Изобретение относится к оптоэлектронике, волоконной оптике и может быть использовано для волоконно-оптических линий связи, в авиации, космонавтике и народном хозяйстве в областях: радиоэлектронике, вычислительной технике, медицине, машиностроении.
Известно оптическое волокно для сенсоров с покрытием металлической пленкой, наносимым с помощью расплава металла и осаждением его паров на поверхность оптического волокна [1] .
Недостатком является невозможность использовать для передачи телекоммуникационные сигналы.
Известно волокно со ступенчатым распределением показателя преломления, имеющим одинаковый уровень значения показателя преломления [2] .
Недостатком является высокий уровень дисперсии сигнала и низкая мощность передаваемого сигнала.
Известны оптическое волокно и метод его изготовления, имеющее стеклянную оболочку и кольцевое распределение показателя преломления с осевым провалом [3] .
Недостатком является невозможность предохранения передаваемой информации от прослушивания, высокий уровень дисперсии сигнала и низкая мощность передаваемого сигнала.
Также известно оптическое волокно и метод его изготовления с послойным коаксиальным распределением показателя преломления в виде разноуровневых ступенек и с центральной изолированной ступенькой, имеющих различные значения показателя преломления [4] .
Недостатком является высокий уровень дисперсии и низкая мощность передаваемого сигнала, возможность прослушивания передаваемой информации.
Указанные аналоги имеют значительную дисперсию сигнала, не обеспечивают защиту информации, передаваемой по волокну, обеспечивают низкую мощность передаваемого сигнала.
Наиболее близким аналогом к изобретению является волоконный световод [5] , содержащий сердечник, на котором расположен светопроводящий слой, и защитную оболочку из металлической пленки, при этом показатель преломления световодного слоя больше, чем показатель преломления сердечника.
Известно техническое решение [6] , описывающее способ производства металлизированного волоконного световода на основе устройства для нанесения покрытий на основе металлов на оптическое волокно, позволяющее наносить металлизированное покрытие с помощью магнетрона в вакууме, и способ нанесения металлизированного покрытия на волоконный световод [7] , основанный на вытягивании волоконного световода в вакууме и магнетронном напылении металлической защитной пленки на него, нагреве металлической пленки до температуры ее размягчения, охлаждении волоконного световода и его намотке на катушку, который является наиболее близким аналогом к предложенному способу.
Недостатком известных способов является низкая плотность формируемого металлизированного покрытия.
Указанные известные решения не позволяют полностью использовать все сечение оптического волокна для передачи оптического излучения, то есть ограничивают мощность передаваемого сигнала и имеют значительную дисперсию сигнала за счет ухода оптического излучения с одного края световодного слоя на другой, при этом возникает набег фазы за счет разности путей распространения оптического излучения и как следствие - расплывание сигнала и ограничения по длине волокна между промежуточными усилителями.
Указанных недостатков лишен волоконный световод согласно изобретению с полным заполнением сечения световодными зонами, выполненное способом изготовления металлического покрытия на основе магнетронного напыления с упрочнением наносимого покрытия за счет вихревого напыления.
Техническим результатом изобретения является повышение мощности оптического излучения, передаваемого по световоду, а также уменьшение дисперсии передаваемого импульсного сигнала.
Указанный результат достигается тем, что в волоконном световоде, содержащем сердечник, световодный слой, расположенный на сердечнике и имеющий показатель преломления больший, чем показатель преломления сердечника, и защитную оболочку, выполненную в виде металлической пленки, световодный слой выполнен в виде чередующихся световодных зон, удовлетворяющих условию:
S1 = S2 = . . . = SN,
где SN - площадь N-й световодной зоны,
N = 1, 2, . . . - порядковый номер зоны,
SN = 0,5πλ(0,5)0.5(rN1+ rN2),
λ- длина волны передаваемого по N-й кольцевой зоне излучения,
М - число мод излучения,
rN1, rN2 - соответственно внешний и внутренний радиус N-й кольцевой зоны, причем между каждыми двумя кольцевыми зонами и между сердечником и последующей кольцевой зоной расположен слой с показателем преломления nc, определяемый из соотношения
nc = (nN 2-rN2 2/(a2+rN2 2))0,5,
где а - расстояние до источника излучения,
nN - показатель преломления N-й кольцевой зоны,
при этом толщина каждого слоя равна 2 λ.
Кольцевые зоны могут иметь гауссову форму распределения показателя преломления.
Техническим результатом предложенного способа является обеспечение высокой плотности металлизированного покрытия, обеспечивающего повышенные эксплуатационные параметры волоконного световода.
Указанный технический результат достигается тем, что в способе изготовления металлизированного волоконного световода, включающем вытяжку световода в вакууме из заготовки, магнетронное напыление на световод защитной оболочки в виде металлической пленки, нагрев металлической пленки до температуры ее размягчения, охлаждение волоконного световода и его намотку на катушку, вытяжку и магнетронное напыление осуществляют в вакууме < 10-3 мм рт. ст. , причем после вытяжки осуществляют плазменную высокочастотную очистку поверхности волокна, а после магнетронного напыления металлической пленки выполняют ее плазменную полировку при нагреве, при этом при магнетронном напылении формируют вихревой плазменный поток вокруг волокна.
На фиг. 1-4 показаны предлагаемый металлизированный волоконный световод и устройство для осуществления способа изготовления металлизированного волоконного световода.
Металлизированный волоконный световод (фиг. 1, 1а) состоит из защитной оболочки в виде пленки из напыленного металла 1, световодного слоя, состоящего из N световодных зон 2, 4 одинаковой площади, слоев 3, 5 с толщиной 2λ, с показателем преломления nc и сердечника 6. Структура распределения показателя преломления приведена на фиг. 1а.
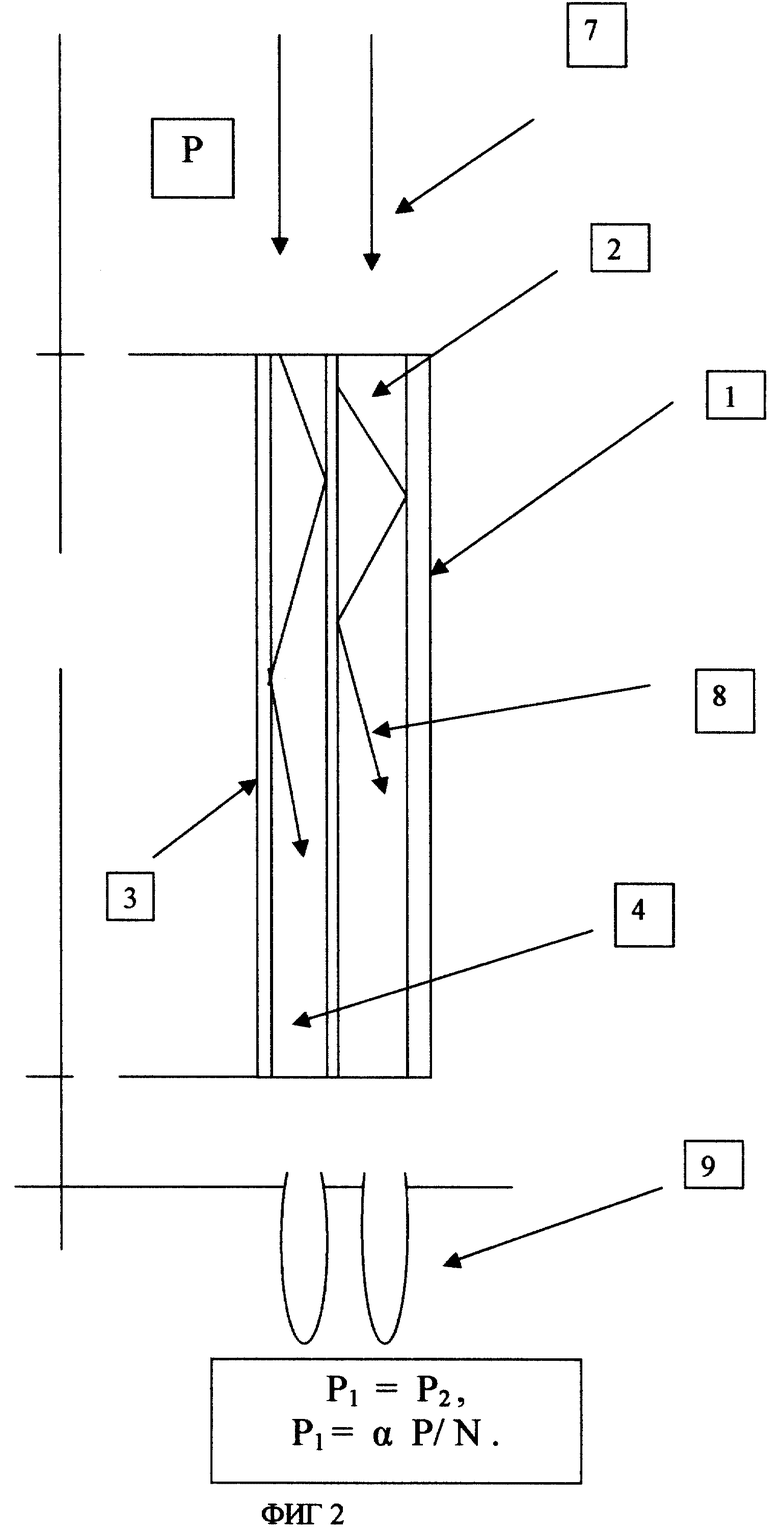
Металлизированное волокно работает следующим образом (фиг. 2 и фиг. 3) На входную апертуру волоконного световода поступает излучение 7 мощностью Р, внутри световодной зоны 4, ограниченной слоями с коэффициентом преломления nc (3), происходит распространение моды излучения 8, которое на выходе образует кольцевую структуру 9 мощностью PN= αP/N (поз. 10 и 11 на фиг. 3), где Р - входное излучение, α- коэффициент ослабления волоконного световода.
Процессы распространения излучения в световоде опираются на соотношение показателей преломления среды распространения излучения и окружающих оболочек. Согласно решению характеристического уравнения условие самосогласованности светового поля дает решение для распространения волноводных мод. Распространение световодных мод может происходить при строго определенном соотношении размеров слоя. В металлизированном световоде канализируется направленная световодная мода за счет распространения между отражающими поверхностями, образованными слоями с nc, где nc = (nN 2-rN2 2/(a2+rN2 2))0,5, при таком показателе преломления слоя происходит поверхностное распространение излучения, при падении излучения на границу раздела сред. Толщина слоя определяется из физического определения толщины проникновения излучения в отражающую среду - длина волны, для двухстороннего случая - толщина две длины волны.
Распространение излучения в среде имеет предельные плотности, при которых наступают нелинейные эффекты, поэтому для равномерного распределения излучения между световодными зонами выбрано условие их равных площадей. В таком случае происходит равномерное распределение падающей мощности излучения между световодными зонами и обеспечивается синхронное распространение мод излучения.
Площадь каждой световодной зоны определяется из соотношения
SN = 0,5•3,14•λ•(0,5 М)0,5•(rN1+rN2),
где λ- длина волны передаваемого излучения N-й кольцевой зоны,
М - число мод излучения,
rN1, rN2 - соответственно внешний и внутренний радиусы N-й кольцевой зоны.
Таким образом, площади световодных зон выдерживаются равными, и распространение излучения происходит стабильно.
Распространение излучения происходит на основе закона полного внутреннего отражения. Промежуточный слой формируется при легировании основного материала при изготовлении методом MSVD и значение его показателя преломления определяется на основе соотношения:
nc = (nN 2-rN2 2/(a2+rN2 2))0,5,
где nN - показатель преломления N-го кольцевого слоя,
a - расстояние до источника излучения.
Так, при показателе преломления N-го слоя из LiF (1,39), промежуточный слой выполнен из материала - Иртран-1 (1,3864). Может быть изготовлен за счет осаждения ионов при изготовлении заготовки методом MSVD (метод внешнего парафазного осаждения).
Таким образом, структура заготовки может быть получена при изготовлении методом MSVD.
В случае формы распределения показателя преломления внутри световодной зоны по Гауссу возникает согласование между интенсивностью падающего излучения и показателем преломления, что позволяет повысить направленность мод излучения внутри световодной зоны и уменьшить потери на переотражение излучения.
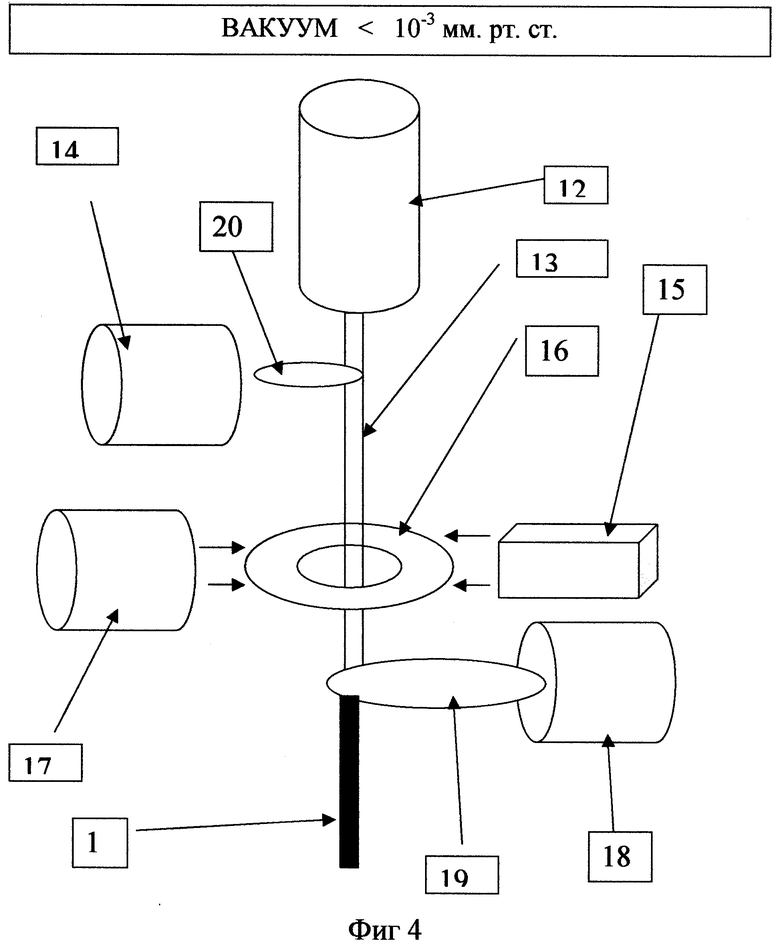
Способ изготовления может быть реализован на основе установки, приведенной на фиг. 4, в вакууме размещены печь 12 для нагрева и вытяжки волоконного световода, реализуемая на основе термической печи с вольфрамовыми нагревательными элементами, ВЧ-генератор плазмы 14 для плазменной очистки, генератор магнитного поля 15 для создания вихревого плазменного потока 16, магнетрон 17 для напыления металлизированного покрытия, генератор плазмы 18 для полировки 19 и уплотнения металлизированного покрытия.
В печи 12 производится нагрев заготовки до пластичного состояния и вытягивается волоконный световод 13, далее поверхность вытянутого волоконного световода очищается плазменной струей 20 и световод поступает в магнетрон 17, в котором создается вихревой плазменный поток 16, формируемый генератором магнитного поля 15. Вихревой плазменный поток с большой скоростью бомбардирует поверхность волокна и формирует защитную оболочку в виде напыляемой металлической пленки. Металлическая пленка имеет рыхлую структуру, поэтому далее она нагревается и поступает на полировку. После плазменной полировки, производимой с обдувом потоком плазмы волоконного световода, структура защитной оболочки уплотняется и представляет монолитную металлическую пленку с высокой адгезией к поверхности волокна. Далее волоконный световод охлаждается и наматывается на катушку (на фиг. 4 не показано).
В результате мощность передаваемого излучения, по сравнению с прототипом увеличивается в N раз, что позволяет достичь на диаметрах волоконных световодов в 0,3 мм передаваемой мощности до нескольких сотен ватт, по сравнению с 50 Вт обычного волокна.
Дисперсия сигнала при этом уменьшается более чем в 5 раз по сравнению со стандартной величиной для одномодового волоконного световода, что позволяет использовать более длинные коммуникации и повысить плотность передаваемого потока информации.
Необходимость и актуальность производства данного световода определяется все увеличивающимся ростом использования оптических волоконных световодов для целей телекоммуникации в различных отраслях народного хозяйства и развитием мировой информационной сети.
Источники информации
1. WO 9114956, 03.10.1991.
2. ЕР 0798578, 01.10.1997.
3. US 4599098, 08.07.1986.
4. FR 2683638, 14.05.1993.
5. RU 2060520, 20.05.1996.
6. RU 2121464, 10.11.1998.
7. RU 97111705, 27.06.1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКОННЫЙ СВЕТОВОД | 1994 |
|
RU2060520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ ИНТЕГРАЛЬНО-ОПТИЧЕСКОЙ СХЕМЫ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА | 2000 |
|
RU2176803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ВВОДА-ВЫВОДА ИЗЛУЧЕНИЯ В КОЛЬЦЕВОМ ИНТЕРФЕРОМЕТРЕ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА НА ОСНОВЕ СПЕЦИАЛЬНОГО ДВУЖИЛЬНОГО СВЕТОВОДА | 2000 |
|
RU2188443C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДА ДЛЯ РАЗВЕТВИТЕЛЯ, СОХРАНЯЮЩЕГО ПОЛЯРИЗАЦИЮ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ | 2002 |
|
RU2213986C1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК ДАВЛЕНИЯ | 2003 |
|
RU2253850C2 |
| СПОСОБ СТЫКОВКИ ИНТЕГРАЛЬНО-ОПТИЧЕСКОЙ СХЕМЫ ДЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА С ОДНОМОДОВЫМИ СВЕТОВОДАМИ (ВАРИАНТЫ) | 2004 |
|
RU2280882C2 |
| ОДНОМОДОВЫЙ ОДНОПОЛЯРИЗАЦИОННЫЙ СВЕТОВОД | 2001 |
|
RU2223522C2 |
| СВЕТОРАССЕИВАЮЩЕЕ КВАРЦЕВОЕ ВОЛОКНО | 1992 |
|
RU2026567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА УСТРАНЕНИЯ ОБРАТНООТРАЖЕННОГО ЛУЧА ДЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА | 2002 |
|
RU2249838C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОПРОВОДЯЩЕГО ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2011 |
|
RU2505256C2 |


Изобретение относится к оптоэлектронике и используется в волоконно-оптических линиях связи. Волоконный световод содержит сердечник, световодный слой, расположенный на сердечнике и имеющий показатель преломления больший, чем показатель преломления сердечника, и защитную оболочку, выполненную в виде металлической пленки. Световодный слой выполнен в виде чередующихся свотоводных зон, удовлетворяющих условию S1 = S2 = . . . = SN, где SN - площадь N-й кольцевой зоны; N = 1, 2, . . . порядковый номер зоны; SN = 0,5πλ(0,5M)0,5(rN1+rN2); λ - длина волны передаваемого по N-й кольцевой зоне излучения; М - число мод излучения; rN1 и rN2 - соответственно внешний и внутренний радиусы N-й кольцевой зоны. Между каждыми кольцевыми зонами расположен слой с определенным показателем преломления, при этом толщина каждого слоя равна 2λ. Способ включает вытяжку волоконного световода в вакууме, магнетронное напыление на световод защитной оболочки в виде металлической пленки, нагрев металлической пленки до температуры ее размягчения, охлаждение волоконного световода и его намотку на катушку. Вытяжку и напыление осуществляют в вакууме < 10-3 мм рт. ст. После вытяжки осуществляют плазменную очистку волоконного световода. Обеспечено повышение мощности передаваемого по световоду излучения. 2 с. и 1 з. п. ф-лы, 4 ил.
SN1= SN2= . . . = SN,
где SN - площадь N-й кольцевой зоны;
N= 1,2. . . - порядковый номер зоны,
SN= 0,5πλ(0,5M)0,5(rN1+rN2),
λ - длина волны передаваемого по N-й кольцевой зоне излучения;
М - число мод излучения;
rN1 и rN2 - соответственно внешний и внутренний радиусы N-й кольцевой зоны, причем между каждыми двумя кольцевыми зонами и между сердечником и последующей кольцевой зоной расположен слой с показателем преломления nc, определяемого из соотношения
nc= (nN 2-rN2 2/(a2+rN2 2))0,5,
где а - расстояние до источника излучения;
nN - показатель преломления N-й кольцевой зоны,
при этом толщина каждого слоя равна 2λ.
2. Волоконный световод по п. 1, отличающийся тем, что кольцевые зоны имеют гауссову форму распределения показателя преломления.
| ВОЛОКОННЫЙ СВЕТОВОД | 1994 |
|
RU2060520C1 |
| Огнетушитель | 0 |
|
SU91A1 |
| RU 97111705 A1, 27.06.1999 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ОСНОВЕ МЕТАЛЛОВ НА ОПТИЧЕСКОЕ ВОЛОКНО | 1998 |
|
RU2121464C1 |
| US 6053013 A1, 25.04.2000. | |||

