Изобретение относится к электрометаллургии и может быть использовано при монтаже и ремонте электролизеров для производства алюминия.
Известно соединение в катодной секции электролизера для производства алюминия, содержащее последовательно жестко соединенные стальной блюмс, концевая часть которого сверху плакирована медной пластиной, биметаллический медноалюминиевый переходник. Катодный спуск в виде гибкого пакета, алюминиевых полос и алюминиевую шину катодной ошиновки. Биметаллический медноалюминиевый переходник соединен со стальным блюмсом внахлест болтовым соединением, проходящим через переходник и блюмс (см. патент РФ N 2085624, МПК C 25 C 3/16, H 01 R 4/62, опубл. 27.07.97 г.).
Недостатком известного соединения является то, что болтовое соединение проходит через переходник и блюмс, тем самым уменьшая полезную площадь их контакта для подвода тока в электролизер. Кроме того, устройство является сложным, так как на пути тока по существу установлены два биметаллических переходника: сталь - медь и медь - алюминий, что ограничивает прохождение тока и ухудшает электрические свойства соединения.
Известно соединение в катодной секции для производства алюминия, содержащее последовательно жестко соединенные стальной блюмс, биметаллический сталеалюминиевый переходник, катодный спуск в виде гибкого пакета алюминиевых полос и алюминиевую шину катодной ошиновки. Биметаллический переходник выполнен в виде набора пластин, которые приварены к стальному блюмсу и катодному спуску встык к соответствующим одноименным металлам. При этом площадь поперечного сечения биметаллического переходника меньше площади поперечного сечения стального блюмса (см. патент РФ N 2069709, МПК C 25 C 3/16, опубл. 27.11.96 г.).
Недостатком известного соединения является то, что площадь поперечного сечения биметаллического переходника меньше площади поперечного сечения блюмса, чем ограничивается полезная площадь их контакта для подвода тока в электролизер. Кроме того, сварные швы между стальным блюмсом и стальной частью биметаллического переходника находятся на пути прохождения тока, что ограничивает полезную мощность электролизера и ухудшает электрические свойства соединения.
Известен способ изготовления соединения в катодной секции электролизера для производства алюминия, содержащий последовательно жестко соединенные стальной блюмс, биметаллический сталеалюминиевый переходник, катодный спуск в виде гибкого пакета алюминиевых полос и алюминиевую шину катодной ошиновки. Биметаллический переходник выполняют в виде набора биметаллических пластин, которые приваривают к стальному блюмсу и к катодному спуску соответствующим одноименным металлам встык. При этом площадь поперечного сечения биметаллического переходника берут меньше площади поперечного сечения стального блюмса (см. патент РФ N 2069709, МПК C 25 C 3/16, опубл. 27.11.96 г.)
Недостатком известного способа является то, что по известной технологии изготовления получается соединение с недостаточно хорошими электрическими свойствами, что ограничивает полезную мощность электролизера.
Задачей, на решение которой направлено данное изобретение, является улучшение электрических свойств соединения, снижение величины электросопротивления соединения, что способствует повышению полезной мощности электролизера и улучшение технологии изготовления соединения.
Сущность изобретения заключается в следующем
В соединение в катодной секции электролизера, содержащем последовательно жестко соединенные стальной блюмс, биметаллический сталеалюминиевый переходник, катодный спуск в виде гибкого пакета алюминиевых полос и алюминиевую шину катодной ошиновки, поперечное сечение биметаллического сталеалюминиевого переходника равно поперечному сечению стального блюмса, соединение снабжено стальными пластинами для шунтирования контакта биметаллического переходника со стальным блюмсом, расположенными с зазором друг от друга 1-10 мм по периметру биметаллического переходника и стального блюмса перпендикулярно линии их контакта, при этом общая площадь поперечного сечения стальных пластин меньше или равна площади поперечного сечения стального блюмса.
Кроме того, толщина алюминиевого слоя биметаллического переходника равна 10-15 мм, а толщина стального слоя биметаллического переходника составляет 3-35 толщины алюминиевого слоя.
Кроме того, толщина шунтирующий контакт стальной пластины равна 5-10 мм, а ее длина составляет 3-10 величин ее толщины.
Кроме того, шунтирующие контакт стальные пластины приварены соответственно к стальному блюмсу и к стальному слою биметаллического переходника или только к одному из них одними концами, а другие концы которых при этом прижаты ко второму из них внешним болтовым соединением.
Это позволяет улучшить электрические свойства соединения: снизить величину электросопротивления, что способствует повышению полезной мощности электролизера.
В способе изготовления соединения в катодной секции электролизера, включающем последовательное жесткое соединение стального блюмса, биметаллического сталеалюминиевого переходника, катодного спуска в виде гибкого пакета алюминиевых полос и алюминиевой шины катодной ошиновки, поперечное сечение биметаллического сталеалюминиевого переходника выбирают равным поперечному сечению стального блюмса, для шунтирования контакта биметаллического переходника со стальным блюмсом используют стальные пластины, их располагают с зазором друг от друга 1-10 мм по периметру биметаллического переходника и стального блюмса перпендикулярно линии их контакта, при этом общую площадь поперечного сечения стальных пластин берут меньшей или равной площади поперечного сечения стального блюмса.
Кроме того, толщину алюминиевого слоя биметаллического переходника берут равной 10-15 мм, а толщину стального слоя биметаллического переходника берут равной 3-35 толщины алюминиевого слоя.
Кроме того, толщину шунтирующей стальной пластины берут равной 5-10 мм, а ее длину выбирают равной 3-10 величины ее толщины.
Кроме того, шунтирующие контакт стальные пластины приваривают к стальному блюмсу и к стальному слою биметаллического переходника или только к одному из них одними концами, а другие концы которых при этом прижимают ко второму из них внешним болтовым соединением.
Кроме того, алюминиевый слой биметаллического переходника соединяют аргонодуговой сваркой с первыми концами алюминиевых полос катодного спуска, по 1-5 полос за один прием, с принудительным охлаждением сварных швов, при этом выдерживают температуру линии соединения стального слоя с алюминиевым слоем биметаллического переходника величиной меньше температуры рекристаллизации алюминия.
Кроме того, алюминиевую шину катодной ошиновки соединяют аргонодуговой сваркой со вторыми концами алюминиевых полос катодного спуска, по 1-5 полос за один прием, с принудительным охлаждением сварных швов.
Это позволяет улучшить технологию изготовления соединения.
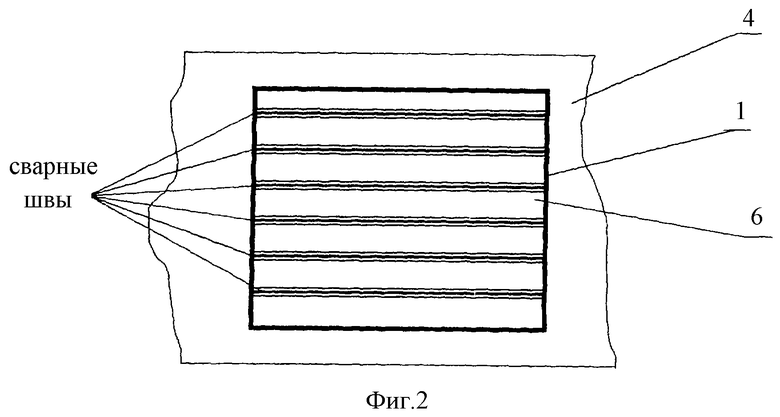
Сущность изобретения поясняется чертежом, где на фиг. 1 приведен пример реализации заявляемого технического решения, общий вид, на фиг. 2 - сечение по шунтирующим пластинам.
Соединение в катодной секции электролизера содержит последовательно жестко соединенные стальной блюмс 1, биметаллический сталеалюминиевый переходник 2, катодный спуск 3 в виде гибкого пакета алюминиевых полос и алюминиевую шину 4 катодной ошиновки.
Поперечное сечение биметаллического сталеалюминиевого переходника 2 равно поперечному сечению стального блюмса 1, по периметру которых перпендикулярно и симметрично линии 5 их контакта с зазором друг от друга 1-10 мм расположены шунтирующие контакт стальные пластины 6, общая площадь поперечного сечения которых меньше или равна площади поперечного сечения стального блюмса 1.
Толщина алюминиевого слоя 7 биметаллического переходника 2 может быть равна 10-15 мм, а толщина стального слоя 8 биметаллического переходника 2 может составлять 3-35 толщин алюминиевого слоя 7.
Толщина шунтирующей контакт стальной пластины 6 может быть равна 5-10 мм, а ее длина может составлять 3-10 величин ее толщины.
Шунтирующие контакт стальные пластины 6 могут быть приварены соответственно к стальному блюмсу 1 и к стальному слою 8 биметаллического переходника или только к одному из них одними концами, а другие концы которых при этом могут быть прижаты ко второму из них внешним болтовым соединением (на фиг. 1 не показано), обеспечивающим необходимое усилие прижатия деталей.
Токоподвод осуществляется по алюминиевой шине 4, катодному спуску 3, биметаллическому сталеалюминиевому переходнику 2, шунтирующим контакт пластинам 6 и стальному блюмсу 1.
Изготовление соединения начинают со сварки взрывом стального слоя 8 с алюминиевым слоем 7 биметаллического переходника 2. Затем шунтирующие контакт стальные пластины 6 приваривают, например к стальному блюмсу 1 и к стальному слою 8 биметаллического переходника 2. Алюминиевый слой 7 биметаллического переходника 2 соединяют аргонодуговой сваркой с первыми концами алюминиевых полос катодного спуска 3, вторые концы которых соединяют аргонодуговой сваркой с алюминиевой шиной 4 катодной ошиновки.
Предложенное техническое решение позволяет улучшить электрические свойства соединения, снизить величину электросопротивления соединения и улучшить технологию его изготовления. Кроме того, увеличивается срок службы катодной секции, улучшаются условия работы при ремонте электролизера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ШИНЫ С КАТОДНЫМ СТЕРЖНЕМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2220230C2 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2318926C2 |
| ГИБКИЙ ТОКОВЕДУЩИЙ ПЕРЕХОДНИК-КОМПЕНСАТОР | 2010 |
|
RU2450089C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ БЛЮМСОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ С КАТОДНЫМИ СПУСКАМИ | 1991 |
|
RU2069709C1 |
| ОШИНОВКА МОДУЛЬНАЯ МОЩНЫХ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2005 |
|
RU2288976C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕГО РЕМОНТА | 2011 |
|
RU2483142C1 |
| ОШИНОВКА ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПОВЫШЕННОЙ МОЩНОСТИ | 2006 |
|
RU2328555C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2321682C2 |
| КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2657682C2 |
Изобретение относится к электрометаллургии и может быть использовано при монтаже и ремонте электролизеров для производства алюминия. Соединение содержит последовательно жестко соединенные стальной блюмс, биметаллический сталеалюминиевый переходник, катодный спуск в виде гибкого пакета алюминиевых полос и алюминиевую шину катодной ошиновки. Новым является то, что поперечное сечение переходника равно поперечному сечению стального блюмса, соединение снабжено стальными пластинами для шунтирования контакта биметаллического переходника со стальным блюмсом, расположенными с зазором друг от друга 1-10 мм по периметру биметаллического переходника и стального блюмса перпендикулярно линии их контакта. При этом общая площадь поперечного сечения стальных пластин меньше или равна площади поперечного сечения стального блюмса. Это позволит улучшить электрические свойства соединения, снизить величину электросопротивления, увеличить срок службы катодной секции, улучшить условия работы при ремонте электролизера. 2 с. и 8 з.п.ф-лы, 2 ил.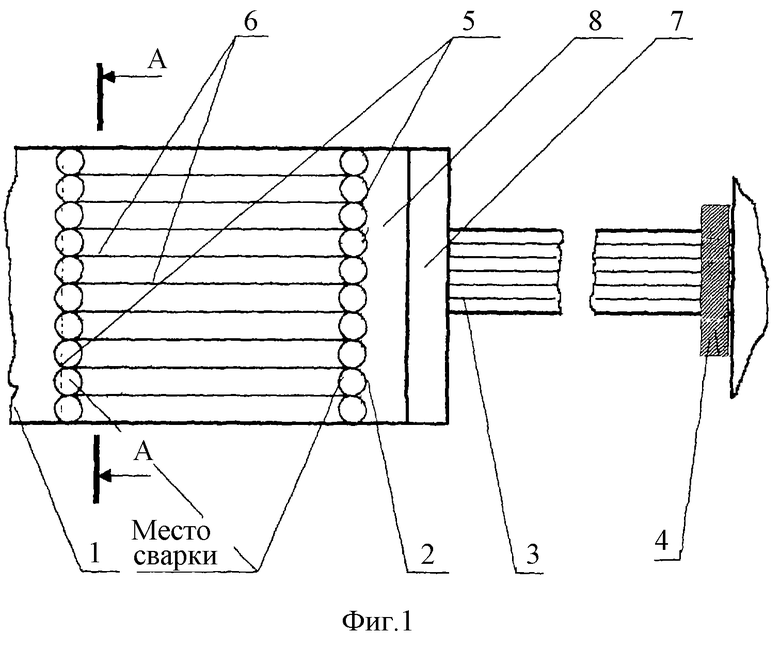
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ БЛЮМСОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ С КАТОДНЫМИ СПУСКАМИ | 1991 |
|
RU2069709C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
| Устройство управления коробкой передач транспортного средства | 1985 |
|
SU1271770A1 |
