Изобретение относится к способу изготовления чип-модуля преимущественно для чип-карты согласно ограничительной части п.1 формулы изобретения.
Чип-карты известны в виде кредитных, телефонных карт и т.п. и содержат чип со встроенной микросхемой, с помощью которого можно хранить данные, информацию и т.п. Обычно чипы перед их встраиванием в чип-карту сначала закрепляют на держателе, а именно на крепежном отрезке держателя, который посредством шлицев отделен от контактных отрезков держателя, представляющих собой присоединительные контакты большой площади. После электрического соединения выводов чипа с соответствующими контактными отрезками держателя чип с выводами заливают на держателе. Блок, состоящий из держателя, чипа и заливочной массы (globe top), называется чип-модулем.
Уже известно использование при изготовлении чип-модуля держателя, штампованного, в частности, из металлической ленты (leadframe). В качестве заливочной массы при этом используют отверждаемую УФ-излучением или термоотверждаемую покрывающую массу или герметик. Проблема при этом заключается, однако, в том, что при нанесении заливочной массы она проникает сквозь шлицы держателя чипа и нежелательным образом попадает на заднюю сторону держателя. Эта проблема решается, правда, известным образом за счет того, что держатель помещают в форму, которая герметизирует его заднюю сторону, однако этот способ изготовления сложен и дорог. Кроме того, ширина изготовленных штамповкой шлицев составляет обычно, по меньшей мере, около 0,13 мм. Эта ширина, однако, еще не слишком велика для надежного предотвращения проникновения жидкотекучей заливочной массы.
В основе изобретения лежит поэтому задача создания способа описанного выше рода, с помощью которого можно было бы изготовлять чип-модули особенно простым и экономичным образом.
Эта задача решается согласно изобретению посредством признаков п.п.1 и 4 формулы изобретения. Предпочтительные формы выполнения изобретения описаны в зависимых пунктах.
У способа согласно изобретению по п.1 после штамповки держателя чипа расстояние между крепежным и контактными отрезками держателя уменьшают за счет осуществляемой, по меньшей мере, в зоне вблизи шлицев операции чеканки до величины, препятствующей протеканию заливочной массы.
За счет операции чеканки (операция прессования и высадки) может быть достигнута ширина шлицев, которая слишком мала для проникновения заливочной массы. Шлицы имеют после операции чеканки ширину, например, 4-7 мкм, т.е. ширину, которая не может быть достигнута за счет предшествующей операции штамповки. Подобного рода держатель чипа, изготовленный в процессе штамповки и чеканки, может быть изготовлен очень экономичным образом и с очень коротким временем такта, что значительно сокращает расходы на изготовление всего чип-модуля. Кроме того, за счет операции чеканки в держателе сбоку рядом со шлицами возникает дополнительное углубление, благодаря чему повышается сцепление заливочной массы с держателем.
Целесообразно толщину материала держателя уменьшают за счет операции чеканки приблизительно на 50% первоначальной толщины.
Кроме того, задача решается посредством способа, при котором после штамповки держателя за счет операции чеканки в граничащей со шлицами зоне на противоположной чипу стороне держателя выполняют углубление, причем углубление образует приемное пространство для проникающей сквозь шлицы заливочной массы.
Также здесь держатель опять-таки изготовляют путем комбинации операций штамповки и чеканки, что обеспечивает значительное сокращение расходов и очень быстрое изготовление. В этом случае, однако, не причиняется вреда, если небольшие количества заливочной массы попадут на заднюю сторону держателя, поскольку выполненные там углубления образуют сборное пространство для этой заливочной массы и потому уменьшают опасность выступания заливочной массы за главную плоскость задней стороны.
Изобретение более подробно поясняется ниже на примерах с помощью фигур, изображающих:
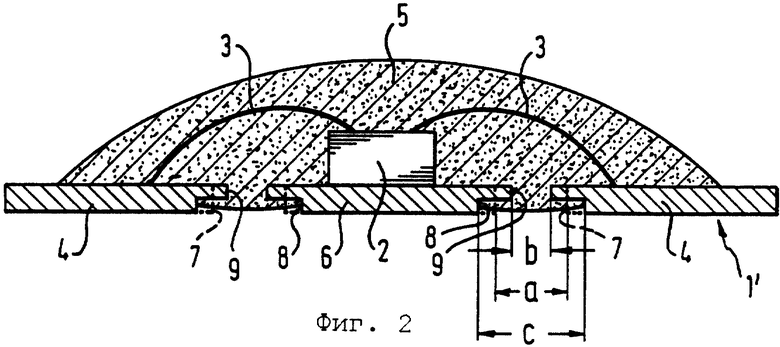
- фиг.1: схематично сечение чип-модуля для пояснения первой формы выполнения способа согласно изобретению;
- фиг.2: схематично сечение чип-модуля для пояснения второй формы выполнения способа согласно изобретению.
Изображенный на фиг. 1 чип-модуль состоит, в основном, из держателя 1, расположенного на держателе 1 чипа 2 с выводами 3, электрически соединенными с контактными отрезками 4 держателя, и заливочной массы 5 (globe top), которую наносят на верхнюю сторону держателя 1 и которая полностью закрывает чип 2, а также выводы 3 и фиксирует их на держателе 1.
Держатель 1 состоит из тонкой металлической ленты, которую посредством штамповки разделяют на контактные отрезки 4 и расположенный на расстоянии между ними, несущий чип 2 крепежный отрезок 6. Непосредственно после операции штамповки держатель 1 имеет между контактными отрезками 4 и крепежным отрезком 6 шлицы 7, расположенные друг от друга на расстоянии а. На фиг.1 форма держателя после операции штамповки в зоне шлицев 7 обозначена точечными линиями. Расстояние а составляет, например, 0,15-0,20 мм, и тем самым оно не препятствовало бы проникновению соответственно жидкотекучей заливочной массы 5 сквозь шлицы 7 на нижнюю сторону держателя 1.
Во избежание подобного проникновения (нанесенной позднее) заливочной массы 5 на следующем этапе с верхней стороны держателя 1 выполняют операцию чеканки в зоне шлицев 7. За счет этого в зоне шлицев 7 возникает углубление 8, вызывающее сжатие шлицев 7 до существенно меньшего размера b, например 0,05 мм. Эти суженные шлицы обозначены на фиг. 1 поз.9. Расстояние между крепежным отрезком 6 и контактными отрезками 4 держателя после операции чеканки, с одной стороны, достаточно велико, для того чтобы электрически изолировать контактные отрезки 4 от крепежного отрезка 6, а, с другой стороны, также достаточно мало, для того чтобы надежно предотвратить проникновение заливочной массы 5. Целесообразно ширину шлицев 9 согласуют с вязкостью заливочной массы 5.
После операции чеканки чип 2 закрепляют обычным образом на крепежном отрезке 6 держателя, после чего выводы 3 направляют к контактным отрезкам 4 и фиксируют на них. В качестве последнего этапа изготовления чип-модуля заливочную массу 5 наносят по всему устройству изображенным на фиг.1 образом, в результате чего чип 2 и выводы 3 полностью залиты, а также защищены и фиксированы внутри заливочной массы 5.
У изображенного на фиг.2 примера выполнения альтернативного чип-модуля сначала посредством штамповки также изготовляют держатель 1' чипа, причем шлицы 7 между крепежным отрезком 6 и контактными отрезками 4 изготовляют шириной а (см. точечные линии).
В противоположность примеру выполнения на фиг.1 у примера выполнения на фиг. 2 углубления 8 выполняют посредством чеканки не с верхней, а с задней стороны держателя 1' в зоне шлицев 7, имеющих ширину с. В изображенном примере выполнения глубина углублений 8 составляет около 50% толщины держателя 1'. За счет операции чеканки шлицы 7 также сужаются до размера b, который в этом случае может быть, однако, настолько большим, чтобы нанесенные позднее заливочные массы 5 могли проникнуть сквозь суженные шлицы 7 к задней стороне держателя 1'. В этом случае углубления 8 служат приемным пространством для проникающей сквозь них части заливочной массы 5, благодаря чему значительно уменьшается опасность выступания заливочной массы 5 за заднюю сторону держателя 1'.
В качестве заливочной массы 5 целесообразно используют быстротвердеющую покрывающую массу, например отверждаемую УФ-излучением или термоотверждаемую покрывающую массу.
Обе изображенные на фиг.1 и 2 формы выполнения дают то преимущество, что за счет комбинации операций штамповки и чеканки держатель 1, 1' может быть изготовлен очень быстрым и экономичным образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОСИМЫЙ НОСИТЕЛЬ ДАННЫХ | 2001 |
|
RU2234130C2 |
| БИОМЕТРИЧЕСКИЙ ДАТЧИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2220450C2 |
| КОНТАКТИРОВАНИЕ ПОЛУПРОВОДНИКОВЫХ МИКРОСХЕМ В ЧИП-КАРТАХ | 2002 |
|
RU2265886C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННЫХ ЧИП-КАРТ | 2001 |
|
RU2230362C1 |
| ПОЛУПРОВОДНИКОВОЕ УСТРОЙСТВО С ИНТЕГРАЦИЕЙ ПО ВЕРТИКАЛИ | 1999 |
|
RU2213391C2 |
| СЕНСОРНОЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ БИОМЕТРИЧЕСКИХ ПРИЗНАКОВ, В ОСОБЕННОСТИ ОТПЕЧАТКОВ ПАЛЬЦЕВ | 1999 |
|
RU2214627C2 |
| МОДУЛЬ ДЛЯ БЕСКОНТАКТНЫХ ЧИП-КАРТ ИЛИ СИСТЕМ ИДЕНТИФИКАЦИИ | 2004 |
|
RU2282893C2 |
| МОДУЛЬ КАРТОЧКИ С ИНТЕГРАЛЬНОЙ СХЕМОЙ ДЛЯ БИОМЕТРИЧЕСКИХ СЕНСОРОВ | 1999 |
|
RU2198427C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНТАКТНОЙ ЧИП-КАРТЫ И БЕСКОНТАКТНАЯ ЧИП-КАРТА | 2005 |
|
RU2291484C2 |
| УСТРОЙСТВО КОДИРОВАНИЯ | 2000 |
|
RU2231229C2 |
Изобретение относится к способу изготовления чип-модуля преимущественно для чип-карты. Электронный чип располагают на крепежном отрезке штампованного держателя из металла, и выводы чипа направляют к контактным отрезкам держателя, расположенным на расстоянии от крепежного отрезка держателя, посредством шлицев. Чип с выводами герметизируют на держателе посредством заливочной массы. При этом после штамповки держателя расстояние между его крепежным отрезком и контактными отрезками уменьшают за счет осуществляемой, по меньшей мере, в зоне вблизи шлицев операции чеканки до величины, препятствующей протеканию заливочной массы. Либо после штамповки держателя посредством операции чеканки в граничащей со шлицами зоне на противоположной чипу стороне держателя выполняют углубление, причем углубление образует приемное пространство для проникающей сквозь шлицы заливочной массы. В результате такого решения исключается проникновение заливочной массы сквозь шлицы держателя чипа и попадание ее на заднюю сторону чипа, способ обеспечивает простоту и экономичность изготовления чип-модуля. 2 с. и 2 з.п. ф-лы, 2 ил.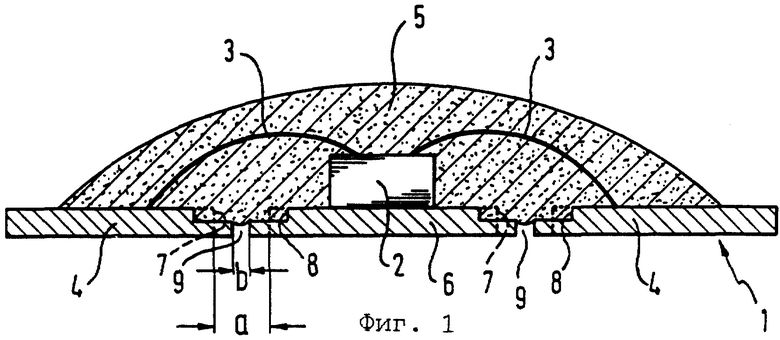
| 0 |
|
SU359632A1 | |
| US 5122860 А, 16.06.1992 | |||
| DE 4336501 А, 27.04.1995 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСБОРКИ | 1992 |
|
RU2039397C1 |
| Интегральная микросхема | 1987 |
|
SU1583995A1 |
