Область изобретения
Настоящее изобретение относится к аппликатору, содержащему трубчатый вставляемый элемент и расположенный сзади захватываемый элемент. Аппликатор, в частности, применим для доставки менструального средства во влагалищный канал, как например, тампона или менструального сборного колпачка.
Предпосылки создания изобретения
Аппликаторы для введения и выталкивания предметов в полость тела обычно содержат трубчатый вставляемый элемент, имеющий вставляемый конец и противоположный ему задний конец, и выталкивающий элемент, подвижно установленный внутри трубчатого вставляемого элемента. Задний конец обычно имеет конструктивные элементы, позволяющие пользовательнице более или менее крепко держать аппликатор во время его использования - введения аппликатора в полость тела, выталкивания по существу закрытого предмета, находящегося в аппликаторе, и извлечения аппликатора из тела. К сожалению, многие аппликаторы, известные из уровня техники, содержат захватываемую часть, имеющую недостатки, по меньшей мере, при одной из трех вышеуказанных стадий использования аппликатора.
В патенте США №4361150 на имя Восса и патенте США 4447222 на имя Сартиноранонта предлагают на заднем конце элемента аппликатора делать выступы, например кольцо. Эти выступы создают сопротивление проскальзыванию пальцев назад во время стадии выталкивания при использовании аппликатора, и они помогают пользовательнице извлекать аппликатор из ее тела.
В патенте США №4508531 на имя Уайтхэда предлагают уменьшить диаметр аппликатора вблизи заднего конца трубчатого вставляемого элемента. При этом уменьшенном диаметре образуется заплечик вблизи вставляемого конца, обеспечивающий сопротивление проскальзыванию пальцев по направлению к вставляемому концу во время стадии введения.
При этих двух технических решениях сопротивление проскальзыванию пальцев обеспечивают только в одном направлении. Известные из уровня техники попытки обеспечить сопротивление в двух направлениях также имеют недостатки.
Во-первых, в патенте США №3575169 на имя Восса предлагают увеличить трение на заднем конце трубчатого вставляемого элемента посредством покрытия его размельченным в порошок камнем или песком. Это может быть особенно полезным, так как изготовители аппликаторов действуют в направлении использования более полированных поверхностей, которые, как считают, способствуют легкости введения аппликатора в полость тела.
Во-вторых, в патенте США №5709652 на имя Хейджерти предлагают использовать в аппликаторе множество отверстий для приема пальцев, чтобы обеспечить острые края для взаимодействия с пальцами. Эти края фрикционно препятствуют движению пальца пользовательницы в ответ на продольные силы, действующие на устройство. Хотя это является полезным вкладом в данную область техники, воспринимающие пальцы края, предложенные Хейджерти, обычно ограничены толщиной стенки аппликатора.
Наконец, в патенте США №4921474 на имя Судзуки и др. описан гигиенический тампонный аппликатор, содержащий пластмассовую наружную гильзу, имеющую по длине часть меньшего диаметра вблизи своего заднего конца так, чтобы образовывать кольцевой заплечик, и кольцевой поясок у своего заднего открытого конца. Это устройство имеет два или большее число физических ограничителей в качестве средств прочного удержания аппликатора пользовательницей во время всех стадий его использования. Заслуживает внимания то, что аппликатор Судзуки ограничен применением "пластмассовой" наружной гильзы. Специалисту в данной области понятно, что трудно было бы образовать подобные физические ограничители (заплечик и поясок) на картонном аппликаторе. Для изготовления пластмассовых аппликаторов, имеющих такие конструктивные особенности, традиционно применяют сложные формы и процессы для литья под давлением, например, с использованием разъемных стержней и/или боковых направляющих. Получающиеся в результате конструкции форм и технологические стадии могут значительно увеличить стоимость готового изделия.
Таким образом необходимо создать аппликатор, который может быть изготовлен на недорогом, высокоскоростном оборудовании и снабжен сзади наружным захватываемым элементом, конструктивные особенности которого способствуют выталкиванию содержащегося в аппликаторе предмета во время введения аппликатора в полость тела и извлечению аппликатора из тела.
Сущность изобретения
Настоящее изобретение относится к аппликаторам для введения предметов в полость тела и к способам изготовления таких аппликаторов. Аппликаторы особенно пригодны для введения менструальных и профилактических средств во влагалищный канал. Аппликаторы содержат трубчатый вставляемый элемент и расположенный сзади захватываемый элемент, прикрепленный к трубчатому вставляемому элементу.
Трубчатый вставляемый элемент имеет вставляемый конец, противоположно находящийся задний конец и наружный диаметр заднего конца. Захватываемый элемент имеет наружный диаметр больше, чем совпадающий наружный диаметр заднего конца, и приподнятую часть. В одном предпочтительном варианте осуществления изобретения захватываемый элемент имеет отношение длины к внутреннему диаметру, по меньшей мере, около 0,5. В другом предпочтительном варианте осуществления изобретения захватываемый элемент имеет длину, по меньшей мере, около 5 мм.
Захватываемый элемент на своей расположенной снаружи поверхности содержит, по меньшей мере, одну приподнятую часть. Эта приподнятая часть оказывает сопротивление движению пальца руки пользовательницы в ответ на продольные силы, действующие на вставляемый элемент. При использовании аппликатора продольные силы возникают как на стадии введения, так и на стадии выталкивания для подачи содержащегося в аппликаторе предмета из вставляемого элемента в полость тела.
В другом варианте осуществления настоящего изобретения аппликатор для введения предмета имеет захватываемый элемент с, по меньшей мере, одной гибкой лапкой, проходящей от его внутренней поверхности. Задний конец трубчатого вставляемого элемента расположен между внутренней поверхностью захватываемого элемента и, по меньшей мере, одной гибкой лапкой. Трубчатый выталкивающий элемент может быть подвижно помещен в задний конец трубчатого вставляемого элемента, и при этом положении выталкивающего элемента он поджимает гибкую лапку к трубчатому вставляемому элементу, обеспечивая более прочное устройство. Кроме того, гибкая лапка может способствовать предотвращению отделения выталкивающего элемента от вставляемого элемента до использования аппликатора.
В еще одном варианте осуществления настоящего изобретения аппликатор имеет вышеописанный трубчатый вставляемый элемент с отверстием вблизи его заднего конца. Кроме того, аппликатор имеет захватываемый элемент с круглым кольцом, имеющим гибкую лапку, по существу перпендикулярную к внутреннему периферийному краю кольца и проходящую от него. Гибкая лапка имеет дистально расположенный выступ, и этот выступ проходит наружу изнутри трубчатого вставляемого элемента и через отверстие, когда захватываемый элемент прикреплен к вставляемому элементу. Круглое кольцо и проходящий наружу выступ образуют приподнятые части, которые оказывают сопротивление движению пальца руки пользовательницы в ответ на продольные силы, действующие на вставляемый элемент.
Кроме того, согласно настоящему изобретению предложены способы изготовления аппликаторов, имеющих установленные сзади захватываемые элементы, которые включают в себя прикрепление вышеописанных захватываемых элементов к заднему концу трубчатого вставляемого элемента.
В предпочтительном варианте осуществления настоящего изобретения трубчатый вставляемый элемент имеет вставляемый конец и задний конец, а трубчатый выталкивающий элемент выполнен с возможностью передвижения внутри заднего конца трубчатого вставляемого элемента. Захватываемый элемент расположен соосно вставляемому и выталкивающему элементам. Трубчатый вставляемый элемент зажимают первым зажимным устройством, а захватываемый элемент - вторым зажимным устройством. Необязательный внутренний стабилизирующий инструмент может быть пропущен через захватываемый элемент и в часть выталкивающего элемента. Затем перемещающий инструмент при телескопическом расположении над внутренним стабилизирующим инструментом вводят в соприкосновение с захватываемым элементом, после чего отводят назад второе зажимное устройство. Посредством линейного передвижения перемещающего инструмента перемещают захватываемый элемент вперед над выталкивающим элементом и на, по меньшей мере, часть заднего конца трубчатого вставляемого элемента. Наконец, перемещающий инструмент, внутренний стабилизирующий инструмент и первое зажимное устройство все отводят назад, посредством чего высвобождают собранный аппликатор для любых других технологических операций.
Краткое описание чертежей
Фиг.1 - перспективный вид аппликатора, имеющего трубчатый вставляемый конец, противоположный ему задний конец и трубчатый выталкивающий элемент, подвижно установленный внутри заднего конца,
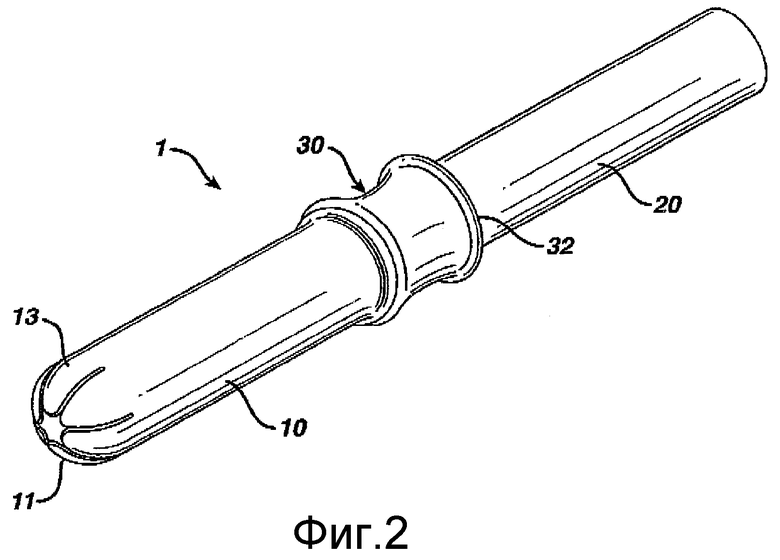
фиг.2 - перспективный вид аппликатора на фиг.1, имеющего захватываемый элемент, установленный сзади на заднем конце трубчатого вставляемого элемента,
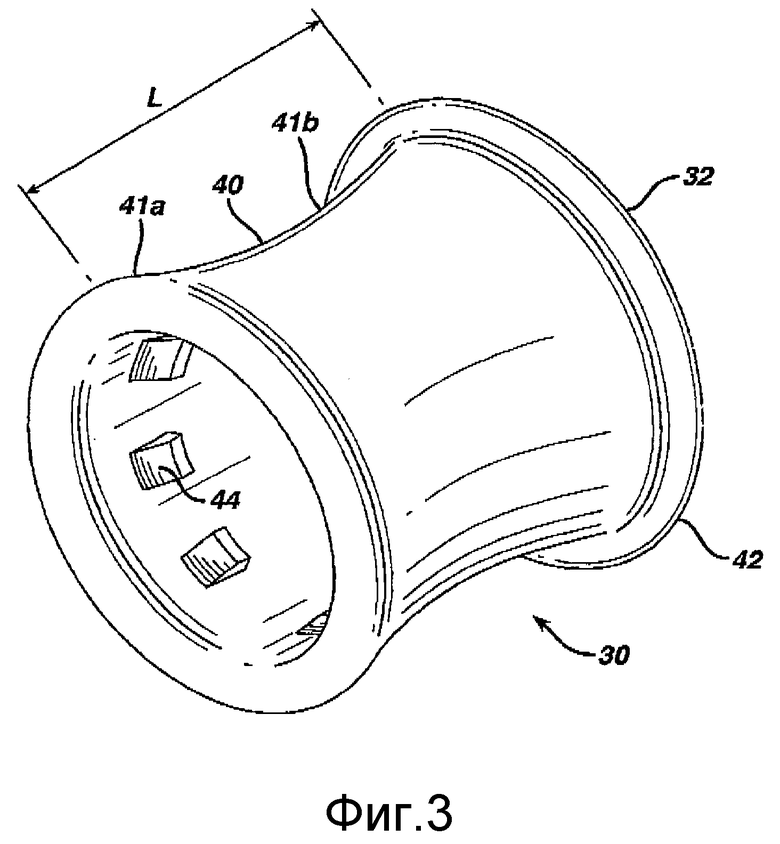
фиг.3 - перспективный вид предпочтительного захватываемого элемента,
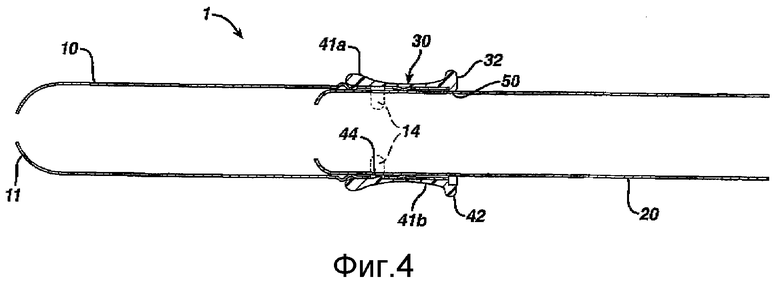
фиг.4 - вид в разрезе аппликатора на фиг.2,
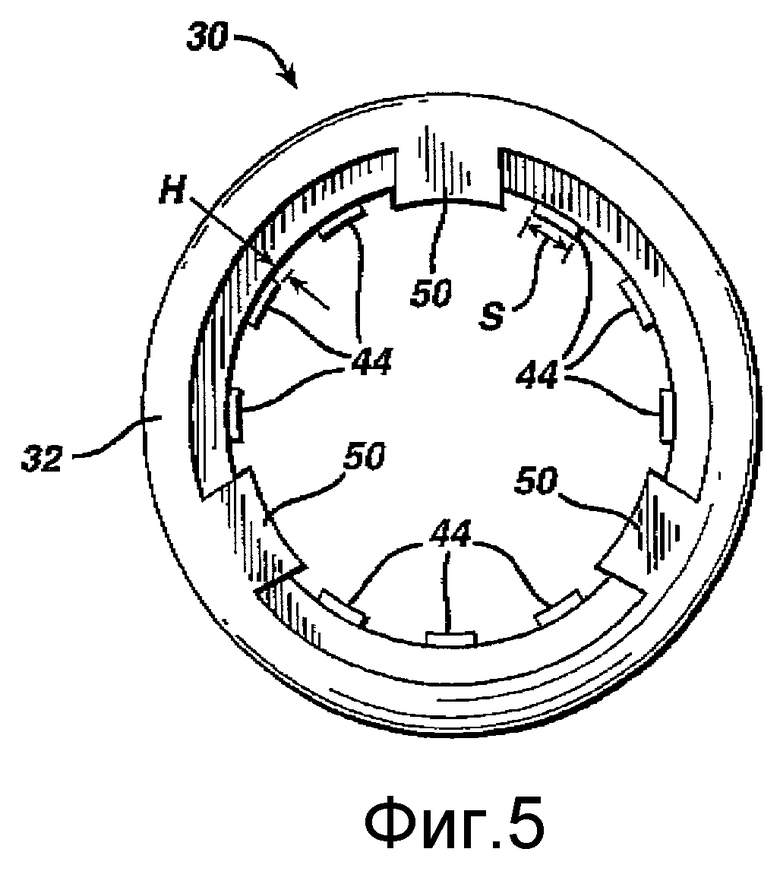
фиг.5 - вид с торца захватываемого элемента на фиг.3, показывающий множество выступов и упоров,
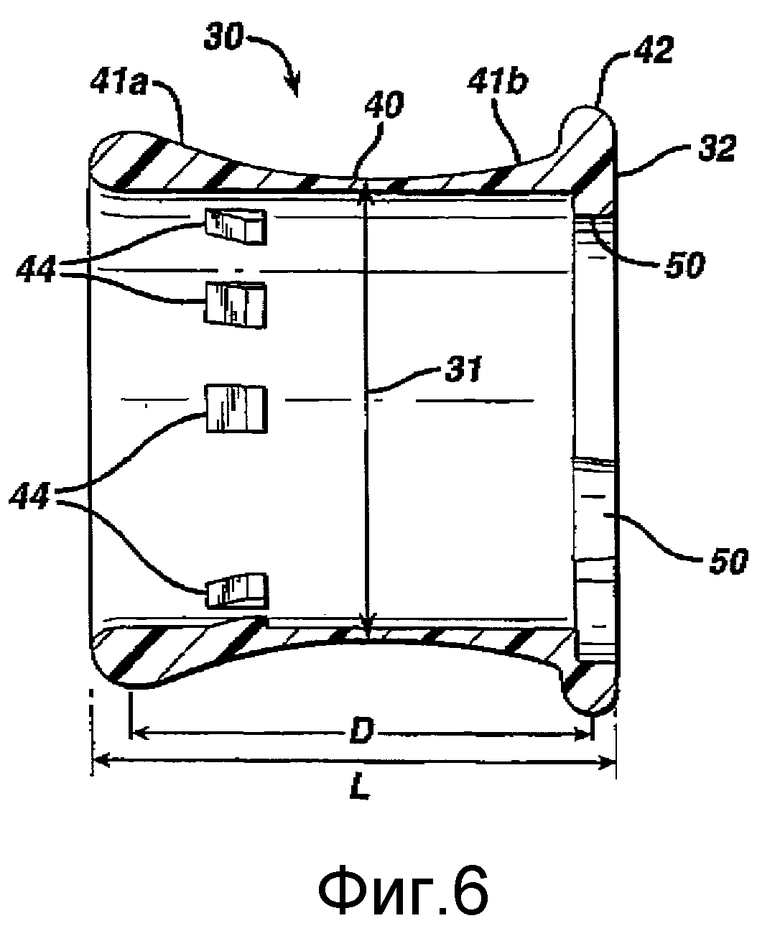
фиг.6 - вид в разрезе на фиг.5,
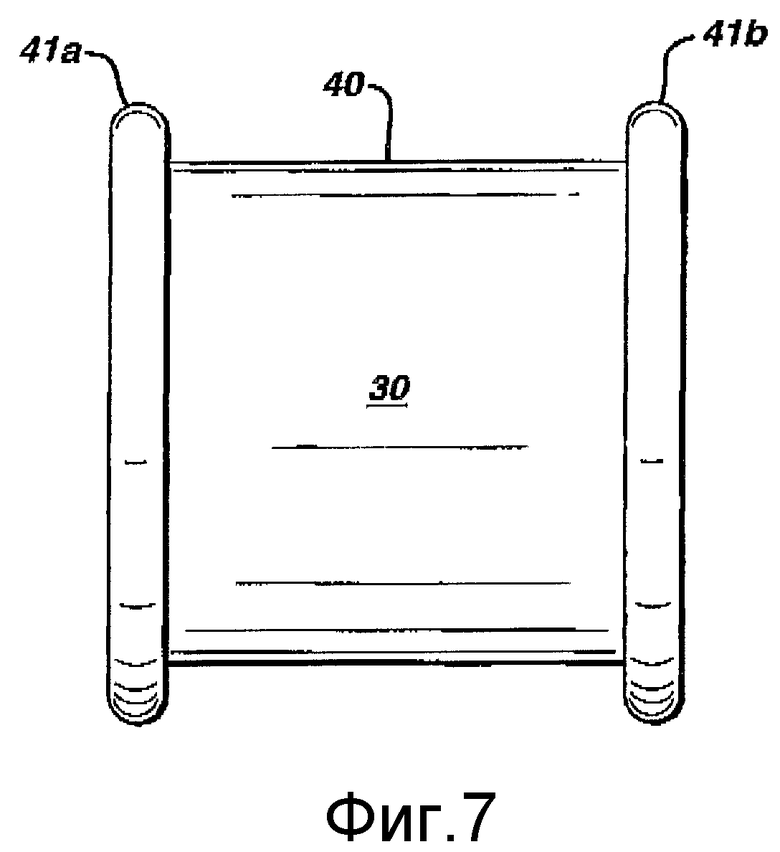
фиг.7 - вид сбоку захватываемого элемента, имеющего две дистально расположенные закраины,
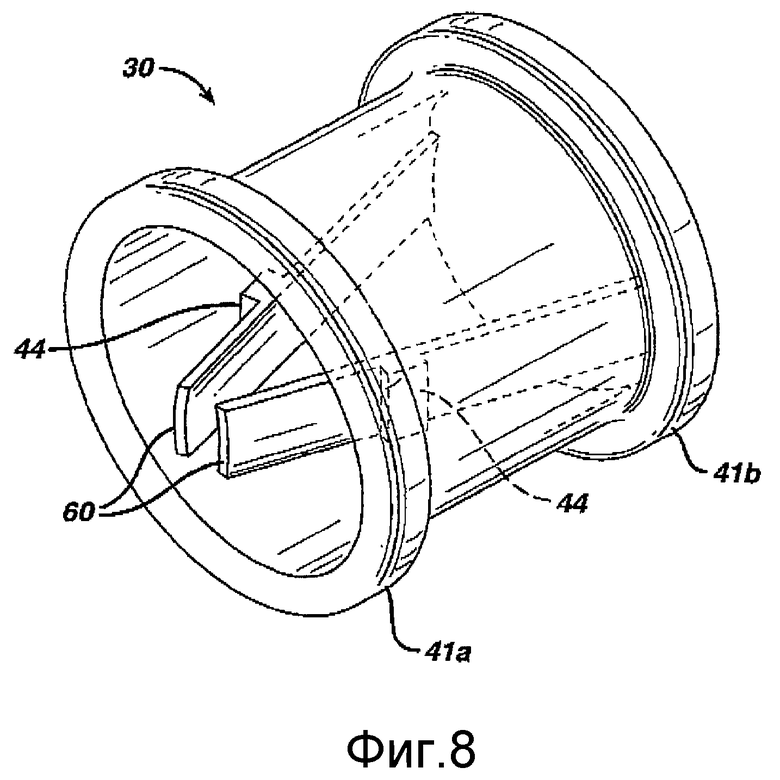
фиг.8 - перспективный вид второго предпочтительного захватываемого элемента, имеющего необязательные внутренние гибкие лапки,
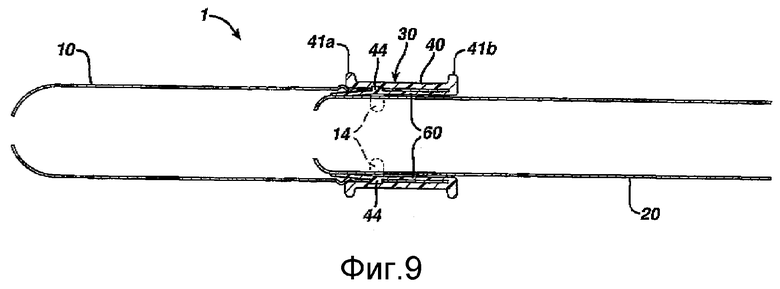
фиг.9 - вид в разрезе захватываемого элемента на фиг.8, установленного сзади на трубчатом вставляемом элементе,
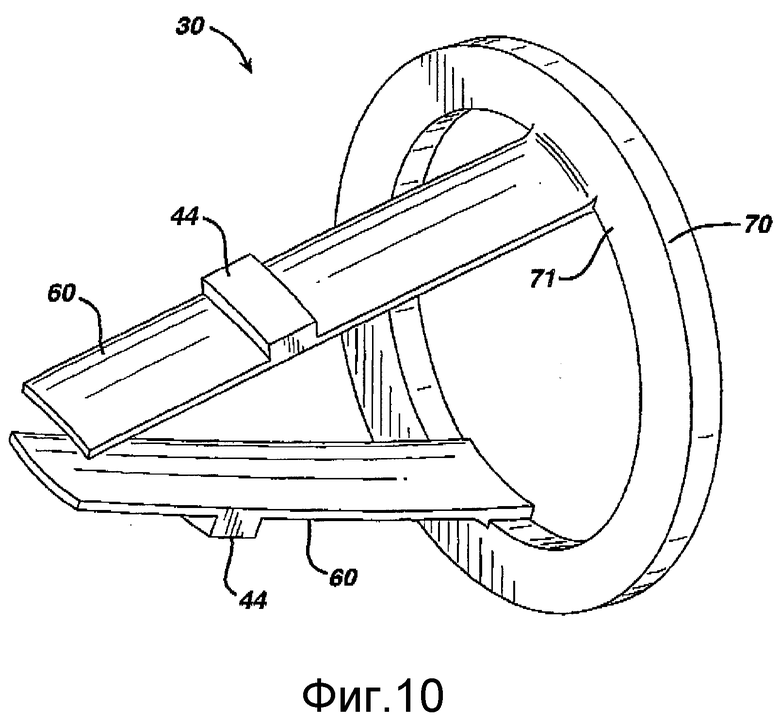
фиг.10 - перспективный вид третьего предпочтительного захватываемого элемента, содержащего круглое кольцо с выступающими от него гибкими лапками,
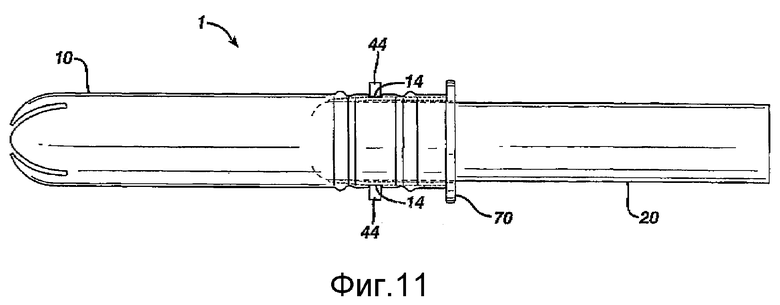
фиг.11 - вид сбоку захватываемого элемента на фиг.10, установленного сзади на трубчатом вставляемом элементе,
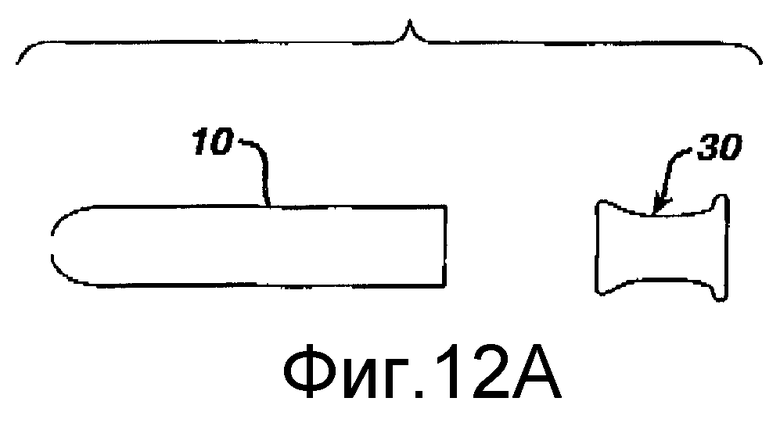
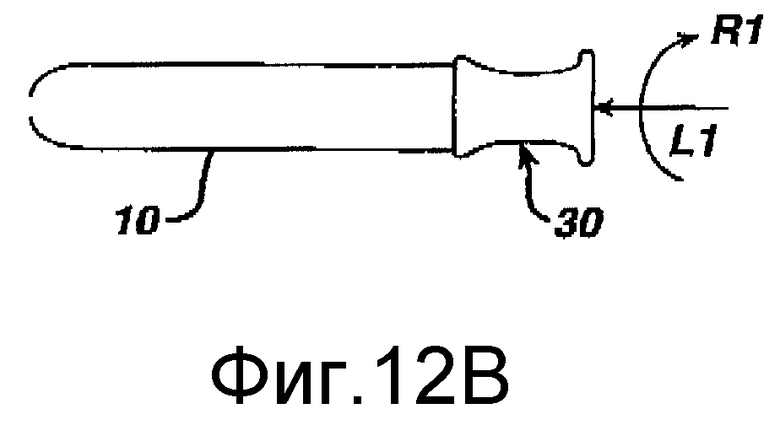
фиг.12 - схематическое изображение стадий способа изготовления аппликатора согласно настоящему изобретению,
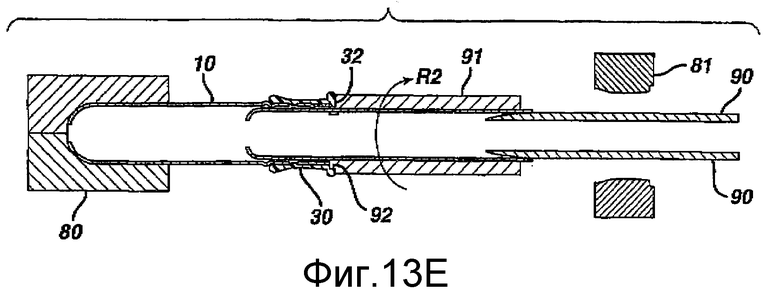
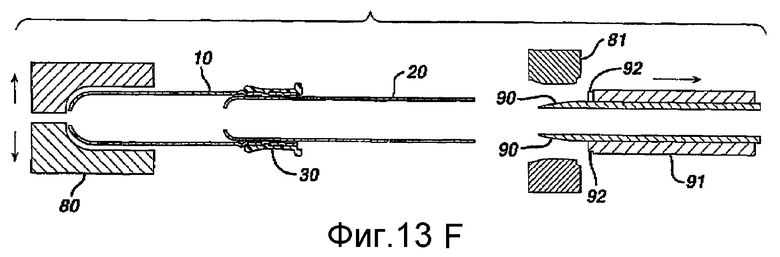
фиг.13 - схематическое изображение стадий второго способа изготовления аппликатора согласно настоящему изобретению,
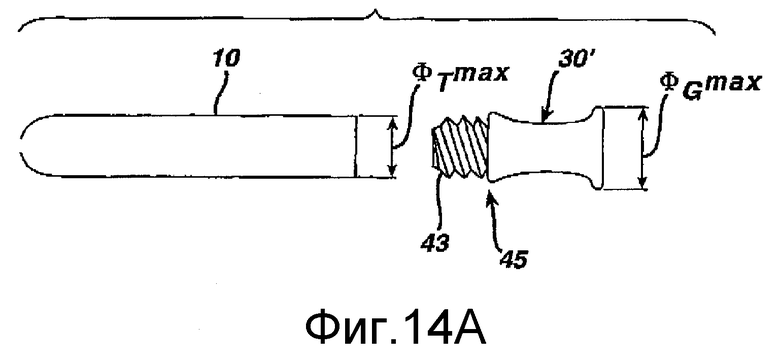
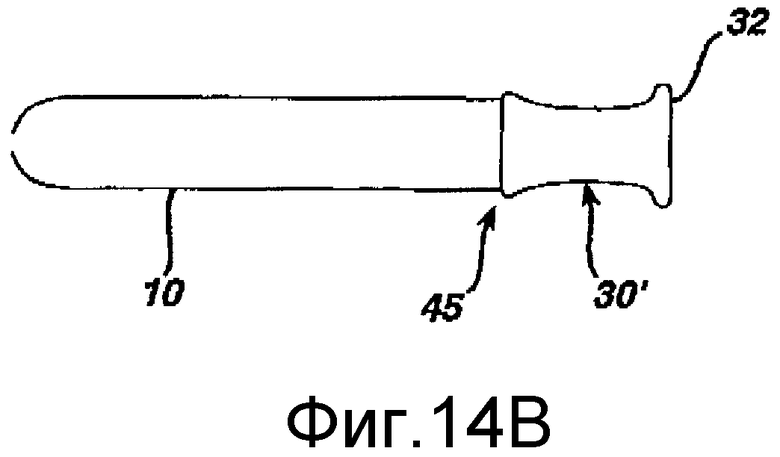
фиг.14 - вид сбоку другого варианта осуществления настоящего изобретения до и после сборки.
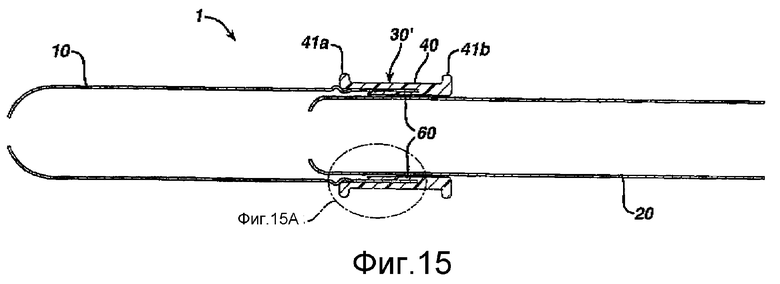
фиг.15 - вид в разрезе другого варианта выполнения захватываемого элемента, расположенного сзади на трубчатом вставляемом элементе.
Подробное описание изобретения и предпочтительных вариантов его осуществления
Термин "диаметр" (и его варианты), используемый в данном описании и формуле изобретения, относится к хорде, проходящей через центр фигуры или тела, т.е. длине прямой линии через центр предмета.
Фраза "копланарный диаметр" (и ее варианты), используемая в данном описании и формуле изобретения, относится к диаметрам двух или большего числа элементов, имеющих одну и ту же продольную ось, при этом диаметры проходят вдоль параллельных линий, перпендикулярных к продольной оси и лежащих в ее плоскости.
Фраза "совпадающий диаметр" (и ее варианты), используемая в данном описании и формуле изобретения, относится к диаметрам двух или большего числа элементов, проходящих через одну и ту же точку и вдоль одной и той же линии или плоскости. Таким образом, два копланарных диаметра, которые проходят через одну и ту же точку, являются совпадающими.
Согласно настоящему изобретению предлагается аппликатор, который содержит трубчатый вставляемый элемент и расположенный сзади наружный захватываемый элемент и обладает конструктивными особенностями, которые способствуют введению аппликатора в полость тела, выталкиванию содержащегося в нем предмета и извлечению аппликатора из тела. Изготовление захватываемого элемента в отдельности дает многочисленные преимущества, некоторые из которых будут изложены ниже.
Одним существенным преимуществом является гибкость в использовании материалов и процессов, применимых для изготовления трубчатого вставляемого элемента и выталкивающего элемента. Картонные изделия нравятся как изготовителю, так и потребителю благодаря таким факторам, как легкость изготовления, стоимость изготовления, продажная цена, отсутствие вредного воздействия на окружающую среду и удобство в смывании. Однако их конструктивные особенности, призванные помогать потребителю обращаться с изделием во время его использования, были ограниченными. Выдавленные кольца и отверстия для приема пальцев обычно ограничены толщиной используемого картона (или объединенных слоев). Наружный захватываемый элемент, изготовленный отдельно, может быть установлен сзади на картонный трубчатый вставляемый элемент без значительного ухудшения любой из отмеченных привлекательных особенностей.
Вставляемый и выталкивающий элементы изготавливают также и из пластмассы. В общем, имеющиеся на рынке изделия изготовлены из полиолефинов, например полиэтилена, и, по меньшей мере, трубчатые вставляемые элементы этих изделий формованы способом литья под давлением. Этот способ применяют для того, чтобы дать возможность изготовителю сбалансировать основные характеристики трубчатого вставляемого элемента. Формующие вкладыши и стержни обрабатывают на станке так, чтобы образовывать конусообразное изделие, в котором толщина стенки захватываемой части является сравнительно большой для поддержания конструкционной стабильности во время стадий введения и выталкивания при использовании изделия, в то время как толщина на вставляемом конце сведена к минимуму для обеспечения гибкости и небольшого усилия выталкивания. Кроме того, литье под давлением дает возможность изготовителю производить особо профилированные (например, изогнутые) трубчатые вставляемые элементы, а также изготавливать захватываемые конструктивные элементы, которые трудно или невозможно было бы получить, используя другие способы. Однако существует менее сложные и менее дорогостоящие способы формования полимеров, как например, экструзия и выдувное формование, которые могли быть применены, если не требуется вводить сложные конструктивные элементы в сам трубчатый вставляемый элемент. Вместо этого более сложные конструктивные элементы могли быть отдельно формованы и установлены сзади на таком недорогом трубчатом вставляемом элементе.
При этом способе сам захватываемый элемент может обеспечить значительную часть конструкционной стабильности, необходимой для введения и выталкивания предметов в полости тела. Следовательно, в связи с захватываемым элементом как готовой и полезной системой можно использовать минимальное количество картона или очень тонкостенную полимерную трубку. При таком подходе возможны снижение стоимости изготовления и исключение вероятности того, что аппликатор сможет сплющиться во время его использования.
Второе преимущество, получаемое вследствие изготовления отдельной детали, реализуют посредством использования известного из уровня техники высокоскоростного оборудования, как например, описанного в патенте США №4755L64 на имя Хинцмана, содержание которого приведено для ссылки, и имеющегося на рынке от компании "Хони Ричмонд Инк.", г.Ричмонд, шт.Виргиния, США. В патенте Хинцмана описаны контейнеры, в которых накапливают детали аппликаторов между основными стадиями обработки и сборки. Аппликаторы с любыми значительными выступами, проходящими от их наружных поверхностей, не будут аккуратно (параллельно) укладываться в контейнеры, в результате чего снижается эффективность использования пространства и транспортировки. Кроме того, такие изделия могут вызвать производственный простой вследствие "зависания" аппликаторов в накопителях. Контейнеры обеспечивают производительность при изготовлении из многих деталей вследствие поддержания непрерывности всего производства даже во время простоя части оборудования, расположенной впереди по направлению технологического процесса. Изготовление трубчатого вставляемого элемента, выталкивающего элемента и, например, тампонов, а также сборка деталей могут происходить с установкой сзади захватываемого элемента в качестве конечной стадии перед упаковкой.
Одним способом, который может быть применен для прикрепления отдельно изготовленного захватываемого элемента к трубчатому вставляемому элементу, является напрессовывание захватываемого элемента на наружную поверхность одного конца трубчатого вставляемого элемента. При этом способе требуется, чтобы наименьший наружный диаметр захватываемого элемента был больше, чем совпадающий наружный диаметр объединенного с ним трубчатого вставляемого элемента. Из-за разницы в размерах создается посадка с натягом между элементами и, кроме того, может обеспечиваться визуальное или осязательное указание о глубине вставления аппликатора и, следовательно, о положении предмета в полости тела. Кроме того, с захватываемым элементом, имеющим больший диаметр, чем диаметр трубчатого вставляемого элемента, обеспечивают лучшие контроль и манипулирование. Аппликаторы, известные из уровня техники, имеют захватываемые части уменьшенного диаметра, что делается путем "сужения" части трубчатого вставляемого элемента (см., например, патент США №4573964 на имя Хафмана). С уменьшением захватываемой части снижается степень контроля пользовательницей. Кроме того, выталкивающий элемент, используемый с таким аппликатором, неизбежно будет небольшим и более трудным в использовании. Потребителям не нравятся такие небольшие выталкивающие элементы.
Другим подобным способом является запрессовывание в конец трубчатого вставляемого элемента соединительной части, проходящей от захватываемого элемента. При этом способе требуется, чтобы соединительная часть, проходящая от внутренней части захватываемого элемента, имела наружный диаметр, который создает натяг с внутренним диаметром объединенного с ней трубчатого вставляемого элемента.
На фигурах и в соответствующем описании предпочтительных вариантов осуществления настоящего изобретения одинаковые элементы обозначены одинаковыми позициями. Как показано на фиг.1, аппликатор 1 содержит трубчатый вставляемый элемент 10, имеющий вставляемый конец 11 и противоположный задний конец 12, и трубчатый выталкивающий элемент 20, подвижно установленный внутри заднего конца 12.
Предпочтительно, чтобы вставляемый конец 11 был по существу закрыт до выталкивания находящегося в нем предмета. Как можно видеть на фиг.1, одним способом того, чтобы по существу закрыть вставляемый конец 11, является использование множества загнутых внутрь лепестков 13. При выталкивании предметов, находящихся внутри трубчатого вставляемого элемента 10, лепестки будут отгибаться и/или поворачиваться к открытому положению. Количество лепестков обычно составляет от приблизительно 4 до приблизительно 6. Другой способ - это применение складок, как это описано в патенте США №5782793 на имя Нейлсена и др. С другой стороны, вставляемый конец может быть более или менее открытым, т.е. диаметр по длине трубчатого вставляемого элемента будет по существу равнозначен диаметру вставляемого конца. Компания "Проктер энд Гэмбл" г.Цинциннати, шт.Огайо, США в настоящее время предлагает для продажи тампонные аппликаторы с открытым концом и со смываемыми тампонами под торговым наименованием "ТАМПАКС".
Трубчатый вставляемый элемент и выталкивающий элемент согласно настоящему изобретению могут быть изготовлены из многих материалов, известных для специалистов в данной области, как например, из пластмассы (полимеров) и картона. Пластмассовые элементы аппликатора могут быть из обычных полимеров, как например, полиолефинов, или из более сложных полимеров и смесей полимеров, составленных для обеспечения таких свойств, как способность к микробиологическому разрушению и/или диспергируемость в воде. Характерный, неограничительный перечень полимеров включает в себя полиолефины, как например, полиэтилен и полипропилен, полистирол, поливиниловый спирт, полимолочную кислоту, поли-3-гидроксимасляную кислоту и их сочетания. Примеры аппликаторов, которые предназначены быть диспергируемыми или микробиологически разрушаемыми, описаны в патенте США №5002526 на имя Герринга и патенте США №5782794 на имя Ассенхеймера-Доунса, относящихся к аппликаторам из композиций на основе поливинилового спирта, патенте США №5350354 на имя Билмерса, относящемся к аппликаторам из композиций на основе крахмала, и патенте США №4900299 на имя Уэбба, относящемся к аппликаторам из композиций на основе поли-3-гидроксимасляной кислоты. Пластмассовые элементы могут быть изготовлены литьем под давлением, выдувным формованием, экструзией.
Картонные трубчатые и выталкивающие элементы могут быть изготовлены из одного слоя картонного материала или из множества наслоенных слоев. В число полезных картонных материалов для формования элементов аппликатора входят, но не ограничиваются ими, обыкновенный картон, тонкий картон для карточек, картон для изготовления стаканчиков, бумага. Для изготовления картонных частей аппликатора могут быть применены следующие неограничительные способы: спиральная намотка, описанная в патенте США №5346468 на имя Кэмпиона и др., криволинейная намотка, описанная в патенте США №4508531 на имя Уайтхеда, и формование листа вокруг оправки с последующим запечатыванием шва внахлестку, как это описано в патенте США №4755164 на имя Хинцмана.
Картонные элементы аппликатора могут содержать один или большее число поверхностных слоев, которые могут быть полезны для улучшения удобства и легкости вставления аппликатора и его извлечения. Поверхностные слои могут быть в виде наслоенных пленок, отвержденных покрытий. Пример такого поверхностного слоя описан в патенте США №6171426 (В1) на имя Блэнчарда. Характерный, неограничительный перечень полезных материалов для использования в качестве поверхностных слоев включает в себя воски, целлофан, полиолефины, сложные полиэфиры, эпоксидные смолы. Кроме того, поверхностные слои могут содержать термостабилизаторы, пигменты, душистые вещества, поверхностно-активные вещества, противомикробные средства, медикаменты.
Известно много способов нанесения поверхностных слоев. Характерный, неограничительный перечень таких способов включает в себя напыление, экструзию, нанесение покрытия через выпускную щель, нанесение покрытия кистью, переводное покрытие. Могут потребоваться дополнительные технологические операции для отверждения поверхностных слоев до приемлемого вида другим способом, чем простая воздушная сушка, как например, радиационным способом или применением других видов энергии.
Типичные размеры трубчатого вставляемого элемента и выталкивающего элемента: длина - от около 50 до около 100 мм, диаметр - от около 8 до около 20 мм и толщина - от около 0,1 до около 0,6 мм. Вставляемый и выталкивающий элементы предпочтительно выполняют в виде цилиндрических трубок, которые являются по существу прямыми по их длине. Однако они могут иметь другую форму, например квадратное, эллиптическое или треугольное поперечное сечение. Кроме того, трубчатые элементы могут быть криволинейными по их длине для обеспечения лучшего удобства и манипулирования с аппликатором во время его введения в полость тела и извлечения из него. Пример изогнутых частей аппликатора можно найти в патенте США №5158535 на имя Пола и др.
На фиг.2 показан предпочтительный вариант осуществления настоящего изобретения, в котором аппликатор 1, кроме того, содержит захватываемый элемент 30, который изготовлен отдельно от вставляемого и выталкивающего элементов и после этого предпочтительно неподвижно прикреплен к, по меньшей мере, части заднего конца трубчатого вставляемого элемента.
На фиг.2-6 изображен этот предпочтительный вариант выполнения захватываемого элемента 30, имеющего минимальный наружный диаметр 31, длину L и промежуточную часть 40, расположенную между двумя продольно разделенными приподнятыми частями 41а и 41b. Захватываемый элемент имеет передний конец 45, направленный к вставляемому концу трубчатого вставляемого элемента 10, и задний конец 32, расположенный дистально от вставляемого конца трубчатого вставляемого элемента после установки захватываемого элемента. Криволинейный переход между промежуточной частью и двумя приподнятыми частями предпочтительно образует "седлообразный" профиль. Этот профиль обеспечивает удобство и контроль благодаря соответствию естественной кривизне пальцев руки пользовательницы (большого и других пальцев). Кроме того, на фигурах изображена дистально расположенная необязательная закраина 42. Закраина 42 обеспечивает упор, захватываемый пользовательницей для извлечения вставляемого элемента из полости тела.
Длина L захватываемого элемента составляет, по меньшей мере, около 5 мм и предпочтительно, по меньшей мере, около 10 мм. Такая длина захватываемого элемента позволяет пользовательнице захватывать его, а не просто помещать пальцы своей руки на его любую сторону. Захватываемый элемент должен быть достаточной длины, так чтобы сохранить преимущество конструктивных элементов, примененных для обеспечения сопротивления движению пальцев пользовательницы. Например, если длина захватываемого элемента позволяет принимать пальцы руки пользовательницы, особенно между продольно разделенными приподнятыми частями, то уменьшается вероятность того, что пальцы пользовательницы будут перекрывать расстояние между этими приподнятыми частями с потерей преимуществ настоящего изобретения. Такое расстояние "D" предпочтительно составляет, по меньшей мере, около 0,35 дюйма (около 9 мм) и предпочтительнее - от около 0,4 до около 0,6 дюймов (от около 10 мм до около 15 мм).
Как известно заявителям, потребителям хотелось бы иметь аппликаторы небольшого диаметра без потери его абсорбционной способности. Это улучшает удобство при введении аппликатора. Однако, так как уменьшается диаметр аппликатора, то соответственно уменьшается контроль со стороны пользовательницы. Для обеспечения того, чтобы захватываемый элемент имел достаточный участок для захвата во время использования аппликатора, особенно со вставляемым элементом сравнительно небольшого диаметра, захватываемый элемент предпочтительно имеет отношение длины к диаметру, равное, по меньшей мере, около 0,5.
На внутренней поверхности захватываемого элемента могут иметься конструктивные элементы, улучшающие его крепление к трубчатому вставляемому элементу. Например, на фигурах показан также ряд необязательных выступов 44. Трубчатый вставляемый элемент может иметь выемку, проксимальную к его заднему концу, как, например, отверстие 14, показанное на фиг.1, которое способно воспринимать один или большее число выступов 44. Выемка может иметь любую по существу вогнутую форму, которая способна воспринимать выступы, и примерами являются выдавленные участки и отверстия. На виде в разрезе на фиг.4 показаны выступы 44, входящие в часть двух отверстий 14, как это предложено в патенте США №5709652 на имя Хейджерти, описание которого приведено для ссылки. Выступы могут быть выполнены таким образом, чтобы они обеспечивали дополнительное сопротивление отделению захватываемого элемента от трубчатого вставляемого элемента. Например, выступы могут быть треугольными или содержать зазубрину, при этом вершина или зазубрина могут быть вдавлены в поверхность трубчатого вставляемого элемента. "Вдавливание" может включать в себя образование углублений, разрывов, выемок.
На фиг.5 и 6 захватываемый элемент предпочтительно имеет от около 2 до около 12 выступов и предпочтительнее - от 3 до 9 выступов. Выступы имеют высоту Н. В некоторых конструкциях может быть полезно учитывать соотношение между высотой выступа и толщиной материала, образующего трубчатый вставляемый элемент, способ крепления захватываемого элемента и соотношение наружного диаметра Фт заднего конца трубчатого элемента и внутреннего диаметра 31 захватываемого элемента. При креплении на прессовой посадке высота Н предпочтительно составляет, по меньшей мере, около 0,0005 дюйма (около 0,01 мм) и предпочтительнее, по меньшей мере, около 0,001 дюйма (около 0,03 мм). При креплении посредством механической фиксации высота Н может быть, по меньшей мере, около 0,003 дюйма (около 0,08 мм), предпочтительнее, по меньшей мере, около 0,005 дюйма (около 0,1 мм) и наиболее предпочтительно - от около 0,01 до около 0,02 дюйма (от около 0,3 до около 0,5 мм). Выступы могут быть расположены по дуге S, равной, по меньшей мере, 0,5 градуса, предпочтительно (при способе крепления посредством механической фиксации, описанном, например, со ссылкой на фиг.3-7) от около 3 до около 10 градусов и наиболее предпочтительно от около 5 до около 7 градусов.
Захватываемый элемент 30 может иметь, по меньшей мере, один необязательный упор 50, проходящий внутрь от заднего края 32 захватываемого элемента 30 и после сборки аппликатора являющийся самым дальним от вставляемого конца 11 трубчатого вставляемого элемента. Упор способен удерживать захватываемый элемент 30 на заднем конце 12 трубчатого вставляемого элемента. В предпочтительном варианте осуществления изобретения имеются девять выступов и три упора. Кроме того, на фиг.5 и 6 показано предпочтительное, взаимно смещенное расположение выступов 44 и упоров 50. Это расположение позволяет сделать привлекательный выбор в пользу применения более простых способов и оборудования для литья под давлением.
Внутренняя поверхность переднего конца 45 захватываемого элемента 30 предпочтительно выполнена сходящейся на конус от сравнительно большего внутреннего диаметра у переднего конца 45 до сравнительно меньшего внутреннего диаметра далее внутрь в захватываемый элемент 30. Это увеличивает допуски во время сборки захватываемого элемента 30 и трубчатого вставляемого элемента 10, как например, при дефектно формованных деталях, несоосности.
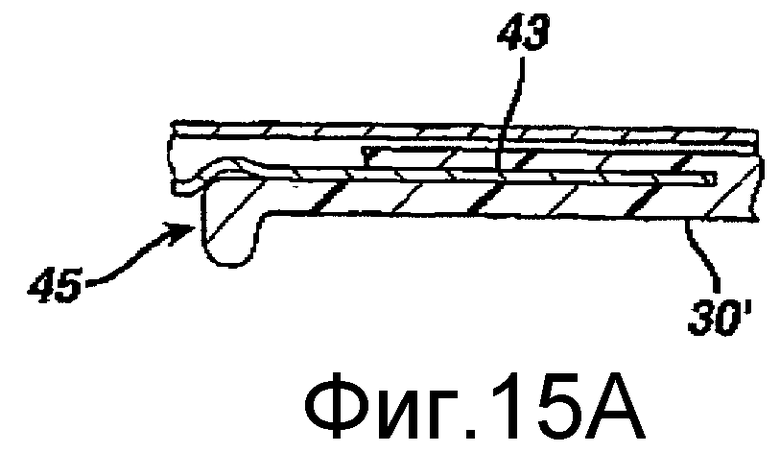
Хотя на фиг.2-6 показан захватываемый элемент 30, прикрепляемый к трубчатому вставляемому элементу 10 с надеванием на часть заднего конца 12 вставляемого элемента, настоящее изобретение может быть также применено с захватываемым элементом 30', который проходит за задний конец 12 в направлении от вставляемого конца 11. Это может быть достигнуто соединением встык захватываемого элемента 30' с задним концом 12 трубчатого вставляемого элемента или использованием соединительной части 43 на переднем конце 45 захватываемого элемента 30', которая проходит от внутренней части захватываемого элемента 30' по направлению к вставляемому концу 11 трубчатого вставляемого элемента и при сборке может быть вставлена в задний конец 12 трубчатого вставляемого элемента. Хотя проходящий назад захватываемый элемент 30' может не нуждаться в вышеописанных выступах и упорах, в варианте, показанном на фиг.14А и 15, имеются выступы. Согласно этому аспекту настоящего изобретения максимальный наружный диаметр ФG max больше, чем максимальный копланарный наружный диаметр ФT заднего конца. Минимальный наружный диаметр ФG min захватываемого элемента 30' предпочтительно, по меньшей мере, равен максимальному копланарному наружному диаметру ФT max заднего конца 12 трубчатого вставляемого элемента, а предпочтительнее - больше него.
Внешние конструктивные особенности проходящего назад захватываемого элемента 30' могут быть по существу такими же самыми, как и вышеописанные со ссылкой на фиг.2-6. Трубчатый вставляемый элемент 10 действует как наружная гильза на соединительной части 43 захватываемого элемента 30', как это показано на фиг.14А. Таким образом, способом, сходным с тем, который был описан выше со ссылкой на фиг.2-6, вставляемый' захватываемый элемент 30' может иметь ряд необязательных наружных выступов на соединительной части 43 для улучшения натяга между соединительной частью 43 и трубчатым вставляемым элементом. Кроме того, могут быть выполнены наружные выступы так, чтобы они обеспечивали дополнительное сопротивление отсоединению соединительной части 43 от трубчатого вставляемого элемента. Эти выступы показаны в виде винтовой резьбы на фиг.14А. В качестве дополнительных примеров выступы могут быть треугольными или содержать зазубрину, при этом вершина или зазубрина могут быть вдавлены в поверхность трубчатого вставляемого элемента. "Вдавливание" может включать в себя образование углублений, разрывов, выемок.
В варианте на фиг.14А и В соединительная часть 43 проходит от переднего конца 45 захватываемого элемента. Это позволяет использовать более короткий трубчатый вставляемый элемент. В этом варианте соединительная часть 43 является первой частью, соприкасающейся с трубчатым вставляемым элементом 10 во время сборки. Таким образом, она может иметь соответствующие размеры для обеспечения точного и надежного крепления, включая соответственно сужающуюся переднюю часть.
В противоположность этому соединительная часть 43 в варианте на фиг.15 проходит из внутренней части захватываемого элемента 30', проксимальной к заднему краю 32. В этом варианте осуществления изобретения передний конец 45 захватываемого элемента 30' может быть частью, которая во время сборки входит в соединение с трубчатым вставляемым элементом 10. И в этом случае этот элемент может иметь соответствующие размеры для обеспечения точного и надежного крепления, включая соответственно сужающуюся переднюю часть. В другом варианте выполнения внутренней соединительной части 43 на фиг.15 передняя часть соединительной части 43 могла проходить за передний конец 45 остальной части захватываемого элемента 30'.
Размеры внутренней части выдвинутого захватываемого элемента 30' также могут быть выбраны с учетом желаемого выталкивающего элемента. Например, выталкивающий элемент уменьшенного диаметра дает возможность уменьшить расходы на материал для изготовления аппликатора. Кроме того, легче формовать деталь с некруглым поперечным сечением для обеспечения возможности ориентации выталкивающего элемента, чем это возможно в настоящее время при использовании стандартного картонного трубчатого вставляемого элемента 10, или для улучшения иным образом сцепления выталкивающего элемента и трубчатого вставляемого элемента 10 для предотвращения разделения этих элементов до использования аппликатора.
Захватываемый элемент 30, показанный на фиг.2-6, имеет криволинейный наружный профиль, по существу "седлообразной" формы, при этом две приподнятые части 41а и 41b образованы посредством увеличения наружных диаметров по направлению к соответствующим краям захватываемого элемента. На фиг.7 показан другой наружный профиль захватываемого элемента, в котором промежуточная часть 40 имеет ровный профиль, дающий постоянный наружный диаметр по ее длине, а две приподнятые части 41а и 41b образованы продольно разделенными закраинами.
Возможны дополнительные наружные профили, в которых' наружная поверхность имеет, по меньшей мере, одну приподнятую часть, способную обеспечивать сопротивление движению пальца руки пользовательницы в ответ на продольные силы, действующие на трубчатый вставляемый элемент. На всех фигурах изображен захватываемый элемент, который имеет две приподнятые части, разделенные промежуточной частью, однако в настоящем изобретении может быть достаточна единственная приподнятая часть в сочетании с другими указанными особыми конструктивными элементами.
Для улучшения крепления захватываемого элемента к трубчатому вставляемому элементу захватываемый элемент может иметь необязательные конструктивные элементы, которые находятся на заднем конце 12 трубчатого вставляемого элемента. Как показано на фиг.8 и 9, захватываемый элемент 30 может необязательно содержать одну или большее число гибких лапок 60, соединенных с его внутренней поверхностью. Трубчатый вставляемый элемент 10 расположен между внутренней поверхностью захватываемого элемента и гибкими лапками. В этом варианте осуществления изобретения выступы 44 находятся на гибких лапках 60. Выступы 44 могут быть расположены в отверстиях 14 трубчатого вставляемого элемента, как это показано на фиг.9. С другой стороны, в случае отсутствия отверстий в трубчатых вставляемых элементах выступы могут иметь конструктивные особенности, позволяющие им вдавливаться во внутреннюю стенку трубчатого вставляемого элемента для обеспечения более прочной посадки.
На фиг.10 показан другой вариант осуществления настоящего изобретения. Этот вариант позволяет свести к минимуму как стоимость аппликатора, так и воздействие на окружающую среду вследствие снижения потребности в материале. Захватываемый элемент 30 содержит круглое кольцо 70 и одну или большее число гибких лапок 60, проходящих от внутреннего периферийного края 71. Круглое кольцо обеспечивает сопротивление движению пальца назад во время стадии выталкивания при использовании аппликатора. Как показано на фиг.11, для обеспечения сопротивления в противоположном направлении используют трубчатый вставляемый элемент 10 с отверстиями 14, проксимальными к его заднему концу, а выступы 44, дистально расположенные на гибких лапках, выполнены с возможностью проходить через них.
В число материалов, пригодных для изготовления захватываемого элемента, входят следующие, неограничивающие, типичные материалы: картон, бумага, полимерный материал, пенопласт и их сочетания. В число особенно полезных полимерных материалов' входят полиэтилен, полипропилен, полистирол, поливиниловый спирт, полимолочная кислота, поли-3-гидроксимасляная кислота, каучук и другие эластомеры и их сочетания. Захватываемый элемент необязательно может содержать дрбавку, либо введенную в конструкционные материалы, либо добавленную в компонент при последующей стадии переработки. Характерный, неограничивающий перечень добавок включает в себя душистое вещество, вещества для нейтрализации запаха, бактериостатические средства, бактерицидные средства и увлажняющие средства.
Захватываемый элемент может быть изготовлен любыми способами, известными из уровня техники. Литье под давлением и выдувное формование являются двумя такими способами, которые применимы для изготовления захватываемого элемента из полимера. С другой стороны, он может быть изготовлен из картона, при этом применимы способы изготовления папье-маше. Для изготовления захватываемого элемента из картона могут быть использованы способы, сходные со способами изготовления трубчатого вставляемого элемента, при этом применяют дополнительные стадии для образования разницы в диаметрах по длине, как например, раскатывание или загибание дистальной части первого и второго отрезков.
Наружная поверхность захватываемого элемента необязательно может содержать средство усиления трения, как например, липкие покрытия, вытравленные рисунки. Такие покрытия и/или обработанные участки могут быть равномерно распределены по наружной поверхности, или они могут быть ограничены или сконцентрированы в определенных, желательных местах. Захватываемый элемент может быть прозрачным или непрозрачным, а при желании он может быть окрашен. В тех случаях, когда потребителю предлагается ряд различных изделий, захватываемый элемент может иметь цветовой код, указывающий на конкретное изделие.
Согласно настоящему изобретению предлагаются также способы изготовления аппликаторов, имеющих расположенные сзади захватываемые элементы, как например, те, которые описаны в связи с фиг.1-11. В общем, захватываемый элемент может быть напрессован на часть трубчатого вставляемого элемента и удерживаться в этом своем положении из-за размеров каждого элемента. Чтобы способствовать креплению захватываемого элемента к трубчатому вставляемому элементу, предпочитается использовать вышеописанные конструктивные элементы, как например, выступы, гибкие лапки и упоры. Кроме этих конструктивных элементов для использования с захватываемыми элементами, которые не перекрывают трубчатый вставляемый элемент, для крепления захватываемого элемента или для усиления натяга между захватываемым элементом и трубчатым вставляемым элементом могут быть использованы другие механические средства, как например, чашечные присосы, химические клеящие вещества и сварка термопластов. В частности, для прикрепления захватываемых элементов встык могут быть использованы такие клеящие вещества, как химические клеящие вещества и термопластичные соединительные вещества.
Типичные аппликаторы содержат как трубчатый вставляемый элемент, так и выталкивающий элемент, подвижно установленный в нем через отверстие на его заднем конце. Процесс сборки двух элементов, а также заполнения трубчатого вставляемого элемента предметом может значительно варьироваться. Таким образом, захватываемый элемент может быть установлен на часть трубчатого вставляемого элемента до или после сборки, до или после заполнения и установлен с любого конца трубчатого вставляемого элемента. Далее следует подробное описание предпочтительных способов изготовления аппликаторов согласно настоящему изобретению, включая описание стадий и их последовательности.
На фиг.12 показан способ изготовления аппликатора, содержащий стадию напрессовывания предпочтительного захватываемого элемента 30 на часть заднего конца трубчатого вставляемого элемента посредством использования как линейного перемещения L1, так и необязательного вращательного перемещения R1. Вращательное перемещение может происходить одновременно с линейным перемещением и/или после него. Необязательное вращательное перемещение составляет, по меньшей мере, около 0,5 градусов, предпочтительно, по меньшей мере, около 5 градусов и предпочтительнее от около 10 до около 45 градусов.
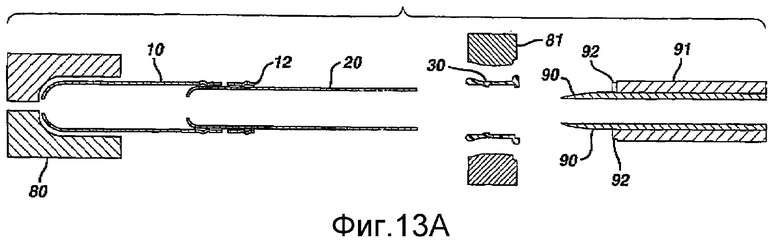
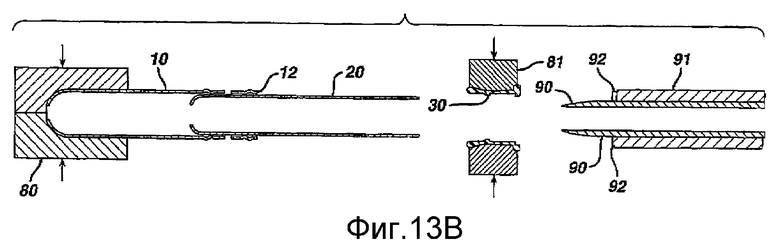
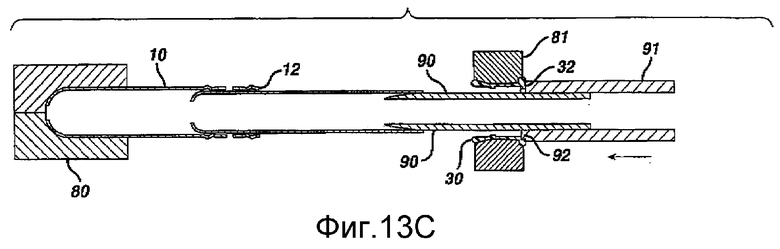
На фиг.13 показан другой способ изготовления внутривлагалищного аппликатора, который содержит нижеописанные стадии. Используют обычный трубчатый вставляемый элемент 10, содержащий вставляемый конец 11 и задний конец 12. В отверстие на заднем конце 12 подвижно введен трубчатый выталкивающий элемент 20. Предмет, как например, тампон (не показан) для введения в полость тела может быть введен в трубчатый вставляемый элемент с заднего конца до сборки выталкивающего элемента с трубчатым вставляемым элементом. или, с другой стороны, может быть введен со вставляемого конца. Если будет применяться последний способ, то в таком случае после этого будет каким-нибудь образом закрыт вставляемый конец, например, последующим образованием куполообразного конца. Захватываемый элемент 30 располагают соосно вставляемому и выталкивающему элементам. Трубчатый вставляемый элемент зажимают первым зажимным устройством 80, а захватываемый элемент - вторым зажимным устройством 81. Специалисту в данной области известны пригодные зажимные и удерживающие устройства. Например, может быть использован двусторонний зажим, содержащий поверхность, которая способна согласовываться с наружной конфигурацией вставляемого и захватываемого элементов. Необязательный внутренний стабилизирующий инструмент 90 пропущен через захватываемый элемент и в часть выталкивающего элемента. Перемещающий инструмент 91 может быть введен в соприкосновение с захватываемым элементом, а второе зажимное устройство может быть отведено назад. В предпочтительном варианте осуществления изобретения, показанном на фиг.13, внутренний стабилизирующий инструмент 90 может удерживаться внутри перемещающего инструмента 91 при телескопическом расположении. Посредством линейного передвижения L2 перемещающего инструмента перемещают захватываемый элемент вперед над выталкивающим элементом и на (или в), по меньшей мере, задний конец 12 трубчатого вставляемого элемента. Наконец, перемещающий инструмент, необязательный внутренний стабилизирующий инструмент и первое зажимное устройство все отводят назад, посредством чего высвобождают собранный аппликатор 1 для любых последующих стадий обработки. Можно в какой-то степени изменять последовательность операций, не выходя за пределы настоящего изобретения и не отклоняясь от его сущности.
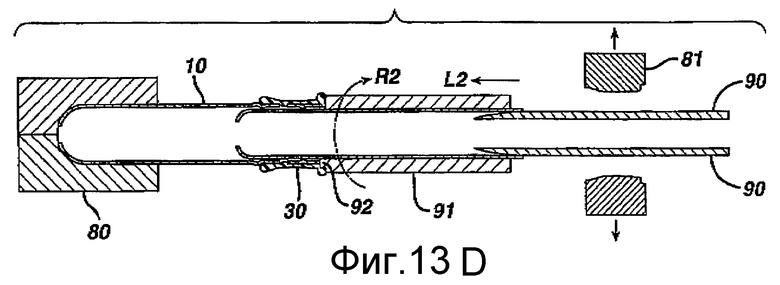
Кроме этих вышеописанных стадий, процесс сборки может включать в себя дополнительные стадии. Во-первых, стадия перемещения вперед захватываемого элемента на задний конец 12 трубчатого вставляемого элемента может содержать как линейное L2, так и вращательное R2 перемещения. Для осуществления этой необязательной стадии перемещающий инструмент содержит, по меньшей мере, один зубец 92, способный совмещаться с, по меньшей мере, одним упором (показан как элемент 50 на фиг.5 и 6), проходящим внутрь от нижнего края захватываемого элемента. В таком случае поворот перемещающего инструмента будет соответствовать повороту захватываемого элемента.
Во-вторых, так как захватываемый элемент может иметь выступы, проходящие от его поверхности, то захватываемый элемент может быть еще использован с получением преимуществ от этих выступов. Например, выступы предпочтительно вдавливаются в наружную поверхность вставляемого элемента с образованием выемок или "дорожек" во время напрессовывания захватываемого элемента. В стремлении получить максимальную пользу от выступов можно повернуть захватываемый элемент, осуществляя вращательное перемещение R2 после того, как завершено его линейное перемещение на трубчатый вставляемый элемент. Предпочитается, чтобы величина необходимого минимального вращательного перемещения была несколько больше длины выступов по дуге. Как очевидно, верхний предел вращательного перемещения будет при использовании многочисленных выступов, то есть, это перемещение не должно быть таким, чтобы выступ выходил из одной дорожки и помещался в другую дорожку. Когда трубчатые вставляемые элементы будут содержать отверстия вблизи своего заднего конца, вращательное перемещение будет также способствовать совмещению выступов с этими отверстиями.
Наконец, другой способ согласно настоящему изобретению включает в себя соединение вместе многочисленных деталей таким образом, чтобы они совокупно образовывали захватываемый элемент, окружающий задний конец трубчатого вставляемого элемента. Это желательно, поскольку для литья под давлением этой части в виде одной детали обычно применялась форма, имеющая боковое действие (боковые направляющие). Это боковое действие увеличивает продолжительность цикла и уменьшает количество производимых частей на единицу площади формы, при этом то и другое увеличивает расходы в расчете на одну часть.
В качестве примера захватываемый элемент, состоящий из нескольких деталей, может быть получен разделением захватываемого элемента, показанного на фиг.5-6, на два отдельных кольца, разделяемых, например, по диаметральной линии, обозначенной позицией 31 на фиг.6. Кольца могут содержать соединительные конструктивные элементы, как например, сопрягаемые охватываемые и охватывающие элементы, которые способны соединяться вместе для прикрепления захватываемого элемента к трубчатому вставляемому элементу.
В другой конструкции захватываемый элемент может быть разделен на два или большее число элементов, которые могут "зажимать" трубчатый вставляемый элемент. Такой захватываемый элемент может быть разделен на две половины плоскостью, проходящей от линии L на фиг.3.
При использовании литья под давлением для изготовления захватываемых элементов, состоящих из многих частей, преимуществом является то, что могут быть введены сложные конструктивные элементы без необходимости в сложных формах. Захватываемые элементы, состоящие из многих деталей, могут быть формованы в более экономичных формах простого действия.
Аппликатор согласно настоящему изобретению может быть использован для подачи внутривлагалищных предметов, как например, тампонов, менструальных собирающих средств и контрацептивов. Кроме того, аппликатор может быть использован для подачи других различных средств, включая медикаменты, увлажняющие средства, витамины и минеральные вещества, средства, разрушающие сперматозоиды, и деодоранты. Эти средства могут быть в виде твердых частиц, кремов, пен, гелей.
Аппликаторы могут быть упакованы вместе с другими несходными или сходными изделиями и использоваться в качестве системы изделий для удовлетворения индивидуальных потребностей потребителя. В частности, аппликаторы могут быть упакованы вместе с носимыми или используемыми снаружи абсорбирующими изделиями, как например, гигиеническими прокладками, вкладышами для трусов и межгубными мягкими прокладками.
Описание изобретения и вышеизложенные варианты его осуществления представлены, чтобы способствовать полному и неограничительному пониманию изложенного здесь изобретения. Так как могут быть выполнены многочисленные изменения и варианты осуществления изобретения, не выходящие за пределы изобретения и не отклоняющиеся от его сущности, то изобретение определяется прилагаемой далее формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕНСТРУАЛЬНЫЙ АППЛИКАТОР, ИМЕЮЩИЙ УСТРОЙСТВО ДЛЯ ЗАХВАТА ПАЛЬЦАМИ | 2001 |
|
RU2257191C2 |
| ТАМПОННЫЙ АППЛИКАТОР | 1998 |
|
RU2204369C2 |
| АППЛИКАТОР СО СМАЗКОЙ ДЛЯ ТАМПОНА | 2006 |
|
RU2408347C2 |
| АППЛИКАТОР ТАМПОНА | 2017 |
|
RU2734200C1 |
| ТАМПОННЫЙ АППЛИКАТОР С ЗАКРУЧЕННЫМ ЗАХВАТОМ | 1995 |
|
RU2179837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ДЛЯ ВВЕДЕНИЯ, ИМЕЮЩИХ УЛУЧШЕННЫЕ ХАРАКТЕРИСТИКИ ЗАХВАТА ПАЛЬЦАМИ | 2000 |
|
RU2257190C2 |
| АППЛИКАТОР ДЛЯ ТАМПОНА | 2017 |
|
RU2734891C1 |
| УПАКОВКА ДЛЯ МЕСТНОГО НАНЕСЕНИЯ ТЕКУЧЕЙ КОСМЕТИЧЕСКОЙ КОМПОЗИЦИИ И ПРОДУКТ ДЛЯ МЕСТНОГО НАНЕСЕНИЯ НА КОЖУ ЧЕЛОВЕКА | 2000 |
|
RU2253336C2 |
| АППЛИКАТОР ДЛЯ ВВЕДЕНИЯ ИМПЛАНТАТА | 2006 |
|
RU2361627C2 |
| АППЛИКАТОР ДЛЯ ТАМПОНА | 1999 |
|
RU2232566C2 |
Аппликаторы применяют для введения предметов в полость тела, в частности менструальных и профилактических средств во влагалищный канал. Аппликаторы содержат трубчатый вставляемый элемент и расположенный сзади захватываемый элемент. Захватываемый элемент имеет наружный диаметр больше, чем наружный диаметр вставляемого элемента. Ввиду этой разницы в размерах создается средство сопряжения, которое обеспечивает визуальное или осязательное указание о глубине введения аппликатора и соответственно о положении предмета в полости тела. Захватываемый элемент содержит, по меньшей мере, одну приподнятую часть на своей расположенной снаружи поверхности, обеспечивающую сопротивление движению пальца руки пользовательницы в ответ на продольные силы, действующие на вставляемый элемент. Кроме того, описываются способы сборки аппликаторов. 3 н. и 4 з.п. ф-лы, 15 ил.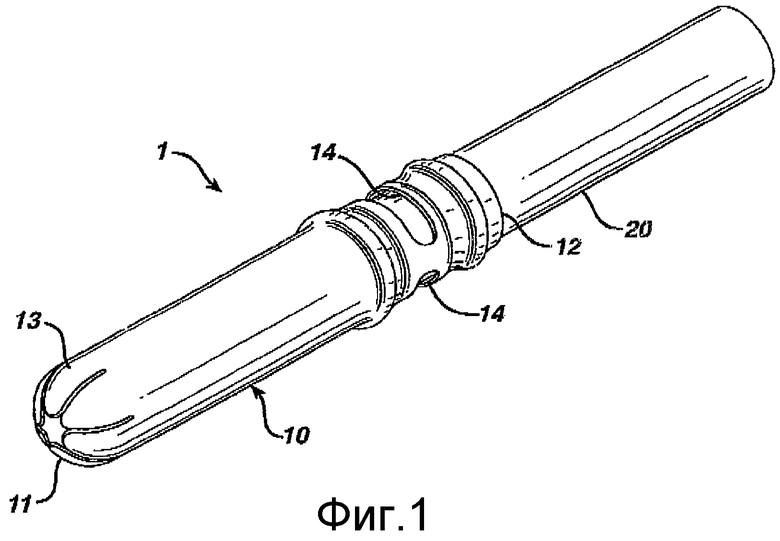
а) трубчатый вставляемый элемент, имеющий вставляемый конец, противоположно находящийся задний конец и наружный диаметр заднего конца, и
б) захватываемый элемент, установленный на заднем конце трубчатого вставляемого элемента, проходящий за задний конец в направлении от вставляемого конца, и имеющий две приподнятые части, продольно разделенные промежуточной частью, имеющей наружный диаметр меньше, чем наружный диаметр каждой из приподнятых частей, и имеющий максимальный наружный диаметр больше, чем максимальный копланарный наружный диаметр заднего конца, минимальный наружный диаметр, который, по меньшей мере, равен максимальному копланарному наружному диаметру заднего конца, передний конец, направленный к вставляемому концу трубчатого вставляемого элемента, и задний конец, расположенный дистально от вставляемого конца трубчатого вставляемого элемента.
а) трубчатый вставляемый элемент, имеющий вставляемый конец, противоположно находящийся задний конец и наружный диаметр заднего конца, и
б) захватываемый элемент, установленный на заднем конце трубчатого вставляемого элемента, проходящий за задний конец в направлении от вставляемого конца, и имеющий соединительную часть, расположенную и выполненную с прохождением от внутренней части захватываемого элемента по направлению к вставляемому концу трубчатого вставляемого элемента, имеющий максимальный наружный диаметр больше, чем максимальный копланарный наружный диаметр заднего конца, минимальный наружный диаметр, который, по меньшей мере, равен максимальному копланарному наружному диаметру заднего конца, передний конец, направленный к вставляемому концу трубчатого вставляемого элемента, и задний конец, расположенный дистально от вставляемого конца трубчатого вставляемого элемента.
а) обеспечивают трубчатый вставляемый элемент, имеющий задний конец и наружный диаметр заднего конца,
б) осуществляют перемещение захватываемого элемента вперед к трубчатому вставляемому элементу и поворот захватываемого элемента относительно трубчатого вставляемого элемента для установления захватываемого элемента на заднем конце, причем захватываемый элемент имеет максимальный наружный диаметр больше, чем максимальный копланарный наружный диаметр заднего конца, минимальный наружный диаметр, который, по меньшей мере, равен максимальному копланарному наружному диаметру заднего конца, и отношение длины к диаметру, по меньшей мере, 0,5.
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО УМНОЖЕНИЯ НА ПОСТОЯННЫЙ КОЭФФИЦИЕНТ | 0 |
|
SU392281A1 |
| US 5330421 А, 19.07.1994 | |||
| RU 97112926 А, 20.07.1999. | |||

