Изобретение относится к способу изготовления картонных тампонных аппликаторов диаметром менее чем около 25 мм, которые имеют пальцевый захват, закрученный наружу.
Картонные тампонные аппликаторы, которые содержат два телескопических цилиндра, хорошо известны из уровня техники, например из патентов США 4412833 на имя Вигнера и др., 5087239 на имя Бистола и др., 4755164 на имя Хинцмана, 4573964 на имя Хафмана, 4508531 на имя Уайтхэда, которые все касаются различных аспектов этих аппликаторов.
Тампонные аппликаторы, будь они картонные или пластмассовые, на поверхности заднего или захватного конца обычно имеют конструктивные особенности, позволяющие пользователю более или менее прочно держать аппликатор во время выталкивания тампона из противоположного конца аппликатора. В то время как пластмассовые аппликаторы благодаря характеру процесса их изготовления, как правило, могут иметь резко выраженные захватные концы, конфигурация захватного конца картонных аппликаторов является более ограниченной. Например, Вигнер и др. предлагают слегка рифленый захват, Бистол и др. - ряд более заметных бороздок, образующих кольца на захватном конце, Хинцман - как захватную часть уменьшенного диаметра, так и углубления в поверхности, а Уайтхэд и Хафман - места пальцевого захвата со значительно уменьшенным диаметром. Каждый из пальцевых захватов, известных из предшествующего уровня техники, имеет ограниченную способность предотвращать скольжение пальца во время выталкивания тампона.
Картонные аппликаторы ограничивает величина деформации, допускаемая материалом картонного аппликатора до его разрушения под влиянием стадий процесса формования захвата. Поэтому места расположения пальцевых захватов обычно формуют только с минимальными приподнятыми кольцами или канавками.
Ввиду недостатков известного уровня техники существует необходимость в картонном тампонном аппликаторе, который имеет увеличенную деформацию материала тампонного аппликатора для получения более резко выраженных пальцевых захватов.
Настоящее изобретение относится к способу формования улучшенного пальцевого захвата на захватном конце трубки для тампона. Этот захватный конец имеет закрученный наружу край, образуемый путем подвода влаги к захватному концу картонной трубки, имеющей диаметр меньше, чем около 25 мм, нагревания формующего инструмента до около 38oС - около 177oС, вращения картонной трубки относительно формующего инструмента, предпочтительно с частотой около 10 - около 1000 об./мин, и введения захватного конца картонной трубки в соприкосновение с формующим инструментом на около 0,2 до около 5,0 с. При этом способе формующий инструмент закручивает наружу захватный конец картонной трубки с образованием закругленной по радиусу поверхности на наружной стороне захватного конца картонной трубки аппликатора.
Настоящее изобретение успешно применяется с картонными трубками для тампонов, которые образованы спиральной намоткой слоев бумаги и/или картона с получением непрерывной трубки или свертыванием в цилиндр относительно прямоугольных картонных заготовок для трубки. Более резко выраженный пальцевый захват позволяет использовать непромокаемые покрытия на поверхности трубки аппликатора.
Фиг. 1 иллюстрирует картонный тампонный аппликатор, имеющий закрученные наружу захватные концы;
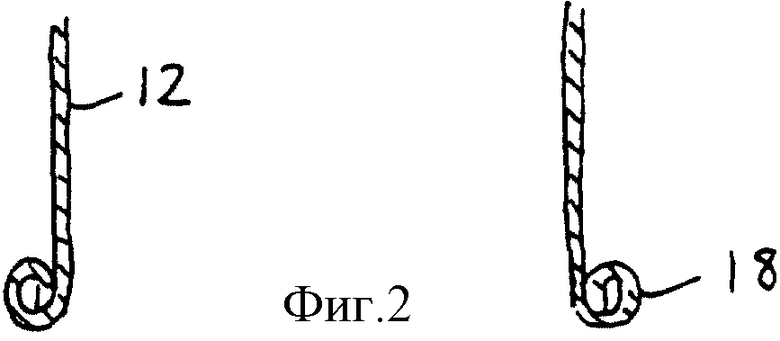
фиг. 2 иллюстрирует увеличенный поперечный разрез по линии 2-2 на фиг.1;
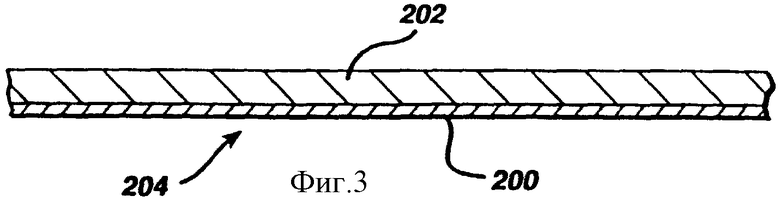
фиг. 3 иллюстрирует увеличенный поперечный разрез слоистого материала для трубки, который используется в предпочтительном варианте воплощения изобретения;
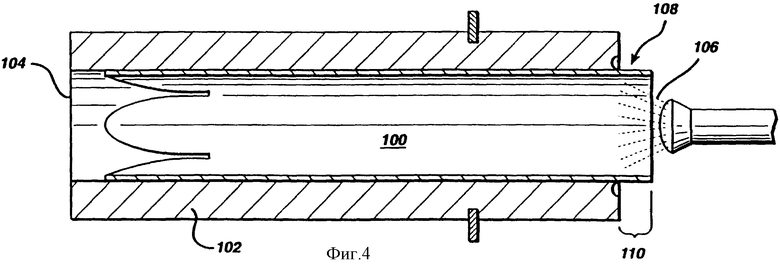
фиг. 4 иллюстрирует увлажнение захватного конца трубки при подготовке к процессу закручивания края;
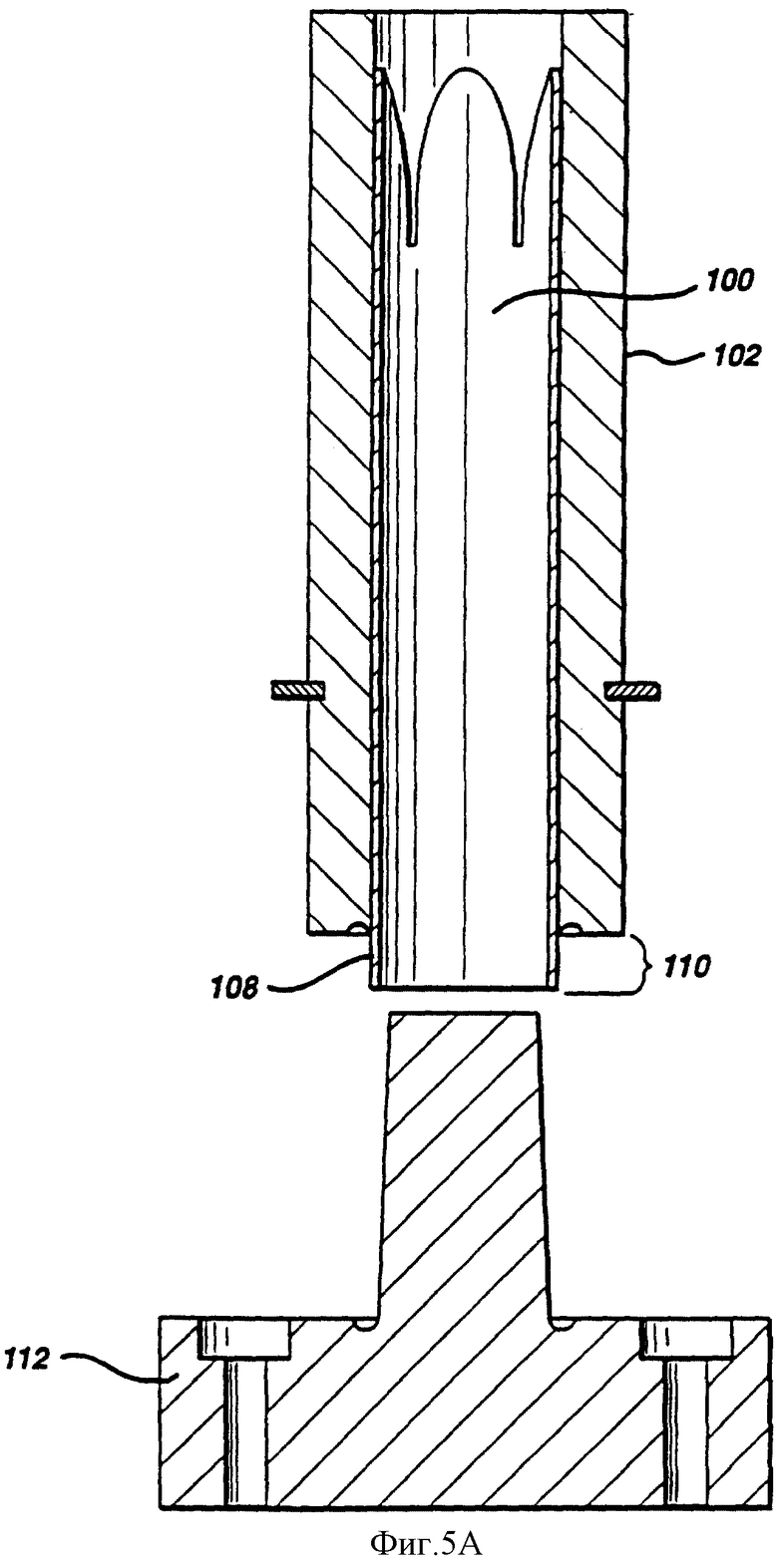
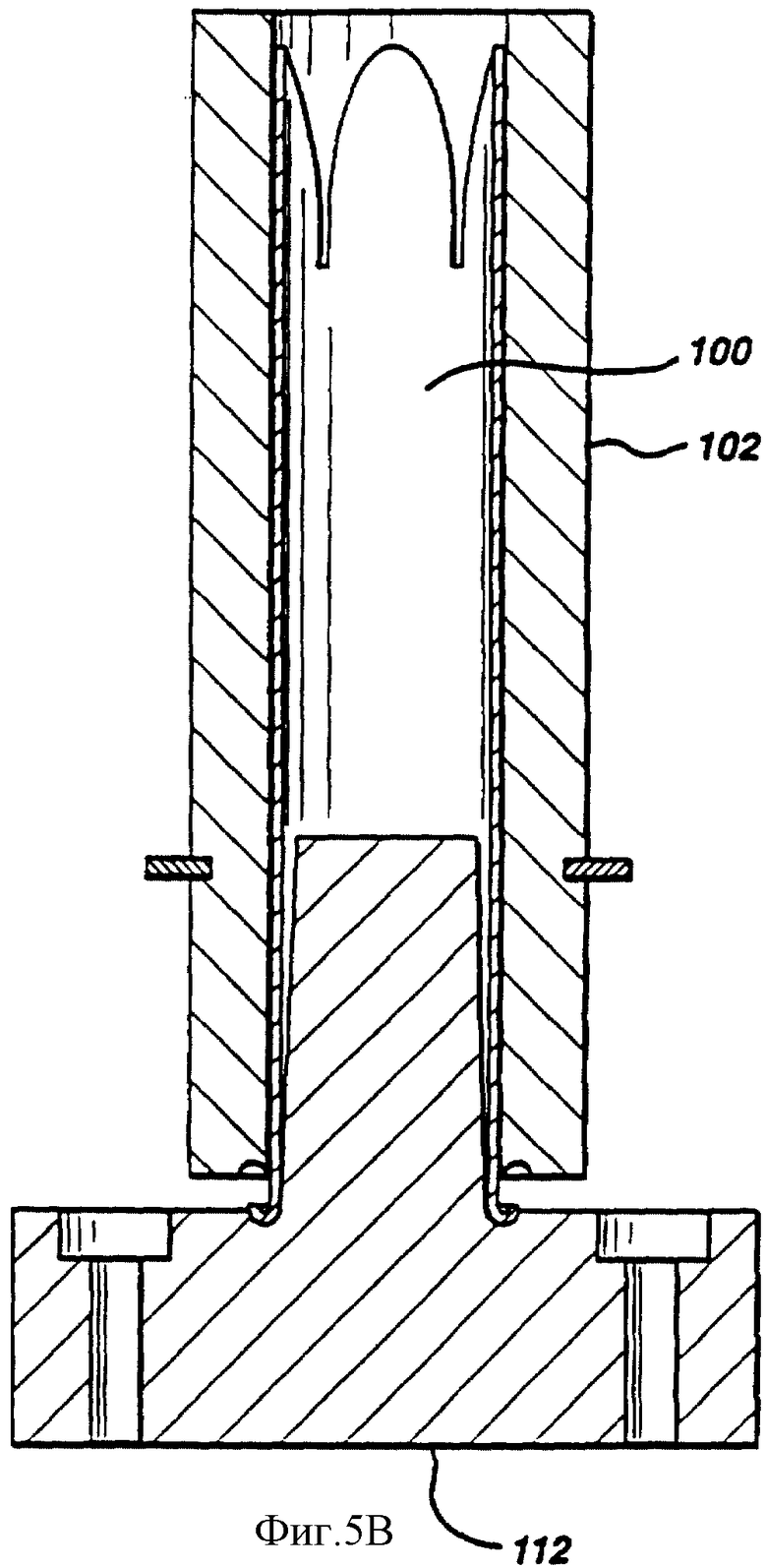
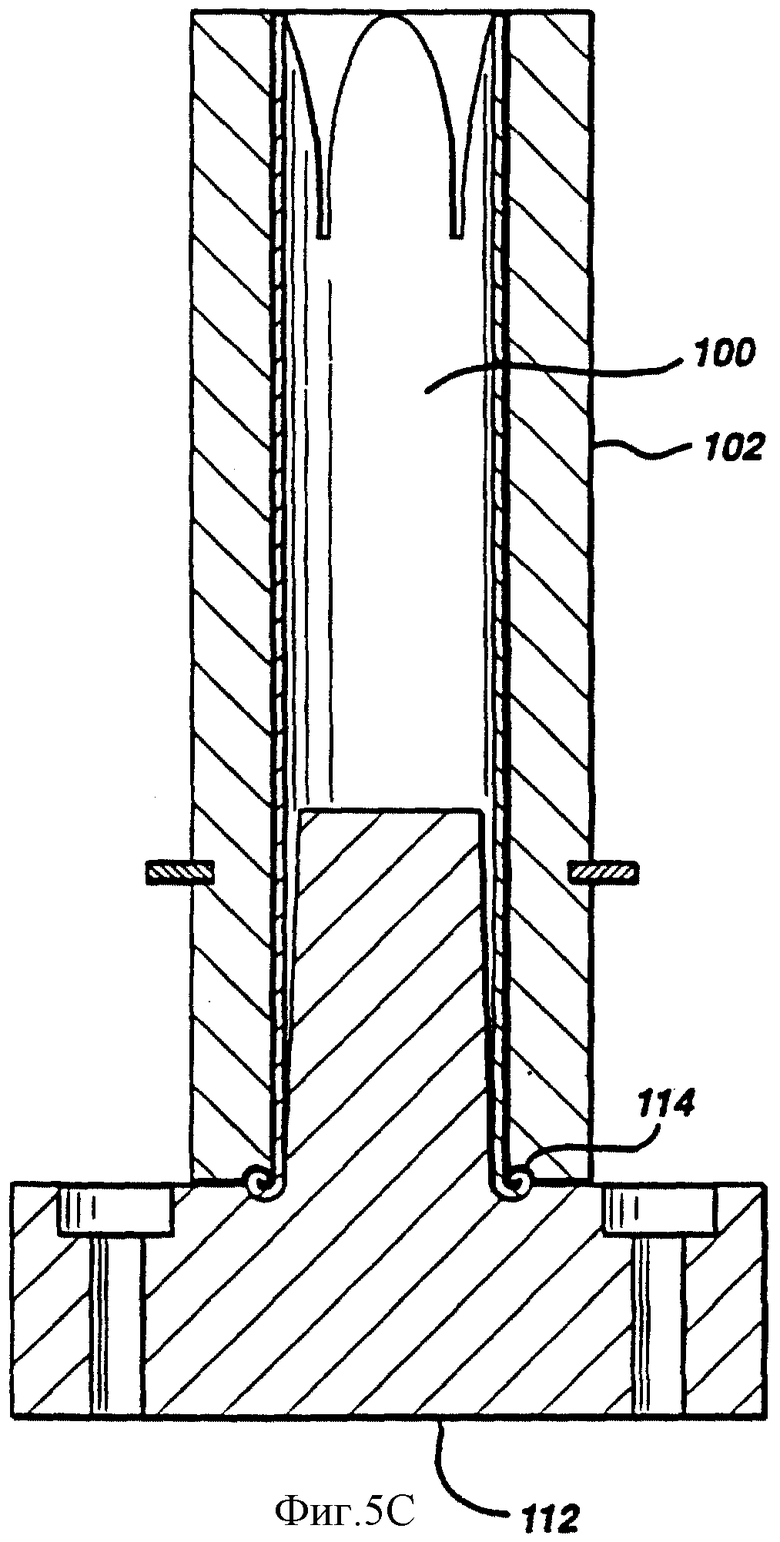
фиг. 5А-5С изображают последовательность формования закрученного наружу края на цилиндре тампонного аппликатора.
Обращаемся вначале к фиг. 1 и 2, на которых тампонный аппликатор 10 содержит по меньшей мере одну трубку 12, имеющую выталкивающий конец 14 и захватный конец 16. Трубка 12 на своем захватном конце 16 имеет закрученный наружу край 18, образующий, по существу, ровную, сплошную тороидальную поверхность. При использовании цилиндр 12 тампонного аппликатора 10 обычно держат между большим и средним пальцами пользователя, тогда как толкателем 20 управляют указательным пальцем пользователя. Закрученный край 18 образует закраину на конце цилиндра 12, которая помогает удерживать его от проскальзывания через пальцы пользователя, когда вдавливают толкатель 20 в цилиндр 12. Конечно, толкатель 20 может быть также образован из картонной трубки и может содержать закрученный наружу край 22 на своем захватном конце 24.
Обращаемся теперь к фиг. 4 и 5А-5С, на которых предварительно формованная трубка 100, имеющая диаметр меньше, чем около 25 мм, посажена в патронное устройство 102, которое прочно удерживает трубку на месте и которое также снабжено упором 104 для обеспечения правильной глубины посадки. Патрон 102, содержащий трубку 100, затем вращают, чтобы обеспечить по меньшей мере один поворот трубки 100 во время формования закрученного наружу края. Таким образом, если на формование закрученного края соприкосновением трубки и формующего инструмента при условии полного закручивания края и отсутствии какого-либо дополнительного времени на остановку затрачивалось бы около одной секунды, то патронное устройство 102 должно было бы вращаться с частотой по меньшей мере около 60 об./мин. При предпочтительных условиях формования аппликатора патронное устройство 102 вращалось бы с частотой от около 10 об. /мин до около 1000 об./мин, более предпочтительно - от около 50 до 500 об. /мин и наиболее предпочтительно - около 100-380 об./мин.
К трубке 100 в области захватного конца 108 подводят влагу 106, чтобы способствовать размягчению волокон в зоне закручивания 110 для уменьшения расщепления материала. Влагу 106 предпочтительно подводят после вращения патрона 102, но она может быть также подведена до вращения трубки 100 с патроном 102. Влагу 106 можно подводить в виде тонкодисперсного водяного тумана, водяного пара, водяной струи, окунанием в водяную ванну и т.п. Для облегчения процесса закручивания края к трубке на захватном конце 108 предпочитается подводить около 5-50 мг влаги. К трубке 100 более предпочтительно подводить около 10-30 мг и наиболее предпочтительно - около 10-20 мг влаги.
Увлажненную трубку 100, вращающуюся в патронном устройстве 102, затем вводят в соприкосновение с неподвижным формующим инструментом 112 (фиг. 5А-5С). Патронное устройство 102 предпочтительно перемещают к формующему инструменту 112 со скоростью от около 2,5 см/с до около 11,5 см/с. В особенно предпочтительном варианте воплощения изобретения патронное устройство 102 перемещают к формующему инструменту 112 со скоростью около 6 см/с. Формующий инструмент 112 может быть нагрет до около 38oС - до около 177oС, предпочтительно около 94 - 121oС и более предпочтительно - около 107oС. После соприкосновения трубки 100 с формующим инструментом 112 (фиг. 5В) патронное устройство 102 продолжает перемещаться к формующему инструменту 112, тем самым подавая в формующий инструмент 112 закручиваемый отрезок 110 трубки 100 достаточной длины для закручивания наружу захватного края трубки 100 для образования закраины 114 пальцевого захвата. Как очевидно обычному специалисту, точная величина отрезка трубки 100, который вводится в формующий инструмент 112, обычно будет зависеть от радиуса закрученного края 114. Когда патронное устройство 102 достигнет своего максимального выдвижения к формующему инструменту 112 (фиг. 5С), его можно удерживать в течение около 0,25 - около 3 с для затвердевания загнутого края 114.
После достижения желаемого времени формования патронное устройство 102 отводят назад от формующего инструмента 112 и извлекают готовую трубку 100 из патрона 102. Хотя изобретение описывается здесь со ссылкой на неподвижный формующий инструмент 112 и вращающееся, перемещаемое патронное устройство 102, содержащее в себе трубку 100, изобретение также применимо при других комбинациях, пока обеспечиваются относительное вращение и перемещение между трубкой 100 и формующим инструментом 112. Получаемый в результате закрученный край 114 может иметь радиус около 0,5-2 мм, предпочтительно около 0,75 - около 1,25 мм и наиболее предпочтительно - около 1 мм.
В процессе закручивания теплота трения, образующаяся в результате вращения трубки 100 относительно формующего инструмента 112, вместе с подведенным теплом стремится удалить подведенную влагу. Кроме того, стадия нагрева также стабилизирует закрученный край 114. Наконец, полезно удалять всю подведенную влагу 106, чтобы уменьшить вероятность того, что трубка аппликатора будет благоприятствовать развитию нежелательных микроорганизмов. Такое развитие могло быть вредным для здоровья пользователя тампонного аппликатора.
Формующий инструмент 112, предпочтительно, имеет поверхность с небольшим трением там, где происходит закручивание края 108 трубки. Этой поверхностью может быть хорошо полированная поверхность, например поверхность нержавеющей стали, поверхность с тефлоновым покрытием и, предпочтительно, поверхность нержавеющей стали с тефлоновым покрытием. Дополнительное смазывание, например, воском или другими известными смазками может также улучшить процесс закручивания края.
В особенно предпочтительном варианте осуществления изобретения картонные цилиндр и толкатель изготавливают путем наслаивания слоя вощеной бумаги 200 на слой картона 202, получая материал 204 для аппликатора, имеющий толщину около 0,3-0,4 мм. Затем можно изготовить цилиндр и толкатель, формуя трубку с вощеной наружной поверхностью и продольным швом, как это описано, например, в ЕР-А-0 581136 или в патенте США 4755164, описание которых приведено здесь для ссылки. При этом изобретении могут быть использованы спирально намотанные трубки. Формованные трубки цилиндра и толкателя имеют внутренний диаметр соответственно около 14,5 и 13 мм. В общем, толкатель будет иметь меньший диаметр, чем цилиндр, чтобы мог быть помещенным внутрь цилиндра. Как установлено изобретателем, загнутые наружу края можно формовать на трубках, имеющих внутренний диаметр меньше, чем около 25 мм, предпочтительно около 10-20 мм и наиболее предпочтительно около 11-18 мм. Затем согласно изобретению можно закручивать захватные концы трубок как цилиндра, так и толкателя с получением в результате тампонного аппликатора, показанного на фиг.1, в котором тампон заключен в цилиндр.
Специалисту известен полезный картонный материал для формования трубок аппликатора. Примерный, неисчерпывающий перечень таких материалов включает в себя картон, тонкий картон для карточек, материал для бумажных стаканов, бумагу и т.п. Материал может иметь толщину около 0,2-0,5 мм. На этот материал может быть нанесен покровный слой, чтобы придать трубке тампонного аппликатора более гладкую наружную поверхность. Примерный, неисчерпывающий перечень материалов для таких покровных слоев включает в себя воск, пластмассу и т.п. Примерный, неисчерпывающий перечень пластмассовых материалов включает в себя полиолефины, как например полиэтилен и полипропилен, полиэфиры, как например полиэтилентерефталат, целлофаны, нитроцеллюлозы и т.п.
Вышеизложенные описание и варианты воплощения изобретения представлены с целью способствования полному и нелимитирующему пониманию изобретения, описанного здесь. Так как возможны многочисленные изменения и варианты воплощения изобретения, не выходящие за пределы настоящего изобретения и не отклоняющиеся от его сущности, то изобретение характеризуется прилагаемой формулой изобретения.
Изобретение относится к тампонным аппликаторам и способам их изготовления. Описывается способ формования улучшенного пальцевого захвата на захватном конце картонной трубки для тампона. Этот захватный конец имеет закрученный наружу край, образуемый посредством подведения влаги к захватному концу картонной трубки, имеющей диаметр меньше, чем около 25 мм, нагревания формующего инструмента до около 38oС - около 177oС, вращения картонной трубки относительно формующего инструмента с частотой около 50-1000 об./мин и введения захватного конца картонной трубки в соприкосновение с формующим инструментом на около 0,2 - около 5,0 с. При этом способе формующий инструмент закручивает наружу захватный конец картонной трубки с образованием закругленной по радиусу поверхности на наружной стороне захватного конца картонной трубки аппликатора. Описывается также получающийся в результате тампонный аппликатор, который образует, по существу, ровную сплошную, тороидальную поверхность. Техническим результатом изобретения является повышение удобства пользования пальцевыми тампонными аппликаторами, изготовленными предложенным способом. 2 с. и 19 з.п. ф-лы, 5 ил.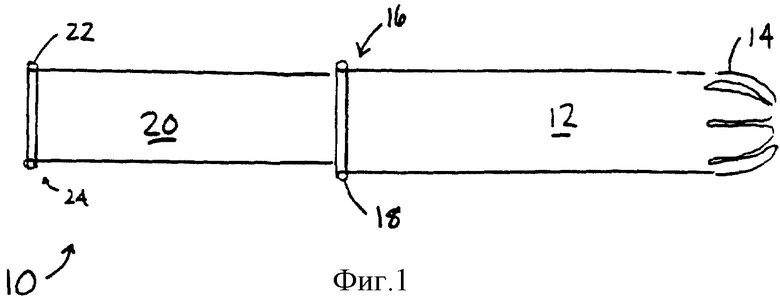
| 0 |
|
SU186674A1 | |
| US 3628533, 21.12.1971 | |||
| RU 94032690 А1, 10.07.1996. | |||

