Изобретение относится к звукопоглощающему элементу, звукопоглощающей системе и способам их производства и использования.
В данной области техники известны звукопоглощающие элементы различных типов. Демпфирующие материалы, которые устанавливают на потолке, часто состоят из перфорированной пластины со звукопоглощающим материалом в виде поглощающего войлока или некоторого другого волокнистого материала, помещаемого на заднюю сторону пластины. Эти пластины размещают на определенном расстоянии от действительного потолка. Это и тот факт, что звукопоглощающий материал сам занимает определенное место, означает, что имеющаяся высота в комнате уменьшается. Другие типы акустических плиток, выполненных из волокон, стекловолокна или асбеста, проявляют недостатки главным образом в процессе установки, но также в процессе удаления, так как манипулирование с ними опасно для здоровья. В качестве поглощающих элементов также используются вспененные пластмассы. Эти материалы имеют очевидный недостаток, заключающийся в их воспламеняемости. Вспененные пластмассы часто имеют малый срок службы, после которого они разрушаются.
В патенте Швеции 207484 описан звукопоглощающий элемент для потолков, стен или аналогичных применений. Элемент согласно патенту состоит из одной пластины или длинного рулона материала, в котором делают большое количество отверстий, расположенных в виде параллельных рядов, где части элемента, лежащие между соседними и параллельными щелями, выдавливают из плоскости пластины и упомянутые части присоединяются к элементу заслонки. Тем самым все выступающие части располагаются в плоскости, параллельной, но расположенной вне внешней плоскости пластины. Таким образом, отверстия образованы щелями аналогичного размера, ориентированными перпендикулярно плоскости материала. Каждая щель находится рядом с пластиной и выступом, присоединенным к пластине заслонками. Эти выступы ориентированы практически параллельно пластине. Если бы верхняя поверхность выдавленных выступов была бы ниже нижней поверхности пластины то, как утверждается в патенте, не образовывались бы щели, то есть, исключительно вертикально ориентированная щель через пластину не является предметом заявления в формуле изобретения патента, а выступ должен образовываться так, чтобы выступ по существу выдавливался за поверхность пластины.
Аналогичная конструкция известна из выложенной заявки Швеции 394126, где описан металлический лист, который имеет большое количество выступающих сегментов в виде параллельных ребер, каждый из которых состоит из части металлической пластины, которая лежит между двух продольно ориентированных щелей и где вырезанные поверхности каждого вытупающего сегмента выталкиваются за центральную плоскость пластины.
Известны также, например, из выложенной заявки Швеции 325694 и патента США 2009512 комбинации пластин со сквозными щелями различных форм в комбинации со слоем дополнительного звукопоглощающего материала.
Кроме вышеупомянутых пластин имеются различные поглощающие панели из прессованных волокон и пористых материалов в комбинации с пластинами или отдельных.
Общей особенностью известных устройств является то, что звук проникает в пластину через отверстия, и щели имеют довольно большие размеры, и что сама пластина работает в качестве резонансного поглотителя. Для дальнейшего увеличения энергетических потерь, то есть увеличения звукопоглощения за отверстиями или щелями размещают слой, обладающий аэродинамическим сопротивлением.
Эти более ранние типы перфорированных акустических плиток являются плитками такого типа резонатора Гельмгольца, то есть резонансного поглотителя, где пластина, имеющая отверстия, устанавливается на определенном расстоянии от жесткой стенки.
В статье H.V. Fuchs, Einsatz mikroperforierter Platten als schallabsorber mit inharenter Dampfung, Acustica vol. 81 (1995), p. 107-116 описана теория звукопоглотителей другого типа.
В статье описано, как может использоваться пластина с микроотверстиями для достижения широкополосного поглощения.
Теоретически обосновывается, что колебания в воздухе (равносильные звуку) эффективно демпфируются путем воздействия сдвигающих сил внутри малых отверстий и что таким образом достигается широкополосное поглощение без использования дополнительных волокон или других пористых материалов. В статье описаны отверстия, выполняемые посредством луча лазера.
Однако в вышеуказанной статье делается вывод, что стоимость изготовления этих пластин является значительной и при использовании жестких и/или толстых материалов стоимостные соображения делают их использование невозможным. Теория микроотверстий обсуждалась с 1950 года, но трудности изготовления такого большого количества и таких малых отверстий предотвращали практическое использование микроотверстий в качестве звукопоглощающего средства.
Таким образом, было показано, что звукодемпфирующие элементы, согласно уровню техники на данном этапе, например резонаторы типа резонаторов Гельмгольца, кроме первых упомянутых недостатков также имеют тот недостаток, что должна использоваться для достижения желаемого поглощения в широком частотном диапазоне.
Также было показано, что звукодемпфирующие элементы, использующие микроотверстия, являются очень дорогими в производстве, например, при использовании луча лазера, как описано в вышеупомянутой статье.
Основной задачей этого изобретения является разработка звукопоглощающего элемента, имеющего характеристики широкополосного поглощения, который состоит из одной пластины, которую легко устанавливать и производить и не требуется дополнительного слоя волокна или тому подобного.
Другой задачей является разработка звукопоглощающего элемента, который может быть легко сформован в двух или трех измерениях, который поддается сварке и легко очищается даже с помощью средств с высоконапорной струей или другой очищающей техники, включающей различные виды моющих средств.
Еще одной задачей является разработка звукопоглощающего элемента, который является экономически выгодным из-за способа его производства.
Еще одной задачей является разработка звукопоглощающего элемента, который обладает жаростойкостью и может выдерживать тяжелые условия, например коррозионную среду.
Следующей задачей является разработка звукопоглощающего элемента, имеющего декоративный эффект.
Здесь показано, что с помощью звукопоглощающего элемента согласно изобретению и способа производства этого звукопоглощающего элемента можно достичь превосходного звукопоглощения в практически всей действительной ширине полосы частот. Вышеуказанные задачи решаются с помощью описанного ниже технического решения.
Звукопоглощающий элемент согласно изобретению состоит из листа материала с отверстиями, при этом лист материала является самонесущим, в листе сформированы отверстия в виде микрощелей, которые распределены на некотором расстоянии друг от друга по ширине и длине листа, в котором, по крайней мере, часть листа, близкая к каждой микрощели, частично выдавлена из плоскости листа.
Для улучшения характеристик элемента, частично выдавленные части посредством легкой прокатки листа материала частично возвращены в плоскость листа.
Различные варианты выполнения звукопоглощающего элемента предполагают следующее.
Микрощели звукопоглощающего элемента имеют максимальную ширину приблизительно в пределах 0,01-0,8 мм, предпочтительно в пределах 0,05-0,5 мм и наиболее предпочтительно в пределах 0,1-0,4 мм.
Длины микрощелей звукопоглощающего элемента находятся в пределах 3-20 мм, предпочтительно в пределах 4-10 мм и наиболее предпочтительно в пределах 5-6 мм.
Лист материала звукопоглощающего элемента имеет степень перфорирования в пределах 10-40%, предпочтительно в пределах 15-30%, наиболее предпочтительно в пределах 20-30%.
Лист материала звукопоглощающего элемента имеет толщину в пределах 0,1-10 мм, предпочтительно в пределах 0,1-5 мм.
Лист материала звукопоглощающего элемента выполнен из металла, предпочтительно выбранного из группы, состоящей из нержавеющей стали, алюминия или алюминиевого сплава.
Лист материала звукопоглощающего элемента выполнен из пластмассы.
Звукопоглощающая система элементов согласно изобретению выполнена таким образом, что, по крайней мере, два отдельных элемента по любому из описанных вариантов соединены для формирования блока или что, по крайней мере, два из упомянутых элементов расположены параллельно с заданным промежутком между ними.
Способ производства звукопоглощающего элемента по любому из ранее описанных вариантов заключается в том, что лист материала обрабатывают режущим инструментом, который изготовлен с возможностью надавливания на лист на заданных расстояниях вдоль длины и ширины с образованием отверстий в виде микрощелей, в которых обработанный лист частично растрескивается и, по крайней мере, часть листа, близкая к щели целиком или частично выдавливается из плоскости материала.
Предпочтительно, что выступающие части листа материала посредством процесса легкой прокатки целиком или частично возвращают обратно в плоскость листа.
Способ производства звукопоглощающей системы звукопоглощающих элементов, выполненных согласно изобретению, характеризуется тем, что звукопоглощающие элементы формируют в два или множество слоев с сохранением между элементами заранее установленного расстояния.
Звукопоглощающее устройство согласно изобретению включает звукопоглощающие элементы по любому из описанных выше вариантов, при этом звукопоглощающему элементу или элементам придана заранее определенная форма.
Предлагается простой элемент, который легко производить и устанавливать и который выдерживает высокие температуры, химическую окружающую среду и является самонесущим.
Предлагаемый элемент может формоваться и свариваться, и является тонким, легковесным и гибким, что важно при монтаже.
Кроме того, предлагаемый элемент является регулируемым для соответствия различным акустическим требованиям путем изменения количества щелей на 1 м2 и также путем изменения формы щели. Кроме того, характеристики элемента можно предсказать, что означает, что элемент или система элементов может подгоняться к различным целям использования.
Также элемент показывает очень высокую эффективность в демпфировании шума машин. Таким образом, он может использоваться в машинных отделениях, в станках и средствах передвижения. При использовании в звукоглушителях, часть или весь глушитель могут изготовляться из предлагаемого элемента.
Пригодность элемента для вышеупомянутых применений зависит не только от превосходной способности формироваться и возможности прикрепления элемента к металлическим конструкциям хорошо известными способами, как, например, сваркой, но также таких свойств, как жаростойкость и стойкость к мытью.
Дополнительные особенности элемента и способа согласно изобретению перечислены в зависимых пунктах формулы изобретения.
Изобретение описывается ниже со ссылкой на прилагаемые чертежи, на которых:
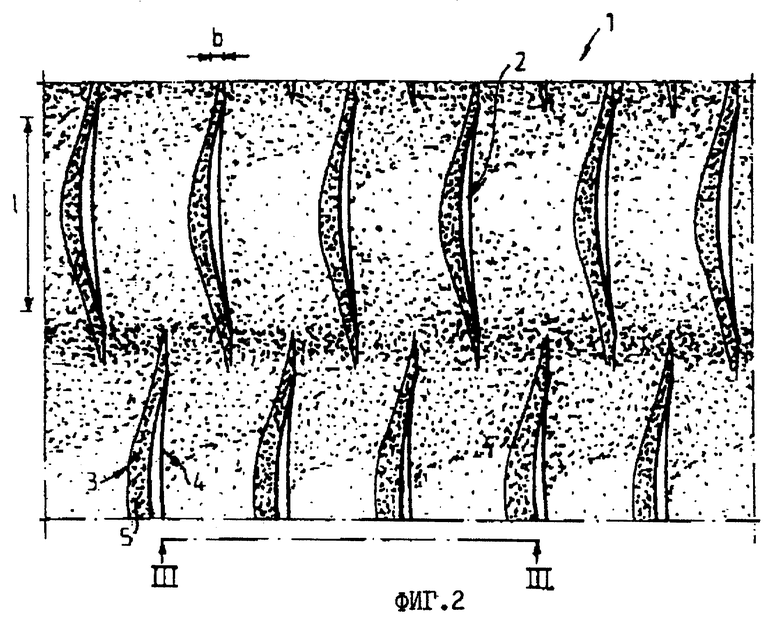
фиг. 1 изображает вид сверху одного воплощения части элемента согласно изобретению;
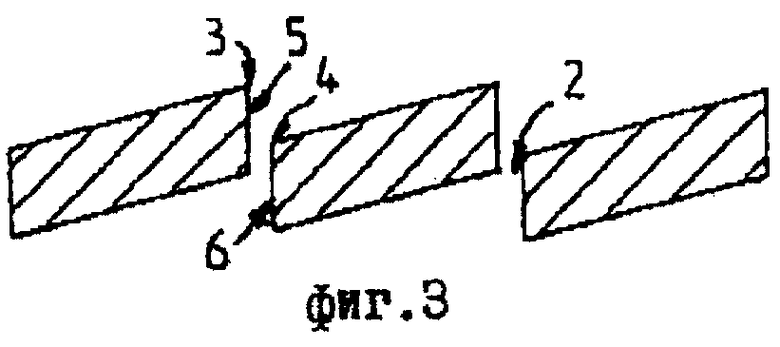
фиг.2 - часть поверхности элемента по фиг.1 в увеличенном масштабе;
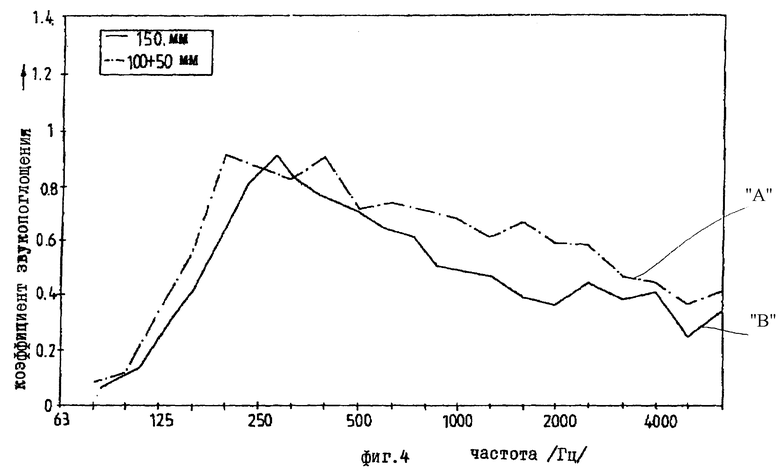
фиг.3 - профиль, соответствующий отмеченной линии на фиг.2 через ряд щелей, где они имеют наибольшую ширину;
фиг. 4 - две сравнительные кривые изменения коэффициента звукопоглощения по частоте для двух вариантов воплощений элемента согласно изобретению.
На фиг.1 показан вид сверху части звукопоглощающего элемента 1 с микрощелями 2. Рисунок, формируемый щелями, представляет только один пример из многих возможных размещений щелей. Взаимная связь между щелями, в частности, зависит от того, на какой части поверхности формируются щели.
Конечно рисунок может создаваться с целью достижения специального декоративного эффекта, не лишая возможности изменения формы щелей и их количества, так что достигается желаемое звукопоглощение. Щели на элементе, показанном на фиг.1, расположены в рядах и эти ряды взаимно смещены. Благодаря этому рисунку, повышается жесткость элемента, так как он становится слегка гофрированным, что означает, что может использоваться более тонкий материал, чем при отсутствии гофрирования.
Фиг. 2 представляет собой часть фиг.1 в увеличенном масштабе, где щели могут быть видны более детально. На фиг.2 отмечены максимальная ширина b и длина l микрощелей. Микрощели в показанном воплощении были выполнены путем механической обработки рулона материала режущим инструментом, который с одного края имеет волнистую форму напротив другого края. При оказании нужного давления на плоскость материала образуются щели 2 с первыми и вторыми краями щели 3 и 4, соответственно образуемым там, где выступающие зубья на краю инструмента оказывают давление на плоскость материала, что при определенной срезающей силе на одном краю 3 щели должно частично выдавливать плоскость с образованием щели 2. Область 5 показывает край щели 3, несколько деформированный в процессе выполнения технологической операции. Другой край 4 щели не может быть виден на фиг.2. Эта механическая обработка материала может выполняться посредством режущих устройств нескольких типов.
При выполнении этой режущей операции, конечно, предполагается, что давление управляется, так что длина и размер щелей являются такими, как предназначено и материал не отрезается. Определение правильных параметров для режущей операции может быть сделано квалифицированным специалистом в рамках изобретения. Путем смещения зубчатого края инструмента в показанном примере в каждом последующем ряду на половину формы волны между зубьями щели будут иметь зигзагообразную форму в продольном направлении.
На фиг.3 схематично показано сечение по линии III-III на фиг.2. На фиг.3 можно увидеть, что микрощели 2 ориентированы перпендикулярно плоскости материала 1. Частичная деформация металла, вызванная срезающей операцией, не отражена на этой фигуре. В срезающей операции для получения щели 2 срезающая поверхность 6 выдавливается более, чем на толщину плоскости материала. Следовательно, выступы прокатываются, так что они остаются в желаемом положении, более или менее выступая с плоскости материала.
Путем изучения фигур, особенно фиг.2, можно определить форму щелей. Щели имеют удлиненную форму, сужаясь на концах, и лежат практически в плоскости элемента. Из-за изменяющейся ширины щелей должен поглощаться звук в широком частотном диапазоне, то есть возникает препятствие продвижению звуковых волн с различной длиной волны, благодаря наличию участков щелей различной ширины.
Подходящая длина щелей находится в пределах 3-20 мм. Хорошие результаты достигнуты с длинами в пределах 4-10 мм и с длинами около 5-6 мм. Максимальная ширина щелей в плоскости элемента может изменяться в пределах 0,01-0,8 мм, предпочтительно в пределах 0,05-0,5 мм с наиболее предпочтительной шириной в пределах 0,1-0,4 мм.
На фиг.4 показаны две кривые, иллюстрирующие звукопоглощение, создаваемое двумя различными воплощениями изобретения. Сплошной линией А показана кривая поглощения, когда элемент установлен согласно стандарту 356 Международной организации по стандартизации на расстоянии 150 мм от стенки. Кривая В показывает поглощение, когда два аналогичных элемента установлены один наверху другого, один на расстоянии 100 мм и другой на расстоянии 150 мм от стенки. Все элементы, используемые в измерениях, имели аналогичную конструкцию, то есть на всех использованных элементах было то же самое количество щелей одинакового вида. Из кривых можно сделать заключение, что при установке двух отдельных элементов один наверху другого достигается лучшее поглощение практически во всем частотном диапазоне по сравнению с использованием одного единственного элемента. Аналогичные кривые, полученные в результате проведения измерений на элементах другой конструкции (с различным размером и плотностью щелей) будут иметь несколько другой вид, хотя общие результаты множественных элементов будут практически как в показанном примере.
Материалами, из которых производятся элементы, предпочтительно являются металлы. Примерами подобных металлов являются нержавеющая сталь, алюминий и алюминиевые сплавы. Конечно могут также использоваться другие металлы или сплавы. Возможно, что в определенных применениях могут использоваться подходящие пластмассы.
Конечно элемент согласно изобретению может изготовляться в виде модулей различных размеров, готовых к установке, а также в виде рулонов или листов, которые позже должны разрезаться для того, чтобы быть пригодными для достижения желаемой цели. Элемент может также независимо от щелей формироваться таким образом, чтобы элемент стал более жестким, например путем фальцовки и тому подобного. Как очевидно квалифицированному специалисту, изготовляемые готовые модули могут снабжаться рамами, зажимами и т.д. Квалифицированным специалистом могут изготовляться другие модификации без отхода от идеи изобретения, выраженной в следующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗВУКОПОГЛОЩАЮЩЕЕ ПРОТОЧНО-КАНАЛЬНОЕ УСТРОЙСТВО | 2006 |
|
RU2425989C2 |
| ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2008 |
|
RU2462768C2 |
| ЗВУКОПОГЛОЩАЮЩИЙ ИЗОЛЯЦИОННЫЙ ЭЛЕМЕНТ С УПРОЧНЯЮЩИМИ ВДАВЛЕННЫМИ УЧАСТКАМИ | 2007 |
|
RU2413855C2 |
| Звукопоглощающий элемент | 1980 |
|
SU1079183A3 |
| Звукопоглощающий элемент | 1990 |
|
SU1772330A1 |
| ЗВУКОПОГЛОЩАЮЩИЙ БЛОК И СПОСОБ ЕГО СБОРКИ | 2005 |
|
RU2345197C2 |
| ЗВУКОПОГЛОЩАЮЩЕЕ АКУСТИЧЕСКОЕ ОГРАЖДЕНИЕ | 2016 |
|
RU2637593C2 |
| Звукопоглощающая конструкция и звукоизолированное помещение | 2017 |
|
RU2721615C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2008 |
|
RU2495500C2 |
| Звукопоглощающая конструкция крыши большого помещения с сокращенным временем реверберации | 2018 |
|
RU2769015C2 |
Изобретение относится к области строительства, в частности к изоляционным работам. Задачей изобретения является создание звукопоглощающего элемента, имеющего характеристики широкополосного поглощения, легкого в установке и производстве, не требующего дополнительного слоя волокна или подобных материалов. Звукопоглощающий элемент состоит из листа материала с отверстиями, при этом лист материала является самонесущим, и в нем сформированы отверстия в виде щелей, которые распределены на некотором расстоянии друг от друга по ширине и длине листа, в котором, по крайней мере, часть листа, близкая к каждой щели, частично выдавлена из плоскости листа. При производстве лист материала обрабатывают режущим инструментом, который изготовлен с возможностью надавливания на лист на заданных расстояниях вдоль длины и ширины с образованием отверстий в виде микрощелей, в которых обработанный лист частично растрескивается и, по крайней мере, часть листа, близкая к щели, целиком или частично выдавливается из плоскости материала. Из звукоизолирующих элементов создают звукопоглощающую систему, для чего звукопоглощающие элементы формируют в два или множество слоев с сохранением между элементами заранее установленного расстояния, а также звукопоглощающее устройство, которое включает звукопоглощающие элементы, при этом звукопоглощающему элементу или элементам придана заранее определенная форма. 5 с. и 8 з.п. ф-лы, 4 ил.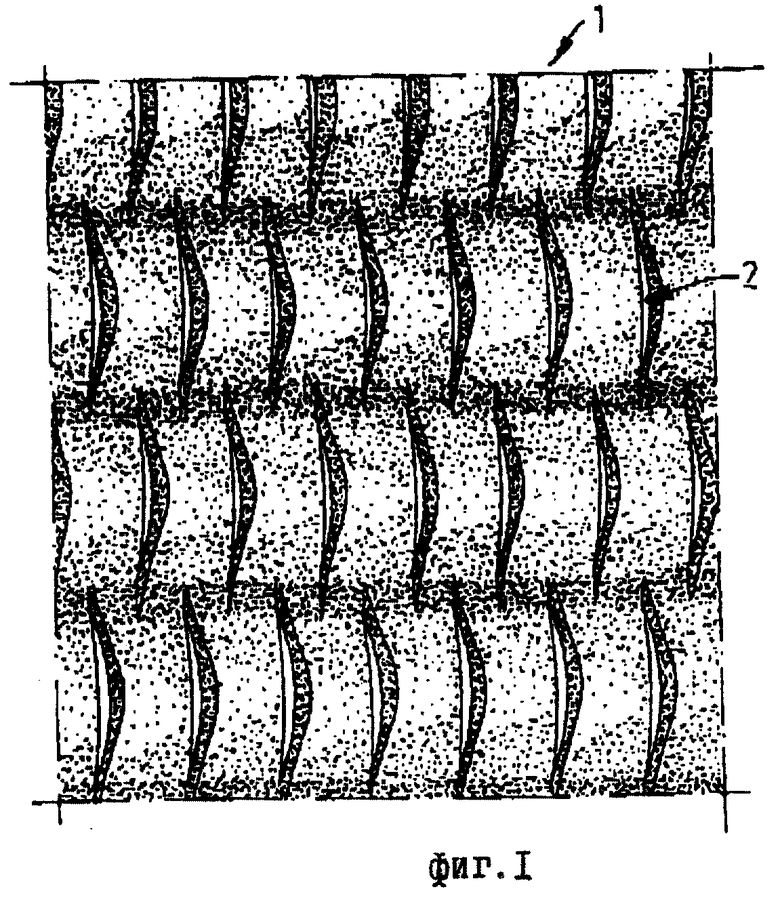
| Автоматизированный комплекс для многопереходной листовой штамповки | 1982 |
|
SU1015984A1 |
| БАЗОВАЯ СТАНЦИЯ | 2008 |
|
RU2439849C2 |
| Способ изготовления объемных звукопоглотителей из офактуренных акустических плит | 1983 |
|
SU1127957A1 |
| ПЫЛЕОТДЕЛИТЕЛЬ ДЛЯ ПЫЛЕСОСА | 2005 |
|
RU2308869C2 |
| Система управления вибрационными испытаниями | 1981 |
|
SU974181A2 |
| СПОСОБ ЗАПУСКА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С ВОСПЛАМЕНЕНИЕМ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2009 |
|
RU2457350C1 |
| Устройство для контроля состояния газотурбинного двигателя | 1977 |
|
SU665108A1 |
