости использования трафаретов для получения четкого изображения с ярко выраженными границами его составляющих ([3], с. 240, с. 221, [4], с. 151).
Наиболее близким по технической сущности к предлагаемому способу является способ художественной обработки изделий из стекла, преимущественно боросиликатного, и хрусталя [6]. Указанный способ включает отжиг стекла, полирование его поверхности и нанесение рисунка импульсами сфокусированного лазерного луча, причем нанесение рисунка проводят в воздушной среде с Т = 223. ..253 К, световое пятно излучения фокусируют в массе изделия на расстоянии от внешних его поверхностей не менее ста диаметров пятна излучения, а температуру стекла в световом пятне за время воздействия импульса излучения доводят до значения, превышающего предел термостойкости.
Недостатком способа является низкая художественная выразительность из-за невозможности передачи цветовых особенностей композиции наносимого рисунка.
Задачей, решаемой изобретением, является повышение художественной выразительности изделий за счет передачи различных цветовых особенностей контурных и штриховых изображений.
Указанная задача решается тем, что в способе художественно-графической отделки поверхности стеклоизделий, включающем чистовую обработку поверхности стекла, отжиг стеклоизделия и формирование графических элементов рисунка воздействием светового пятна лазерного излучения, с температурой в пятне, равной температуре плавления стекла, перед воздействием лазерного излучения на поверхность стеклоизделия наносят слой суспензии порошка цветного стекла с фракционным составом 1 - 5 мкм и осуществляют его сушку. Формирование графических элементов рисунка осуществляют воздействием на границу раздела порошка и поверхности стеклоизделия световым пятном лазерного излучения с длиной волны 0.69 - 4.5 мкм и диаметром не менее 5 мкм по контурным и штриховым линиям наносимого рисунка через тыльную поверхность стеклоизделия, а температуру в световом пятне доводят до значения температуры плавления частиц цветного стекла. Насыщенность цветового тона формируемых графических элементов увеличивают за счет увеличения продолжительности воздействия светового пятна на частицы порошка цветного стекла. Затем удаляют нерасплавившиеся частицы порошка с лицевой поверхности стеклоизделия и осуществляют термообработку графических элементов рисунка поверхностным оплавлением изображения. В зависимости от заданной цветовой гаммы повторяют циклы операций по нанесению суспензии порошка цветного стекла, каждый раз меняя его цвет, по сушке нанесенного слоя, воздействию лазерным излучением на границу раздела порошка и поверхности стеклоизделия, удалению нерасплавившихся частиц порошка и поверхностному оплавлению формируемых графических элементов. При этом исключают попадание светового пятна лазерного излучения на нанесенные ранее графические элементы рисунка.
Возможность воспроизведения различных цветовых особенностей контурных и штриховых изображений обеспечивается формированием графических элементов рисунка обработкой границы раздела сред (стеклоизделие и порошок) воздействием светового пятна лазерного излучения с длиной волны 0.69 - 4.5 мкм диаметром не менее 5 мкм через тыльную поверхность изделия. Это обусловлено следующими причинами.
В диапазоне длин волн излучений от 0.69 до 4.5 мкм поглощение энергии в силикатных стеклах составляет от 5% до 95% (это характерно как для бесцветных ([2], с.9, рис. 1), так и для цветных стекол ([7], с. 515...519, рис. 2.. . 6). Следовательно, при воздействии на стекло излучения с длиной волны в диапазоне 0.69. . .4.5 мкм поглощение происходит по всей толщине материала. Поглощенная энергия нагревает стекло в области действия излучения. Однако за счет теплопроводности, нагревается также и прилежащий к области действия излучения объем стекла. При воздействии излучения на материал в виде порошка частица нагреется до температуры, более высокой, чем тот же объем монолитного стекла, так как мала площадь контакта с окружающими ее частицами, а воздух является теплоизолятором. Следовательно, произойдет расплавление порошка, без повреждения материала изделия. Таким образом, при воздействии излучения через тыльную поверхность обеспечивается нагрев материала, в том числе и лицевой поверхности, что позволяет повысить адгезию наносимых элементов рисунка к поверхности изделия и что невозможно получить при воздействии излучения со стороны лицевой поверхности.
Фактическое значение диапазона энергий излучения определяется для каждого сочетания материалов изделия и порошка экспериментально либо аналитически, основываясь на известных оптических и теплофизических характеристиках.
Известно, что лазерное излучение представляет собой электромагнитную волну, под действием которой на поверхности диэлектрика образуется электрический заряд за счет поляризации ([8], с.67). При воздействии излучения на границу раздела стекло-порошок через тыльную поверхность заряды образуются как на лицевой поверхности изделия, так и в каждой частице порошка, попавшей в зону облучения. Поскольку линейный размер частицы в предлагаемом способе обработки менее диаметра светового пятна, то при любой ориентации заряда в частице она будет притягиваться к лицевой поверхности изделия. Следовательно, расплавившись, частица будет растекаться по нагретой зоне лицевой поверхности за счет смачивания.
Кроме того, для обеспечения нормального смачивания лицевой поверхности изделия расплавленным цветным стеклом в предлагаемом способе порошок наносится в виде текучей суспензии - шликера ([9], с. 110), причем в качестве пластификатора используется легкоиспаряющийся растворитель (ацетон, дихлорэтан, и т.п.). При этом жировая пленка, имеющая меньшую плотность, чем частицы стекла, всплывает на поверхность и испаряется вместе с растворителем при сушке. При нанесении порошка подобным образом частицы некоторое время находятся под действием гидростатического давления столба жидкости шликера, в результате чего происходит уплотнение слоя порошка, т.е. после сушки этот слой будет сплошным (без разрывов). Кроме того, при нанесении порошка в виде шликера равнотолщинность слоя обеспечивается горизонтальным положением изделия при сушке.
Для лазерного излучения характерно гауссовское распределение плотности энергии по сечению пучка ([8], с.136). Поскольку коэффициент поглощения частиц порошка постоянен, вблизи оптической оси пучка глубина проплавления будет больше, чем на краях, т.е. форма сечения расплавленной зоны будет повторять форму распределения энергии по диаметру пучка. Максимальная глубина проплавления будет на оси луча, а ее величина определяется энергией излучения и временем его действия на данный участок. Расплавленное цветное стекло под действием кулоновских сил будет притягиваться к лицевой поверхности изделия и принимать ее форму, в результате чего увеличится площадь контакта с менее нагретой областью и образуются условия для эффективного теплообмена за счет теплопроводности. Следовательно, свободному растеканию расплава по поверхности будет препятствовать теплоотвод в изделие, и форма сечения приплавившегося слоя также будет соответствовать гауссовскому закону. Максимальная толщина слоя также будет определяться энергией излучения и временем его действия на данный участок. Таким образом, увеличение энергии излучения или времени его действия на данный участок приведет к увеличению толщины приплавленного к лицевой поверхности слоя цветного стекла.
В свою очередь, увеличение толщины слоя цветного стекла приводит к общему снижению светопропускания, причем форма кривой пропускания не изменяется ([7] , с.515 - 519, рис. 2 - 6). То есть увеличивается доля основного цветового тона в смеси с белым цветом или насыщенность цветового тона ([12], с. 6/. Таким образом, оперативное изменение энергии излучения или времени его действия на данный участок приводит к изменению насыщенности цветового тона, т. е. при нанесении элементов изображения одного цвета возможно получение различных его оттенков, а именно, при увеличении времени действия светового пятна на порошок увеличивается насыщенность цветового тона приплавившегося к поверхности стеклоизделия слоя цветного стекла за счет увеличения толщины приплавившегося слоя.
Повторное попадание светового пятна лазерного излучения на нанесенные ранее графические элементы того же цвета не вызовет значительного увеличения толщины слоя цветного стекла, т.к. практически вся энергия будет поглощаться нанесенным ранее слоем. Следовательно, при контурном нанесении элементов изображения одного цвета можно воспроизвести произвольные по сложности, в том числе, замкнутые и самопересекающиеся линии. Однако при последовательном нанесении элементов изображения различных цветов необходимо избегать попадания излучения на нанесенные ранее графические элементы, поскольку это приведет к сплавлению различных цветных порошков, т.е. искажению цветов.
После обработки световым пятном излучения всех графических элементов одного цвета в обработанных участках останется приплавившееся к лицевой поверхности изделия цветное стекло. На всей остальной поверхности адгезия порошка к изделию будет незначительной, т.е. порошок легко может быть удален с поверхности стеклоизделия (например, смыванием) и использован затем для обработки других изделий. После удаления порошка на лицевой поверхности останутся линии, соответствующие наносимому изображению.
При приплавлении лазерным излучением материала в виде порошка внешняя поверхность приплавленного слоя не будет гладкой из-за неполного расплавления некоторых частиц. Для повышения художественной выразительности обработанных изделий в предлагаемом способе обработки после того, как были нанесены все графические элементы одного цвета и удален весь неприплавившийся порошок, производится оплавление поверхности полученной части изображения высокотемпературным пламенем (например, плазменной горелкой). Этим предотвращается скапливание в неровностях поверхности нанесенных графических элементов одного цвета частиц порошка другого цвета при исполнении многоцветных изображений (что могло бы привести к искажению цветовой палитры изображения). При такой термообработке будет изменяться и форма сечения слоя (за счет сил поверхностного натяжения она будет стремиться к полусферической), в результате чего уменьшится размытость графических элементов по краям. Кроме того, поскольку такая обработка невозможна без нагрева всего изделия (т.к. предел термостойкости силикатного стекла - величина порядка 50oC [2]), то в результате подобной обработки произойдет также отжиг самого изделия, т.е. снизится вероятность его разрушения как при нанесении графических элементов следующего цвета, так и при эксплуатации.
Сущность изобретения поясняется чертежами.
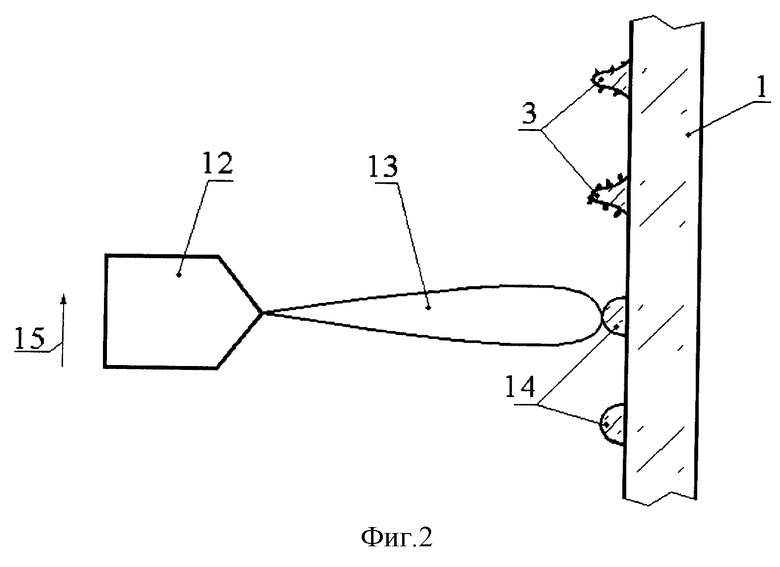
Фиг. 1: структурная схема художественно-графической отделки стеклоизделий.
Фиг. 2: структурная схема поверхностного оплавления элементов изображения.
На чертежах обозначено:
1 - обрабатываемое стеклоизделие, 2 - слой порошка цветного стекла, 3 - графический элемент изображения, 4 - объектив, фокусирующий лазерное излучение, 5 - двухкоординатный механизм перемещения объектива, 6 - гибкий световод, 7 - лазер, 8 - блок управления механизмом перемещения и запуском лазера, 9 - лицевая поверхность обрабатываемого изделия, 10 - тыльная поверхность обрабатываемого изделия, 11 - световое пятно лазерного излучения, 12 - плазменная горелка, 13 - пламя горелки, 14 - оплавленные графические элементы изображения, 15 - направление перемещения плазменной горелки, H - толщина нанесенного слоя порошка, h - толщина сформированного графического элемента, d - диаметр светового пятна лазерного излучения.
Световод 6 лазерного излучения представляет собой гибкий световод на основе волоконнооптических материалов или, например, взаимосвязанную систему подвижных зеркал, обеспечивающих передачу излучения от лазера 7 на объектив 4.
Двухкоординатный механизм 5 перемещения объектива обеспечивает перемещение объектива 4 относительно тыльной поверхности 10 изделия 1. Механизм относится к электромеханическим устройствам и срабатывает по командам блока управления 8.
Блок управления 8 представляет собой вычислительное устройство, которое вырабатывает электрические сигналы воздействия на механизм 5 и запуска лазера 7 в соответствии с заданной программой обработки. В случае реализации блока управления на основе микроЭВМ (персонального компьютера), управление насыщенностью цветового тона текущего графического элемента может осуществляться, например, изменением скорости перемещения объектива 4. При использовании компьютеров появляется возможность оптимальной автоматизированной подготовки нанесения сложных изображений с учетом конкретных параметров электромеханической системы управления перемещением объектива.
Порядок выполнения операций предлагаемого способа художественно-графической отделки поверхности прозрачных стеклоизделий заключается в следующем:
1) очищают полированием лицевую поверхность 9 стеклоизделия 1;
2) отжигают изделие 1 (режимы отжига определяют известными методами [11] в зависимости от марки стекла обрабатываемого стеклоизделия;
3) подготавливают порошки из необходимых по цвету стекол с фракционным составом 1 - 5 мкм, например, путем перемола стекол в шаровых мельницах;
4) подготавливают текучую суспензию (шликер) цветного стекла, для чего взвешивают порошок цветного стекла в легкоиспаряющемся пластификаторе и наносят полученный шликер на лицевую поверхность 9 изделия 1 сплошным равномерным слоем толщиной Н (величина H определяется максимальной насыщенностью элементов данного цвета);
5) осуществляют сушку изделия 1 до полного испарения пластификатора, обеспечивая горизонтальное положение лицевой поверхности 9, в результате чего на поверхности стеклоизделия 1 образуется сплошная пленка 2 порошка цветного стекла;
6) устанавливают объектив 4 гибкого световода 6 лазерного излучения на расстоянии от тыльной поверхности 10 изделия, обеспечивающем размещение светового пятна 11 размером d не менее 5 мкм на границе раздела лицевой поверхности 9 стеклоизделия 1 и слоя цветного порошка 2 (диаметр d светового пятна определяют исходя из необходимой ширины линий графических элементов 3);
7) воздействуют световым пятном 11 диаметром d ≥ 5 мкм лазерного излучения с длиной волны 0.69...4,5 мкм на границу раздела лицевой поверхности 9 стеклоизделия 1 и слоя цветного порошка 2 через тыльную поверхность 10 изделия 1 по контурным и штриховым линиям наносимого изображения для формирования графических элементов 3 рисунка; температуру в световом пятне 11 доводят до значения температуры плавления порошка 2 (700...1400oC [11]). Регулируют насыщенность цветового тона формируемых графических элементов 3 изменением толщины приплавившегося слоя цветного стекла h в пределах 0 < h < Н. Для этого изменяют время воздействия светового пятна 11 на частицы порошка 2;
8) удаляют неприплавившийся порошок 2 с лицевой поверхности 9 стеклоизделия 1, например, смыванием или воздушным отсосом;
9) осуществляют термообработку изделия 1 поверхностным оплавлением графических элементов изображения 3 высокотемпературным пламенем 13 горелки 12, в результате чего графические элементы 14 приобретают сферическую форму и снижается их размытость по краям;
10) для нанесения элементов изображения других цветов циклически повторяют операции 3)...9), а именно: нанесения порошка, сушки, лазерного формирования графических элементов, удаления порошка и поверхностной термообработки в соответствии с цветовой палитрой наносимого изображения. При последующей лазерной обработке графических элементов других цветов исключают попадание светового пятна 11 излучения на нанесенные ранее графические элементы изображения за счет подготовки на управляющей микроЭВМ 8 программ управления обработкой с учетом композиционных особенностей рисунка и технологических требований. То есть при движении фокусирующей системы 4 вдоль тыльной поверхности 10 стеклоизделия 1 микроЭВМ 8 вырабатывает сигналы отключения и запуска лазера 7 в момент пересечения лучом нанесенных ранее графических элементов 14 другого цвета.
В результате выполнения операций предлагаемого способа на лицевой поверхности стеклоизделия остается цветное изображение.
Предлагаемый способ лазерной художественно-графической отделки поверхности стеклоизделий выгодно отличается от прототипа, т.к. позволяет повысить художественную выразительность изделий за счет реализации возможности передачи различных цветовых особенностей контурных и штриховых изображений, панно, витражей, инкрустаций и т.п.
Кроме того, предлагаемый способ допускает возможность построения технологических процессов изготовления стеклянных фотошаблонов путем нанесения на листовое стекло элементов топологических рисунков из оптически непрозрачных материалов.
Источники информации
1. Крылов К. И. и др. Применение лазеров в машиностроении и приборостроении. -Л.: Машиностроение, 1978.
2. Мачулка Г.А. Лазерная обработка стекла. -М.: Сов.радио, 1979.
3. Ушаков Н.Н. Технология производства ЭВМ: Учебник для студ. вузов по спец. "Вычислит. машины, комплексы, системы и сети". - 3-е изд., перераб. и доп. -М.: Высш. шк., 1991.-416 с.; ил.
4. Вейко В. П. Лазерная обработка пленочных элементов. - Л.: Машиностроение, Ленингр. отд-ние, 1986. - 248 с.; ил.
5. Авт. св. 1593564, МКИ В 44 С 5/08. Способ изготовления декоративного изделия. /В.Я. Вейнберг. - Опубл. 15.09.90, Бюл. N 34.
6. Авт. св. 1818307, МКИ С 03 В 33/00. Способ художественной обработки изделий из стекла, преимущественно боросиликатного, и хрусталя /И.М. Чуриков, А.В. Павшуков, Н.Н. Давыдов. - Опубл. 30.05.93. - Бюл. N 20.
7. Материалы в приборостроении и автоматике: Справочник /Под ред. Ю.М. Пятина. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1982. - 528 с.; ил.
8. Рыкалин Н.Н. и др. Высокотемпературные технологические процессы: теплофизические основы. - М.: Наука, 1985.
9. Головня В.Г. Технология деталей радиоаппаратуры. - М.: Радио и связь, 1983. - 296 с.; ил.
10. Пясецкий В.В. Цветные телевизоры: устройство, эксплуатация, ремонт. - Воронеж: Центр.- Чернозем, кн. изд-во,1991. - 320 с.
11. Стекло. Справочник. Под ред. Н.М. Павлушкина. - М.: Стройиздат, 1973.- 487 с., ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ | 1998 |
|
RU2175907C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ЗЕРКАЛ И ИЗДЕЛИЙ ИЗ ОПТИЧЕСКИ ПРОЗРАЧНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2390425C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА С ТИТАНОВЫМ ПОКРЫТИЕМ | 2009 |
|
RU2390426C1 |
| Способ художественной обработки изделий из стекла, преимущественно боросиликатного и хрусталя | 1990 |
|
SU1818307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНЫХ ИЗДЕЛИЙ - ПАНЕЛЕЙ (ДВА ВАРИАНТА) | 2007 |
|
RU2398679C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИГНАЛЬНЫХ УСТРОЙСТВ | 2008 |
|
RU2388026C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ | 1997 |
|
RU2107047C1 |
| Способ изготовления гобо слайда с помощью лазерной гравировки | 2023 |
|
RU2801073C1 |
| Печатное изделие с цветным интерференционным изображением | 2015 |
|
RU2641500C2 |
| СВЕТООТРАЖАЮЩИЙ РАЗМЕТОЧНЫЙ МАТЕРИАЛ | 2002 |
|
RU2245566C2 |
Изобретение относится к художественной обработке изделий декоративно-прикладного искусства из оптически прозрачных материалов и может быть использовано для получения узоров и рисунков с особыми световыми эффектами в стекле. Способ художественно-графической отделки поверхности стеклоизделий, в котором порошок цветного стекла с фракционным составом 1 - 5 мкм наносят на лицевую поверхность стеклоизделия в виде суспензии сплошным равномерным слоем и осуществляют сушку нанесенного слоя. Формирование графических элементов рисунка осуществляют термообработкой границы раздела стеклопорошка и поверхности стеклоизделия воздействием светового пятна лазерного излучения с длиной волны 0,69 - 4,5 мкм, диаметром не менее 5 мкм по контурным и штриховым линиям наносимого рисунка через тыльную поверхность стеклоизделия. Температуру в световом пятне доводят до значения температуры плавления частиц цветного стекла. Насыщенность цветового тона формируемых графических элементов регулируют изменением продолжительности воздействия светового пятна на частицы стеклопорошка. Затем удаляют нерасплавившиеся частицы порошка с лицевой поверхности стеклоизделия и осуществляют термообработку графических элементов рисунка поверхностным оплавлением изображения. Циклически повторяют операции нанесения суспензии, сушки, термообработки, удаления порошка и оплавления поверхности в соответствии с цветовой палитрой наносимого изображения. Технический результат - повышение художественной выразительности изделий. 2 ил.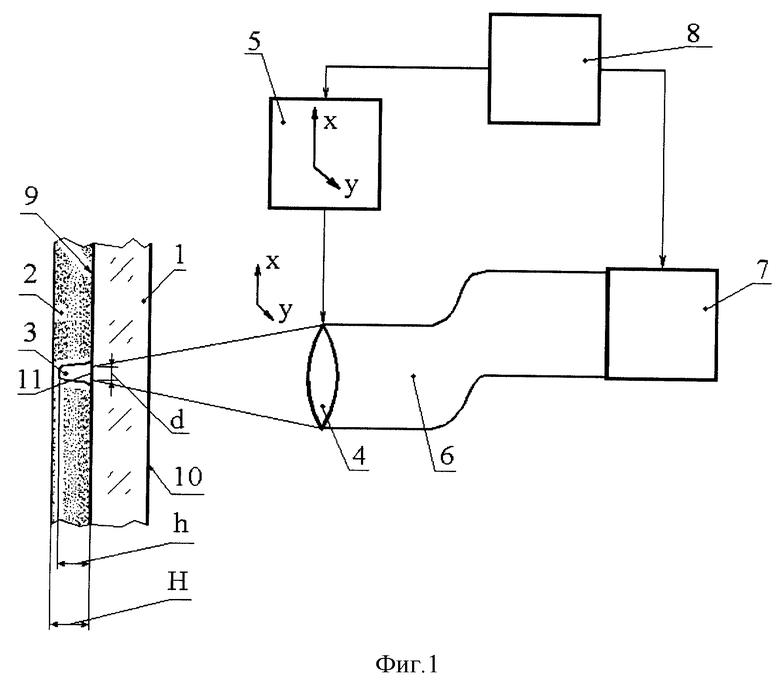
Способ художественно-графической отделки поверхности стеклоизделий, включающий чистовую обработку поверхности стекла, отжиг стеклоизделий и формирование графических элементов рисунка воздействием светового пятна лазерного излучения, причем температуру в световом пятне доводят до значения температуры плавления стекла, отличающийся тем, что перед воздействием лазерного излучения на поверхность стеклоизделия наносят слой суспензии порошка цветного стекла с фракционным составом 1-5 мкм и осуществляют его сушку, при этом формирование графических элементов рисунка осуществляют воздействием на границу раздела порошка и поверхности стеклоизделия световым пятном лазерного излучения с длиной волны 0,69-4,5 мкм и диаметром не менее 5 мкм по контурным и штриховым линиям наносимого рисунка через тыльную поверхность стеклоизделия, а температуру в световом пятне доводят до значения температуры плавления частиц цветного стекла и увеличивают насыщенность цветового тона формируемых графических элементов увеличением продолжительности воздействия светового пятна на частицы порошка цветного стекла, затем удаляют нерасплавившиеся частицы порошка с лицевой поверхности стеклоизделия и осуществляют термообработку графических элементов рисунка поверхностным оплавлением изображения, причем в зависимости от заданной цветовой гаммы повторяют циклы операций по нанесению суспензии порошка цветного стекла, каждый раз меняя его цвет, по сушке нанесенного слоя, воздействию лазерным излучением на границу раздела порошка и поверхности стеклоизделия, удалению нерасплавившихся частиц порошка и поверхностному оплавлению формируемых графических элементов, при этом исключают попадание светового пятна лазерного излучения на нанесенные ранее графические элементы рисунка.
| Способ художественной обработки изделий из стекла, преимущественно боросиликатного и хрусталя | 1990 |
|
SU1818307A1 |
| Способ получения штрихов на стеклянной подложке | 1982 |
|
SU1106798A1 |
| МАЧУЛКА Г.А | |||
| Лазерная обработка стекла | |||
| -М.: Советское радио, 1979 | |||
| Устройство для тренировки спортсменов | 1985 |
|
SU1294359A1 |

