Изобретение относится к производству щеточных изделий и может быть использовано для изготовления щеток, применяемых в очистительных органах сельскохозяйственных машин.
Известен способ изготовления щетки, включающий намотку капронового моноволокна на сердечник, состоящий из пуансона и прикрепленной к нему верхней планки, и фиксирование намотанного ворса верхней планкой. (А.с. СССР 858747, кл. А 46 В 3/06, 1981). Данный способ принят в качестве ближайшего аналога.
Однако этот способ отличается трудоемкостью, а полученная при его осуществлении конструкция щетки не обеспечивает замену ворсин при их поломке и истирании без полной разборки щетки.
Задачей настоящего изобретения является снижение трудоемкости изготовления щетки.
Поставленная задача решена за счет того, что в способе изготовления щетки, включающем намотку капронового моноволокна на сердечник, состоящий из пуансона и прикрепленной к нему верхней планки, и фиксирование намотанного ворса верхней планкой, крепление верхней планки к пуансону осуществляют поворотными замками, имеющими прорезные пазы и поджатыми под головками крепежных винтов, а фиксирование намотанного ворса верхней планкой производят крепежными винтами, пропущенными через отверстия на нижней пластине и ввернутыми в резьбовые отверстия в центре зева фигурных пазов дисков. Кроме того, поставленная задача решена и за счет того, что намотку капронового моноволокна производят намоточным устройством через хвостовик, размещенный на боковой поверхности пуансона.
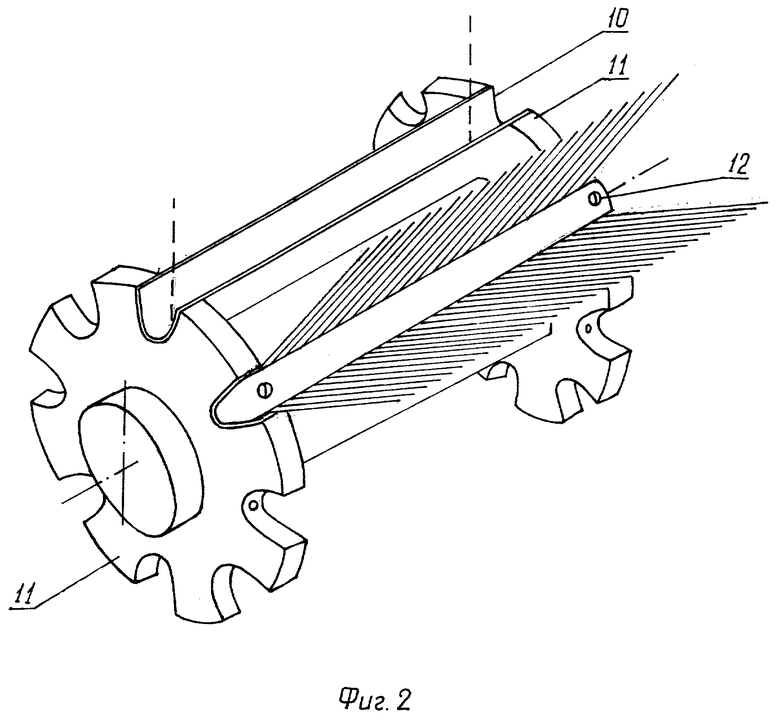
Сущность изобретения поясняется чертежами, где на фиг.1 представлена подготовительная операция, заключающаяся в намотке капронового моноволокна на пуансон с закрепленной к нему верхней прижимной планкой посредством перекидного замка; на фиг.2 - операции установки пуансона в нижнюю пластину, закрепления верхней планки совместно с нижней пластиной путем зажима между ними намотанного ряда моноволокна, разрезания ряда и съем пуансона.
Поворотными замками 1, установленными на обеих боковых поверхностях пуансона 2 через штифты 3, производится фиксирование верхней фигурной планки 4 к пуансону 2. Один из хвостовиков 5 пуансона закрепляется в патроне намоточного устройства, а второй 6, расположенный с ним на одной оси, но с обратной стороны пуансона 2, устанавливается в центре, обеспечивая тем самым жесткое закрепление и взаимную координацию.
Свободный конец капронового моноволокна 7 фиксируют в отверстии 8 на одном конце фигурной планки 4, производят намотку моноволокна на собранную конструкцию в ряд шириной, равной длине пуансона 2, затем обрезают моноволокно, и фиксируют его второй конец в отверстии 9 на противоположном конце планки 4. Затем пуансон 2 с намотанным моноволокном вставляют в нижнюю пластину 10, установленную в фигурные пазы боковых дисков 11. Ослабив крепежные винты 12, выводят замки 1 из зацепления, и затем через отверстия в нижней пластине 10 прикрепляют винтами 12 всю конструкцию к торцевой поверхности двух боковых дисков 11.
С последующим разрезанием намотанного ряда моноволокна по тыльной стороне пуансона 2 и ее снятием с верхней прижимной планки 4 получают два ряда ворсин. И таким образом набирают ряды до полного заполнения образующей щетки с получением цилиндрической формы ворса.
Исполнение верхней пластины в виде фигурной планки с отверстиями для винтов, поворотного замка в виде разрезной пластины, крепежного элемента в виде двух винтов упрощает конструкцию щетки, а исполнение пуансона с центром и с хвостовиком позволит использовать намоточное устройство и тем самым снизить трудоемкость изготовления щетки.
Способ изготовления щетки включает намотку капронового моноволокна на сердечник, состоящий из пуансона и прикрепленной к нему верхней планки, и фиксирование намотанного ворса верхней планкой. Крепление верхней планки к пуансону осуществляют поворотными замками, имеющими прорезные пазы и поджатыми под головками крепежных винтов. Фиксирование намотанного ворса верхней планкой производят крепежными винтами, пропущенными через отверстия на нижней пластине и ввернутыми в резьбовые отверстия в центре зева фигурных пазов дисков. Данный способ снижает трудоемкость процесса изготовления щетки. 1 з.п.ф-лы, 2 ил.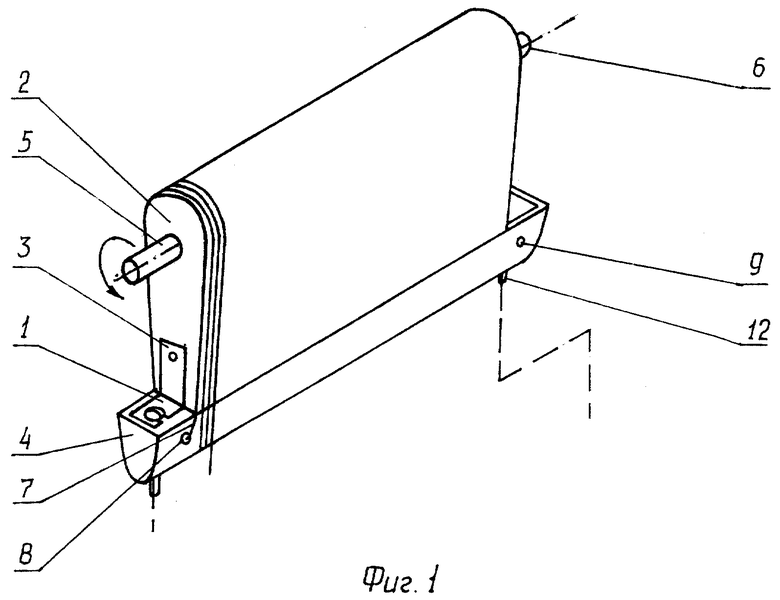
| Способ изготовления механических щеток | 1979 |
|
SU858747A1 |
| US 3533125 A, 13.10.1970 | |||
| US 4498210 A, 12.02.1985 | |||
| US 5490301 A, 13.02.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ЩЕТКИ | 1992 |
|
RU2050812C1 |
