ел
;о
00 4
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процесса листовой штамцоБКИ крупногабаритных деталей в различных отраслях машиностроения.
Наиболее близким к предлагаемому является автоматизированный комплекс для многопереходной листовой штамповки, содержащий пресс, подъемный стол для укладк стопы заготовок, механизм отделения листа от стопы, механизм подачи листа в рабочую зону, приемный стол, укладчик заготовок на него, оснащенный траверсой с захватными органами 1.
Недостатком этого автоматизированного комплекса является невозможность штамповки деталей с кантовкой заготовки при осуществлении технологического процесса.
Цель изобретения - расширение технологических возможностей устройства путем обеспечения поворота заготовок в процессе -штамповки.
Поставленная цель достигается тем, что автоматизированный комплекс для многопереходной листовой штамповки, содержаший пресс, подъемный стол для укладки стопы заготовок, механизм отделения листа от стопы, механизм подачи листа в рабочую зону, приемный стол, укладчик заготовок на него, оснащенный траверсой с захватными органами, снабжен кантователем, установленным за укладчиком заготовок по ходу технологического процесса и выполненным в виде расположенной на валу с возможностью поворота вокруг горизонтальной оси рамки с закрепленными на ее нижнем и верхнем торцах захватными органами и установленных на общей оси с возможностью поворота в вертикальной плоскости рычагов, свободные концы которых связаны с горизонтальной осью рамки, укладчик заготовок выполнен в виде закрепленных на общей оси с возможностью поворота в вертикальной плоскости рычагов, свободные концы которых соединены поперечиной, траверса закреплена на поперечине с возможностью поворота относительно нее в горизонтальной плоскости и снабжена приводом поворота.
Захватные органы выполнены электромагнитными.
Приемный стол выполнен подъемным.
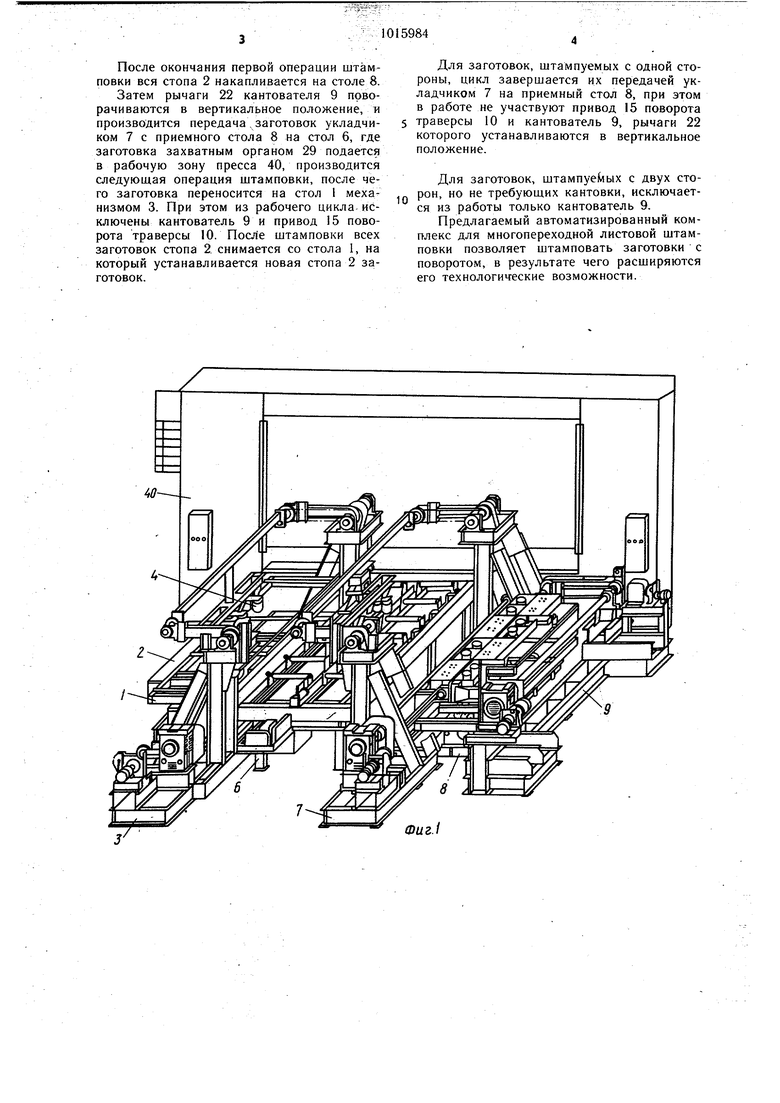
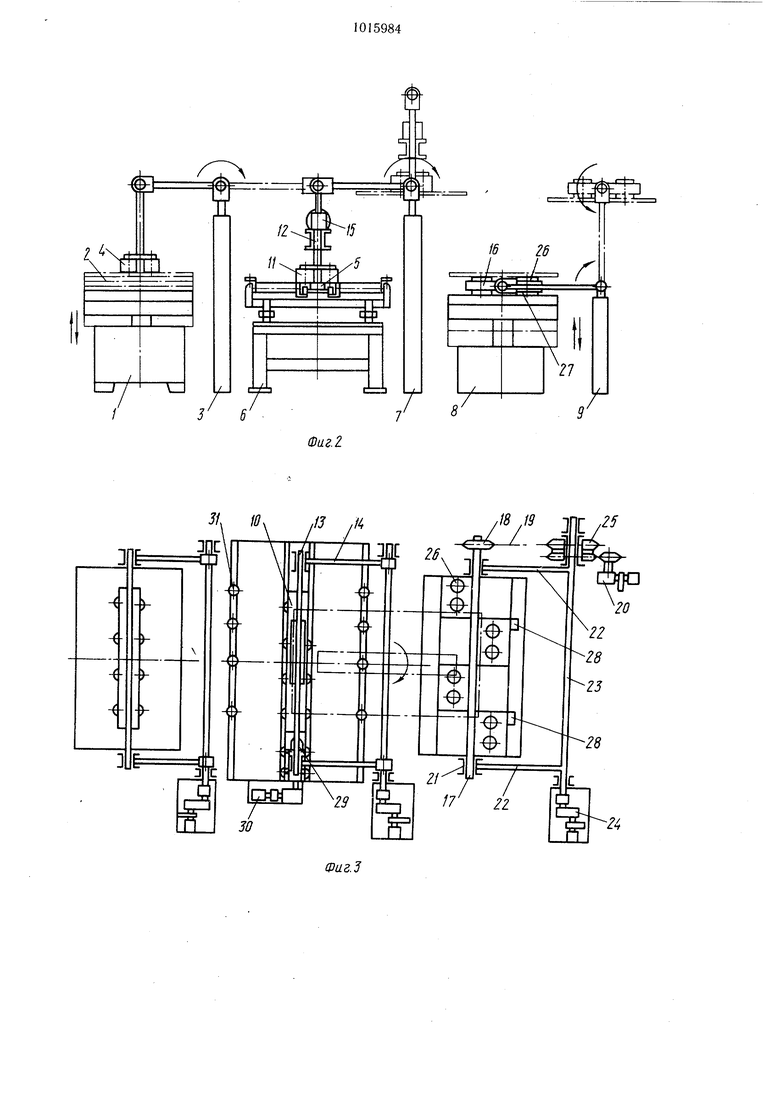
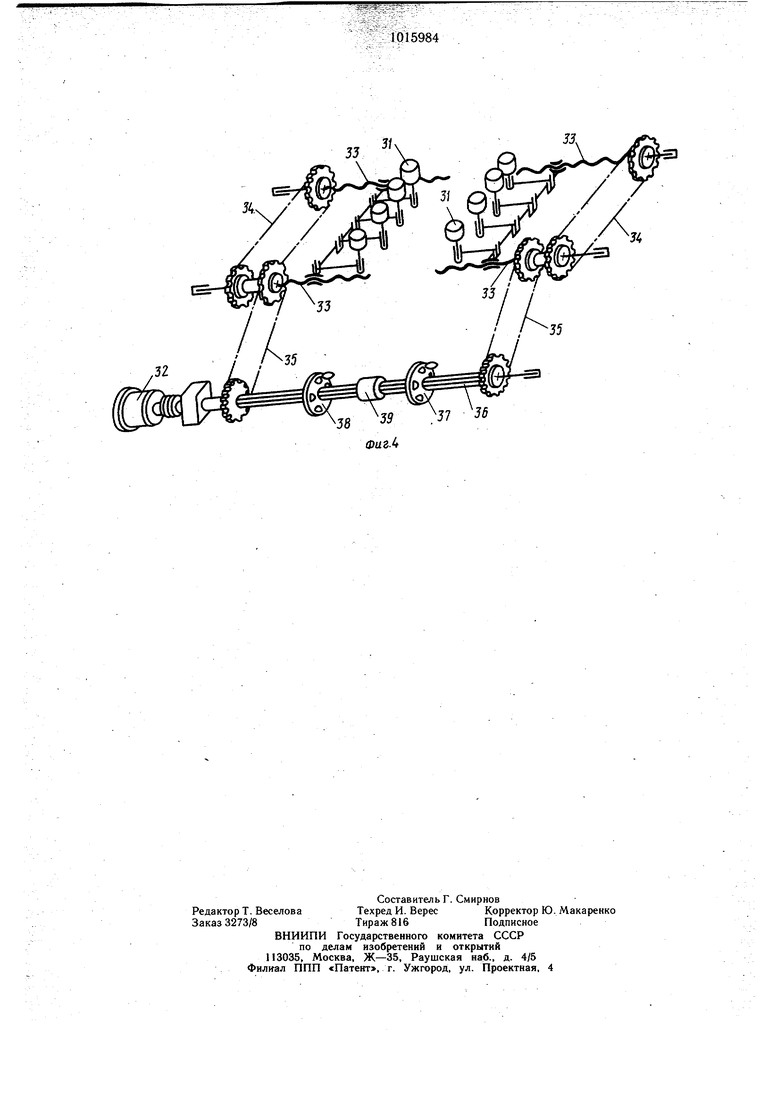
На фиг. 1 изображен автоматизированный комплекс в изометрии; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сверху; на фиг. 4 - узел настройки центрирующих роликов механизма подачи листа в рабочую зону.
Автоматизированный комплекс содержит стол 1 для укладки стопы 2 заготовок, механизм 3 отделения листа от стопы 2 с электромагнитными захватами 4, механизм 5 подачи листа в рабочую зону, установленный на столе 6, укладчик 7 заготовок, подъемный приемный стол 8, кантователь 9.
Укладчик 7 снабжен поворотной траверсой 10 с электромагнитными захватами 11. Траверса 10 смонтирована над столом 6 на рычагах 12, закрепленных на поперечине 13, связывающей рычаги 14. Поворот траверсы 10 в горизонтальной плоскости осуществляется приводом 15.
Рамка 16 кантователя 9 закреплена на валу 17, на котором установлена звездочка 0 18 цепной передачи 19 привода 20 поворота рамки 16 вокруг горизонтальной оси
Вал 17 посредством опоры 21 связан с рычагами 22, посаженными на валу 23 привода 24 поворота их в вертикальной плоскости. Звездочка 25 цепной передачи 19 5 свободно посажена на валу 23 и кинематически связана с приводом 20.
На рамке 16 смонтированы электромагнитные захваты 26 и 27 на нижнем и верхнем ее торце и упоры 28.
Механизм 5 подачи листа в рабочую зону снабжен захватами 29 и приводом 30.
Стол 6 снабжен центрирующими роликами 31, установленными в два ряда. Ролики 31 кинематически связаны с приводом 32 посредством винтов 33 цепных передач 5 34 и 35 разъемного щлицевидного вала 36 с маховиками 37 и 38 ручной настройки. Обе части шлицевого вала 36 соединены шлицевой втулкой 39. Штамповка производится на прессе 40.
Работа автоматизированного комплекса 0 осуществляется следующим образом.
На стол 1 укладывается стопа 2 заготовок. С помощью электромагнитных захватов 4 заготовка отделяется от стопы 2 и переносится на стол 6. После отвода захватов 4 в исходное положение к заготовке 5 подводятся ролики 31 и центрируют ее в нужном положении. Затем захватом 29 заготовка подается в рабочую зону пресса 40, и производится щтамповка.
После щтамповки захваты 29 возвращают заготовку на стол 6, где она подхватывается захватами 11 укладчика 7 и переносится в сторону кантователя 9. При этом включается привод 15, который поворачивает траверсу 10 вместе с заготовкой на 180° в горизонтальной плоскости. 5 Заготовка укладывается на рамку 16 кантователя 9, прижимается захватами 26. и после отвода захватов 11 осуществляется кантовка заТотовки и укладка ее на приемный стол 8. Рамка 16 кантователя 9 остается в исходном положении над столом 8, а захваты 27 располагаются сверху рамки.
Захваты 11 укладчика 7 возвращаются в исходное положение над столом 6. Одновременно с переносом заготовки захватами 11 со стола 6 на приемный стол 8 в работу включен и механизм 3 отделения листа от стопы 2, который переносит заготовку со стола 1 на стол 6.
После окончания первой операции штамповки вся стопа 2 накапливается на столе 8.
Затем рычаги 22 кантователя 9 поворачиваются в вертикальное положение, и производится передача,заготовок укладчиком 7 с приемного стола 8 на стол 6, где заготовка захватным органом 29 подается в рабочую зону пресса 40, производится следующая операция штамповки, после чего заготовка переносится на стол 1 механизмом 3. При этом из рабочего цикла исключены кантователь 9 и привод 15 поворота траверсы 10. После штамповки всех заготовок стопа 2 снимается со стола 1, на который устанавливается новая стопа 2 заготовок.
Для заготовок, штампуемых с одной стороны, цикл завершается их передачей укладчиком 7 на приемный стол 8, при этом в работе не участвуют привод 15 поворота траверсы 10 и кантователь 9, рычаги 22 которого устанавливаются в вертикальное положение.
Для заготовок, штампуе1«ых с двух сторон, но не требующих кантовки, исключается из работы только кантователь 9.
Предлагаемый автоматизированный комплекс для многопереходной листовой штамповки позволяет штамповать заготовки с поворотом, в результате чего расширяются его технологические возможности.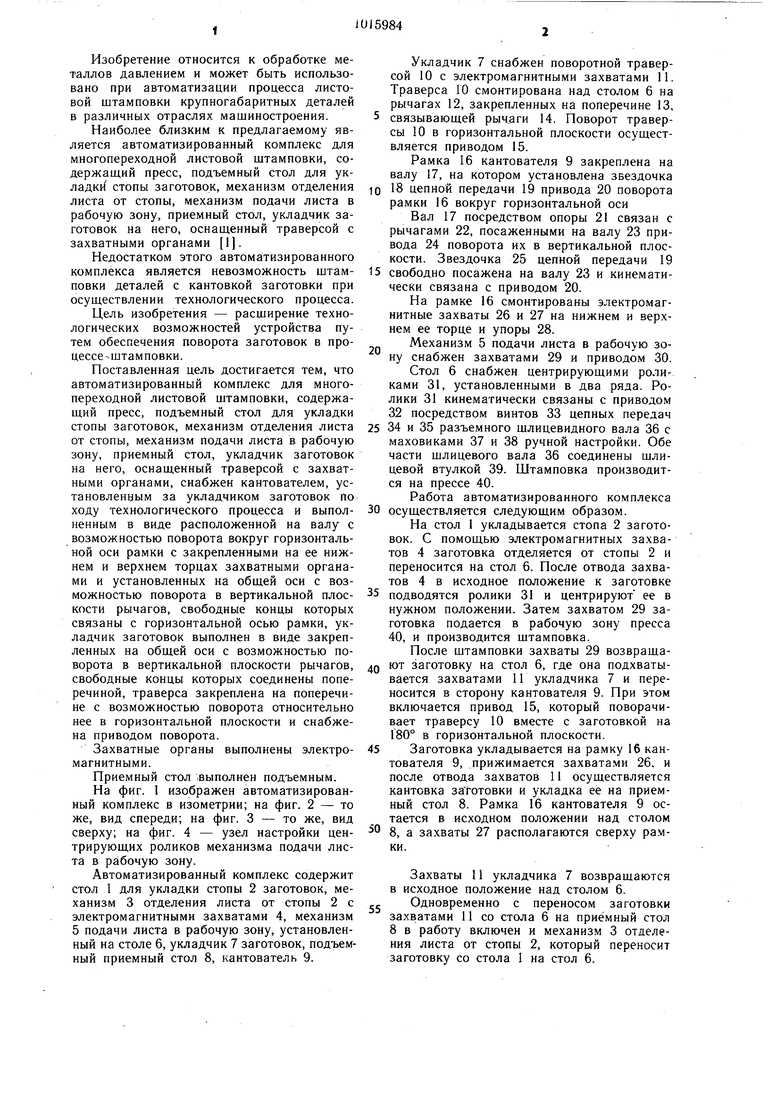
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ЗАГОТОВКИ ОТ СТОПЫ И ПОДАЧИ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2086336C1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Устройство для отделения от стопы и подачи листовых заготовок к обрабатывающей машине | 1982 |
|
SU1013045A1 |
1. АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ, содержащий пресс, подъемный стол для укладки стопы заготовок, механизм отделения листа от стопы, механизм подачи листа в рабочую зону, приемный стол, укладчик заготовок на него, оснащенный траверсой с захватными органами, отличающийся тем, что, с целью расширения его технологических возможностей путем обеспечения поворота заготовок в процессе штамповки, он снабжен кантователем, установленным за укладчиком заготовок по ходу технологического процесса и выполненным в виде расположенной на валу с возможностью поворота вокруг горизонтальной оси рамки с закрепленными на ее нижнем и верхнем торцах захватными органами и установленных на общей оси с возможностью поворота в вертикальной плоскости рычагов, свободные концы которых связаны с горизонтальной осью рамки, укладчик заготовок выполнен в виде закрепленных на общей оси с возможностью поворота в вертикальной плоскости рычагов, свободные концы которых соединены поперечиной, траверса закреплена на поперечине с возможностью поворота относительно нее в горизонтальной I плоскости и снабжена приводом поворота. 2.Комплекс по п. 1, отличающийся тем, (Л что захватные органы выполнены электромагнитными. 3.Комплекс по п. 1, отличающийся тем, что приемный стол выполнен подъемным.
57 Зё
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
