Изобретение относится к производству щеточных изделий и может быть использовано для изготовления металлических щеток, применяемых при механической обработке.
Известен способ изготовления механических щеток, включающий в себя намотку нитевидного материала на составной сердечник, закрепление нитевидного материала в корпусе щетки путем зажима в нем одной из частей сердечника, разрезание нитевидного материала и удаление другой части сердечника [1]
Недостатком этого способа является сложность конструкции щетки и сложность технологии ее изготовления. Корпус щетки состоит из двух частей, скрепляемых болтами.
Каждый из 20-30 элементов ворса крепится в корпусе на своем основании. Изготовление каждого элемента ворса производится отдельно: проволоку наматывают на сердечник, скрепленный с основанием боковыми элементами. После намотки крепежные элементы снимают. Заготовки ворса вставляют основанием в пазы двух частей корпусов, которые затем скрепляют болтами. Затем разрезают ворс каждого мотка и извлекают сердечник.
Корпус и другие элементы щетки, изготовленной по этому способу, могут быть использованы повторно после износа ворса для изготовления щетки. Однако это преимущество практически неосуществимо, так как требует наличия проволоки, оборудования, сердечников с крепежными элементами для навивки. Всего этого большинство потребителей щеток не имеет, поэтому корпуса с износившимся ворсом выбрасываются.
Наиболее близким по технической сущности и решаемой задаче является способ изготовления круглой щетки, при котором образуют моток проволоки навивкой ее на оправку с образованием сгибов на противоположных сторонах мотка, крепят его к ступице путем прижима к желобу, выполненному на ней, с помощью стягивания концов вставленного в моток гибкого удлиненного основания, скрепления концов последнего в кольцо и опрессовывания ступицы для сближения краев желоба друг с другом, и удаляют сгибы мотка. Крепление мотка включает в себя операцию скрутки друг с другом концов вставленного в моток отрезка проволоки, являющегося основанием, фиксирующим ворс. При скрутке уменьшается диаметр основания с притягиванием наружных витков мотка к поверхности желоба ступицы, а внутренних к наружным. Необходима металлическая проволока диаметром, достаточным для того, чтобы после скручивания концов они оставались скрепленными друг с другом за счет остаточной деформации [2]
Этот способ не обеспечивает надежности крепления ворса щетки к ее ступице, так как при скрутке не исключается приложение излишнего усилия с образованием микротрещин на проволоке в местах перехода в скрутку. При работе щетки с высокой частотой вращения (до 4000 об/мин) ворс создает за счет центробежных сил усилия, стремящиеся разорвать основание. Такие разрывы основания с разрушением ворса наблюдались на практике.
Кроме того, скрепление скруткой концов проволочного основания является трудоемкой операцией, требующей дополнительного инструмента или приспособления.
Еще одним недостатком способа прототипа является необходимость иметь для изготовления основания проволоку большего диаметра по сравнению с той, которая идет на ворс.
Задачами, на решение которых направлено заявляемое изобретение, являются: обеспечение надежности крепления ворса к ступице, упрощение операции стягивания концов проволочного основания и их скрепления друг с другом и использование для изготовления основания и ворса одного и того же материала.
Для решения указанных задач в способе изготовления круглой щетки, при котором образуют моток проволоки навивкой ее на оправку, прижимают моток к поверхности желоба металлической ступицы путем стягивания концов вставленного в моток гибкого основания, скрепляют концы последнего друг с другом, опрессовывают ступицу для сближения краев желоба друг с другом и разрезают моток по периферии, согласно изобретению гибкое основание выполнено в виде петли, моток прижимают к ступице путем затяжки петли, а конец последней сгибают в сторону натяжения и заправляют между мотком и краем желоба. Причем петлю гибкого основания образуют путем сложения вдвое его материала, что является предельно простым способом образования петли.
Указанная совокупность существенных признаков заявляемого изобретения связана как причина и следствие с основным достигаемым техническим результатом, т.е. с повышением надежности крепления ворса к ступице, т.к. прижим мотка к желобу ступицы путем затяжки петли не приводит к образованию трещин материала основания, а закрепление конца петли путем его закладки между краем желоба и мотком с последующим зажимом при опрессовке ступицы надежно фиксирует конец петли, что исключает ее ослабление.
Дополнительным результатом, вытекающим из совокупности существенных признаков изобретения, является возможность использования для основания ворса той же проволоки, что идет на формирование мотка (заготовки ворса), что упрощает технологию.
Кроме того, операция затяжки петли по сравнению со скруткой, является менее трудоемкой и не требует дополнительного инструмента или специального приспособления.
Заявителем не обнаружено в литературе описания способа изготовления круглой щетки, в котором прижим мотка проволоки, являющегося заготовкой ворса, к желобу ступицы осуществляется путем затяжки петли с заправкой конца петли между краем желоба и мотком.
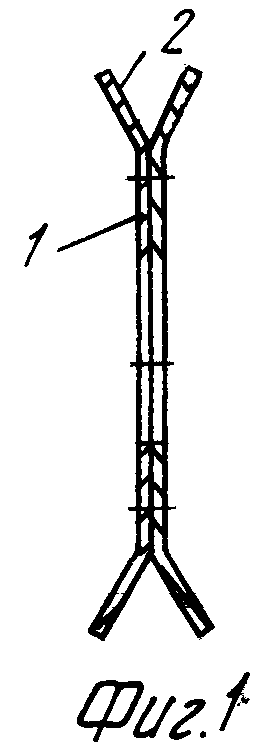
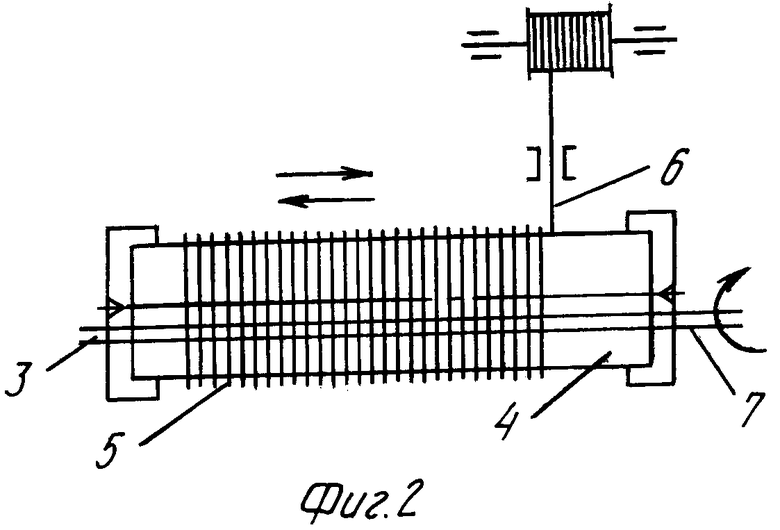
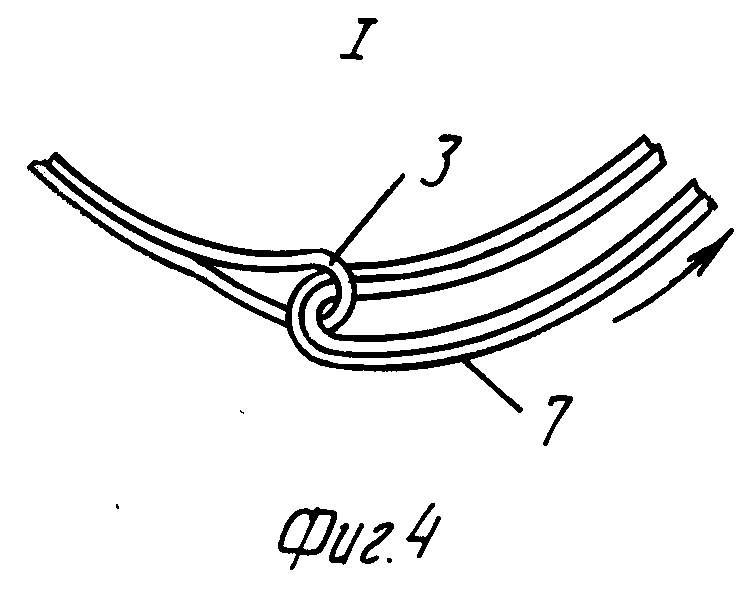
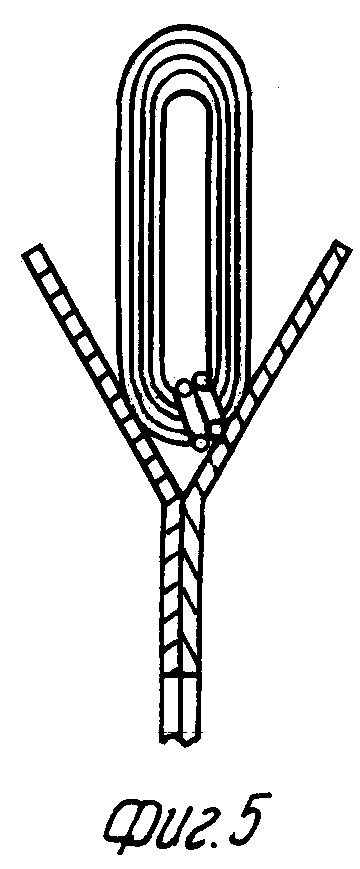
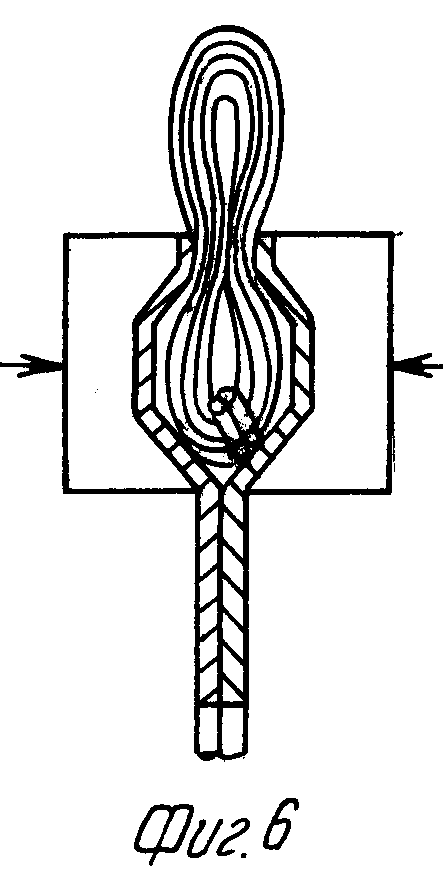
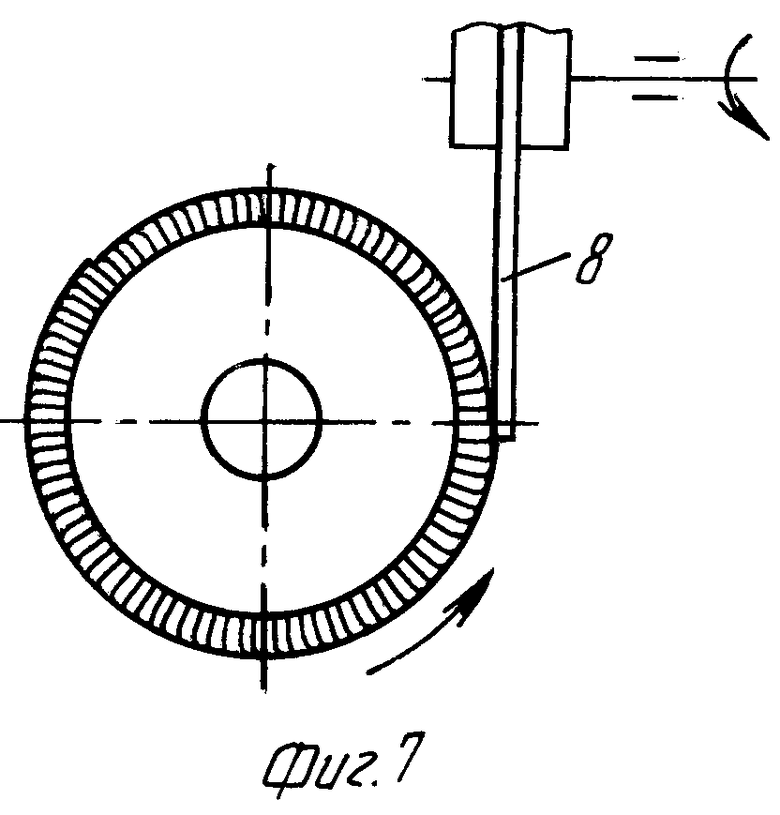
На фиг.1 изображена ступица щетки; на фиг.2 операция формирования мотка проволоки; на фиг.3 установка мотка на желоб ступицы; на фиг.4 затяжка петли и сгиб ее конца в сторону затяжки; на фиг.5 радиальный разрез мотка и ступицы с концом петли между краем желоба и мотком; на фиг.6 опрессовка ступицы; на фиг.7 разрезка мотка по периферии.
Для осуществления способа выполняют следующие операции:
Изготавливают круглую металлическую ступицу 1 с желобом 2 на периферии (фиг. 1); путем складывания надвое отрезка проволоки, например, той же, что идет на формирование ворса, изготавливают основание 3, которое крепят на оправке 4, выполненной из двух линеек (фиг.2); формируют моток 5 проволоки 6 путем навивки ее на оправку 4 (фиг.2), извлекают линейки оправки из мотка. Витки мотка имеют овальную форму за счет сгибов на оправке. Основание 3 расположено в мотке. Укладывают моток 5 в желоб 2 ступицы 1; вставляют свободный (двойной) конец 7 основания 3, выходящий из мотка 5 с одной стороны, в образованную сложением петлю основания, выходящую из другой стороны мотка (фиг. 3); прижимают моток 5 к поверхности желоба 2 ступицы 1 путем натяжения свободного конца 7 основания-петли, сгибают конец 7 в сторону затяжки; заправляют концы 7 между мотком 5 и краем желоба (фиг.5); опрессовывают ступицу для сближения краев желоба друг с другом (фиг.6). Это соединяет в одно целое стороны витков и фиксирует свободный конец 7 основания путем зажима его между витками мотка и поверхностью желоба. После снятия давления края желоба остаются в сближенном друг к другу состоянии за счет их остаточной деформации.
Разрезают моток путем, например, срезки периферийных сгибов витков абразивным кругом 8 при вращении щетки.
П р и м е р. Диаметр щетки 200 мм, ширина ворса 13 мм, ступица диаметром 114 мм, диаметр по желобу 80 мм. Проволока ворса в виде жгута из 9 нитей, диаметр 0,27 мм. Проволока фиксирующего основания: та же, отрезок сложен вдвое. Петля-основание затягивается вручную до прилегания витков к желобу и друг к другу. Расстояние между краями желоба после опрессовки 6,5 мм. Масса обрезанного мотка (ворса) 0,23 кг.
Испытание надежности крепления ворса производится при частоте вращения 6500 об/мин при максимальной частоте вращения, указанной в инструкции по эксплуатации, 4000 об/мин.
Щетки для испытаний берутся произвольно из партий.
Разрывов петли-основания не наблюдалось.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ V-ОБРАЗНОГО ЭЛЕМЕНТА ИЗ ПРОВОЛОКИ И СКРУЧИВАНИЯ ЕГО В ЖГУТ ЩЕТКИ | 2002 |
|
RU2213514C1 |
| УСТАНОВКА ДЛЯ ВТОРИЧНОЙ ОЧИСТКИ КОРПУСОВ ПОМАДНЫХ И ЖЕЛЕЙНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2081610C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОФЛОКИРОВАННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2107764C1 |
| МНОГОСЛОЙНАЯ НАСАДКА | 1995 |
|
RU2090256C1 |
| Устройство для изготовления торцовых щеток | 1983 |
|
SU1253606A1 |
| ГАЛАНТЕРЕЙНОЕ ИЗДЕЛИЕ ДЛЯ ЗАЩИТЫ ОТ ПОРЕЗОВ | 1992 |
|
RU2075957C1 |
| УПЛОТНИТЕЛЬНЫЙ МАТЕРИАЛ В ВИДЕ ШНУРА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ПРОКЛАДКИ | 1995 |
|
RU2108511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯЖИ ИЗ ТРИКОТАЖНОГО ПОЛОТНА ИЗНАНОЧНОЙ НАРЕЗКОЙ | 2019 |
|
RU2718601C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВРАЩЕНИЯ ГОРНЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2034145C1 |
| РАЗБОРНЫЙ КАТАМАРАН | 1992 |
|
RU2032584C1 |

Использование: изобретение может быть использовано для изготовления металлических щеток, применяемых при механической обработке, и позволяет повысить надежность крепления ворса к ступице щетки. Сущность: по этому способу формируют моток проволоки навивкой ее на оправку. Моток прижимают к поверхности желоба металлической ступицы путем затяжки петли, вставленной в моток. Свободный конец петли сгибают в сторону ее затяжки и заправляют между мотком и краем желоба. Затем опрессовывают ступицу для сближения краев желоба друг с другом и разрезают моток по периферии. 7 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ЩЕТКИ, при котором формируют моток проволоки путем навивки ее на оправку, прижимают моток к поверхности желоба металлической ступицы за счет стягивания концов предварительно вставленного в моток гибкого основания, скрепляют концы последнего друг с другом, опрессовывают ступицу для сближения краев желоба друг с другом и разрезают моток по периферии, отличающийся тем, что гибкое основание выполняют в виде петли из сложенного вдвое отрезка проволоки, прижимают к ступице путем затяжки петли, при этом конец последней сгибают в сторону затяжки и заправляют между мотком и краем желоба.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Оправка для намотки нитевидного материала | 1973 |
|
SU627048A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
