Изобретение относится к области водоснабжения зданий и сооружений гражданского и промышленного назначения, а именно - к конструкции обогревающих устройств, установленных в линии водоснабжения.
В качестве наиболее близкого аналога выбрана опорная перегородка для трубок устройства для нагрева воды, выполненная в виде металлической пластины предпочтительно в виде круга с вырезом, в которой образованы отверстия (см. патент РФ 2153643, F28F 9/22, 27.02.2000).
Задачей настоящего изобретения является повышение технологичности, надежности, долговечности и эффективности работы в нагревательных и теплообменных устройствах, расположенных соответственно в 2-х, в 3-х, в 3-х, в 8-и, в 6-и, в 7-и, в 10-и или в 11-и рядах параллельными рядами или со смещением в шахматном порядке или по концентрическим окружностям, что удобно для расположения 17-и втулок, секторный, или сегментный, или вогнутый дугообразный вырез может быть выполнен в пластине на величину не более одной трети максимального вертикального размера пластины. При этом целесообразно, чтобы втулки были выполнены из обрезков размещаемых в них трубок.
Задача достигается тем, что опорная перегородка для трубок устройства для нагрева воды, выполненная в виде металлической пластины преимущественно из стали (3 ГОСТ 19903-90), толщиной 3 мм, предпочтительно по форме круга с секторным, или сегментным, или вогнутым дугообразным или кольцевым вырезом, в которой образованы отверстия с размещенными в них втулками, развальцованными с двух концов с образованием отбортовки с внешним диаметром, превышающим диаметр отверстия, в котором размещена втулка, по крайней мере, на толщину стенки втулки, причем для втулки использован металл, не создающий электрохимическую пару с размещаемой во втулке трубкой, например, для втулок - латунь ДКРНМ 16Х1 Л68 ГОСТ 21646-76, а твердость металла втулки не превышает твердости металла трубки, при этом кромка отбортовки, по крайней мере, с одной стороны пластины размещена с зазором относительно пластины, равным 0,1-0,9 толщины стенки втулки. Отбортовка втулки с другой стороны пластины выполнена путем развальцовки с образованием, по крайней мере, на части длины отбортовки направляющей конусной внутренней поверхности для монтажа трубки в опорную перегородку, причем наружный диаметр данной отбортовки не превышает наружного диаметра отбортовки с другой стороны пластины. Втулки, по крайней мере, часть их контактируют между собой отбортовками хотя бы с одной стороны пластины или не контактируют между собой отбортовками ни с одной стороны пластины. Пластина в месте секторного, или сегментного, или дугообразного выреза охватывает расположенные в месте выреза втулки по их центральному углу, превышающему 190oС образованием в плоскости пластины консольной части втулки, отбортовки которой с двух сторон пластины направлены навстречу друг другу. Пластина может иметь 4, или 7, или 8, или 17, или 33, или 50, или 91, или 119 латунных втулок, расположенных соответственно в 2, в 3, в 3, в 8, в 6, в 7, в 10, в 11 рядах параллельными рядами или со смещением в шахматном порядке, или по концентрическим окружностям. Секторный, или сегментный, или вогнутый дугообразный вырез может быть выполнен в пластине на величину не более одной трети максимального вертикального размера пластины. При этом целесообразно втулки выполнены из обрезков размещаемых в них трубок.
Изобретение поясняется чертежами, где:
- На фиг.1 представлена опорная перегородка с 4-я втулками для трубок;
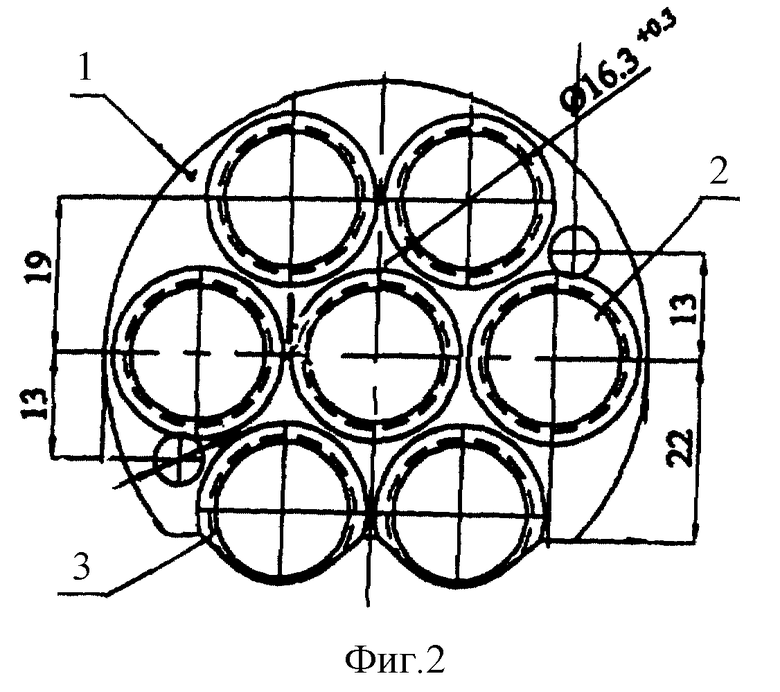
- На фиг.2 представлена опорная перегородка с 7-ю втулками для трубок;
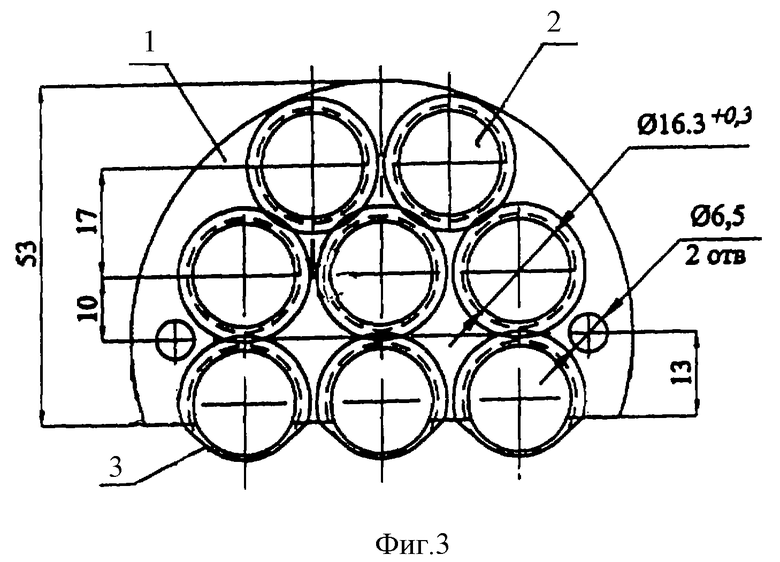
- На фиг.3 представлена опорная перегородка с 8-ю втулками для трубок;
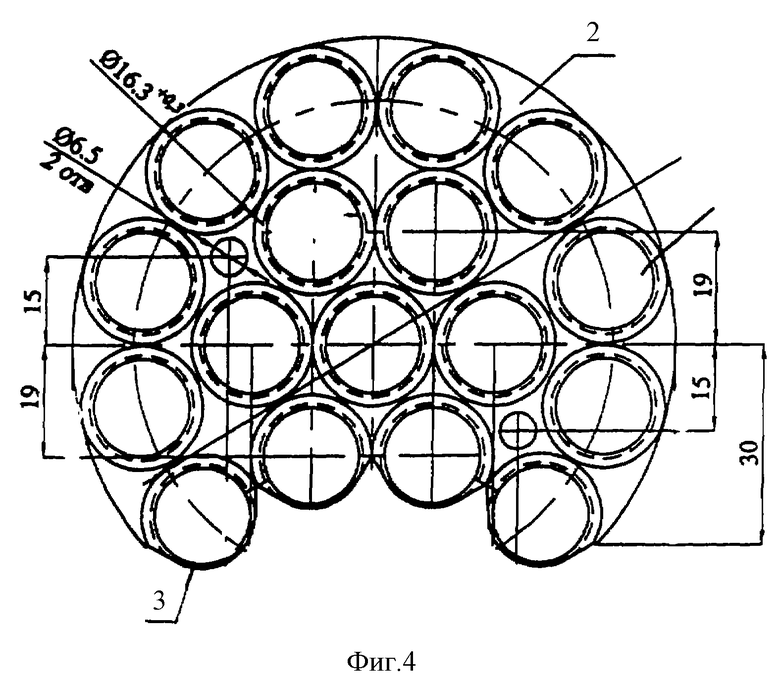
- На фиг.4 представлена опорная перегородка с 17-ю втулками для трубок и расположением их по концентрическим окружностям;
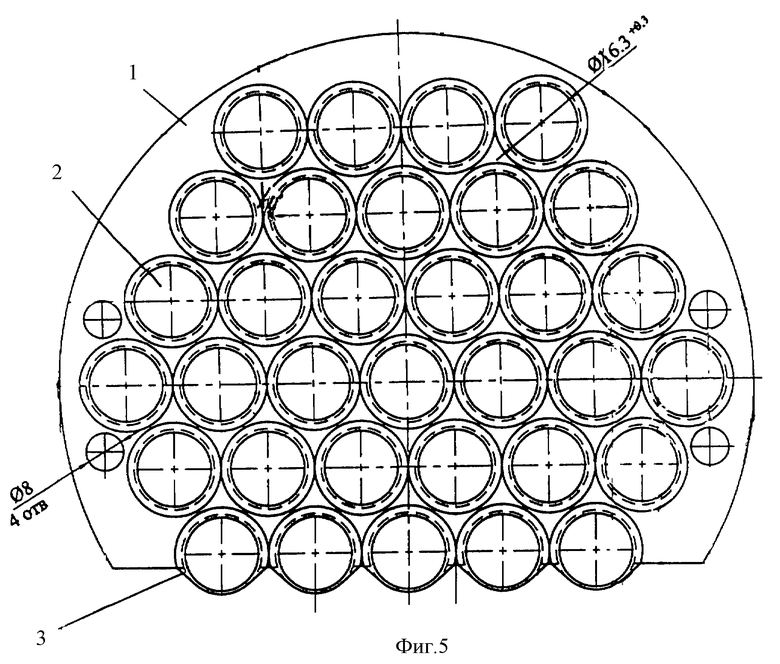
- На фиг.5 представлена опорная перегородка с 33-я втулками для трубок;
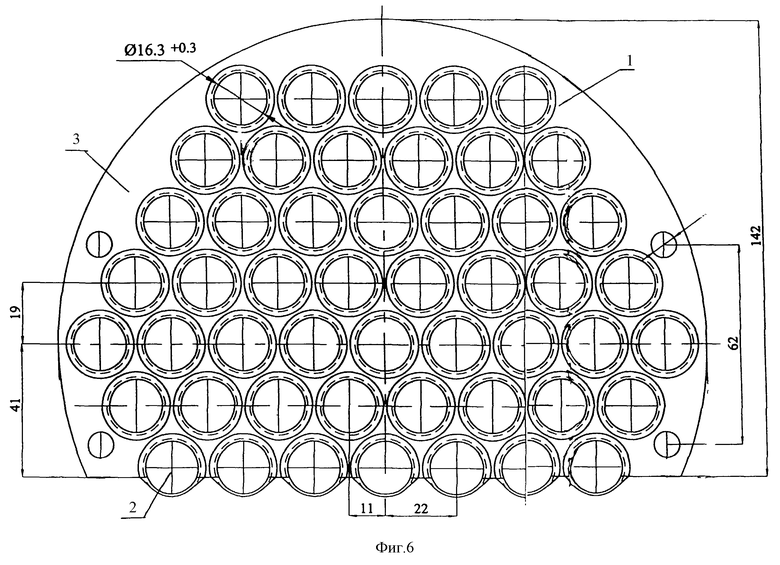
- На фиг.6 представлена опорная перегородка с 50-ю втулками для трубок;
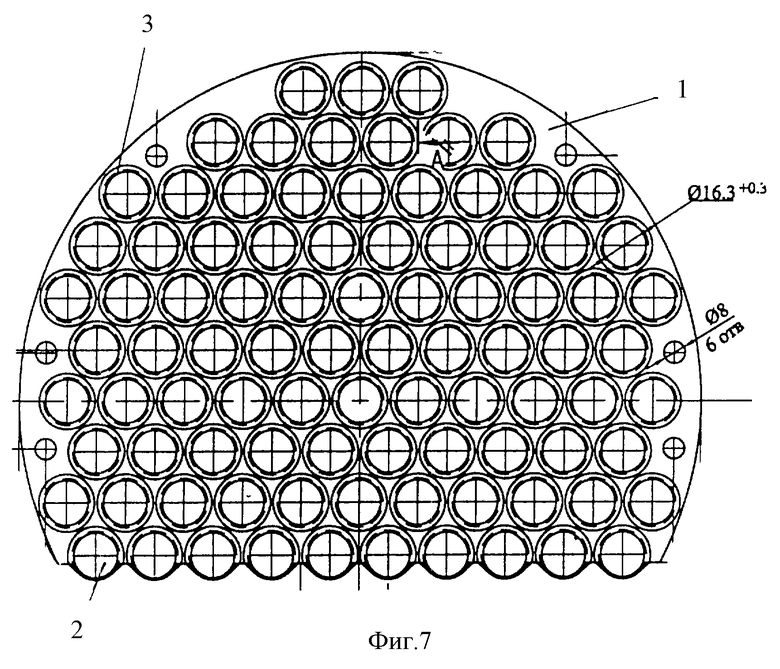
- На фиг.7 представлена опорная перегородка с 91-й втулкой для трубок;
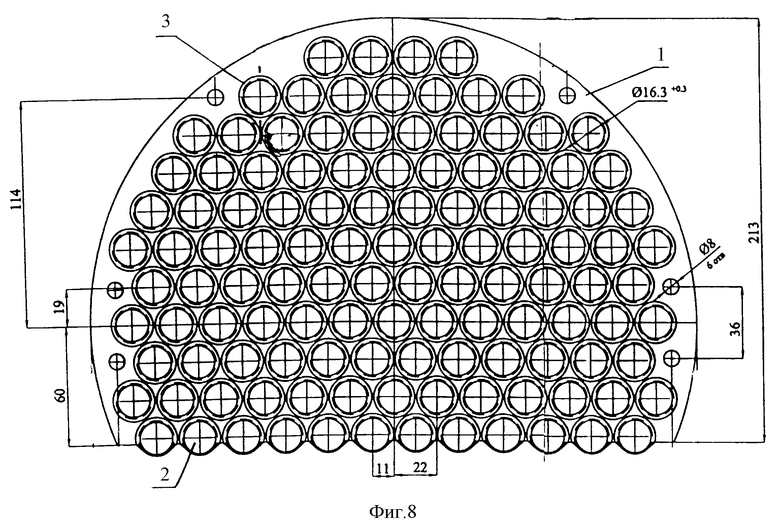
- На фиг.8 представлена опорная перегородка со 119-ю втулками для трубок.
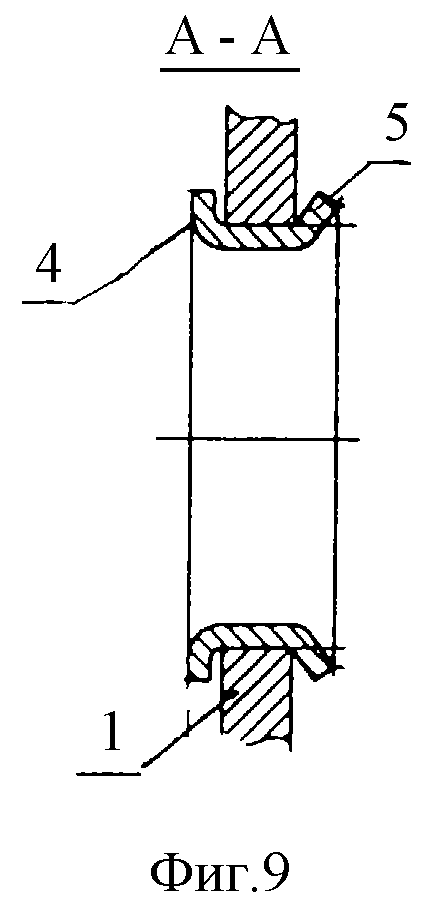
- На фиг.9 - разрез по А-А на фиг.1
Опорная перегородка устройства для нагрева воды выполнена в виде металлической пластины 1 преимущественно из стали (3 ГОСТ 19903-90), толщиной 3 мм, предпочтительно по форме круга, по крайней мере с одним секторным, или сегментным, или вогнутым дугообразным, или кольцевым вырезом (или с произвольным сочетанием указанных вырезов), в которой образованы отверстия 2 с размещенными в них втулками 3. Втулки 3 развальцованы с двух концов с образованием отбортовки 4 и 5 с внешним диаметром, превышающим диаметр отверстия 2, в котором размещена втулка 3, по крайней мере, на толщину стенки втулки 3. Втулка выполнена из металла, не создающего электрохимическую пару с размещаемой в ней трубкой, например, для втулок - латунь ДКРНМ 16Х1 Л68 ГОСТ 21646-76. Твердость металла втулки 3 не превышает твердости металла трубки, которая будет размещена во втулке. Кромка отбортовки 4, по крайней мере, с одной стороны пластины размещена с зазором относительно пластины 1, равным 0,1-0,9 толщины стенки втулки. Отбортовка 5 втулки с другой стороны пластины выполнена путем развальцовки с образованием, по крайней мере, на части длины отбортовки направляющей конусной внутренней поверхности для монтажа трубки в опорную перегородку. Наружный диаметр данной отбортовки 5 не превышает наружного диаметра отбортовки 4 с другой стороны пластины. Втулки 3, по крайней мере, часть их контактируют между собой отбортовками 4 хотя бы с одной стороны пластины 1 или не контактируют между собой отбортовками ни с одной стороны пластины 1. Пластина в месте секторного, или сегментного, или дугообразного выреза охватывает расположенные в месте выреза втулки по их центральному углу, превышающему 190oС образованием в плоскости пластины консольной части втулки, отбортовки которой с двух сторон пластины направлены навстречу друг другу. Пластина согласно фиг.1-8 может иметь 4, или 7, или 8, или 17, или 33, или 50, или 91, или 119 латунных втулок, расположенных соответственно в 2-х, в 3-х, в 3-х, в 8-и, в 6-и, в 7-и, в 10-и или в 11-и рядах параллельными рядами или со смещением в шахматном порядке или по концентрическим окружностям, что удобно для расположения 17-и втулок, секторный, или сегментный, или вогнутый дугообразный вырез может быть выполнен в пластине на величину не более одной трети максимального вертикального размера пластины. При этом целесообразно, чтобы втулки были выполнены из обрезков размещаемых в них трубок толщиной, равной одной трети толщины стального листа.
Изготовление опорной перегородки осуществляют путем развальцовки предпочтительно обрезков трубок по оригинальной технологии, при которой не требуется дополнительная обработка стальной заготовки. Наличие конусности при развальцовке облегчает операции по монтажу трубок в опорную перегородку даже при некотором нарушении соосности, а размер полученного таким образом отверстия втулки достаточно точен и значительно снижает негативные перемещения трубки.
Вышеописанная перегородка может быть использована в теплообменных аппаратах кожухотрубчатого типа предпочтительно в водо-водяных подогревателях горячего водоснабжения и отопления, а также в теплоэнергетической, химической, нефтехимической, пищевой, холодильной промышленности, аппаратах систем отопления, вентиляции, кондиционирования зданий и сооружений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНАЯ ПЕРЕГОРОДКА | 2001 |
|
RU2182694C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2001 |
|
RU2182300C1 |
| Устройство для предотвращения засорения трубопровода в промышленных или гражданских зданиях или сооружениях | 2002 |
|
RU2221116C1 |
| ПРОФИЛИРОВАННАЯ ТРУБКА | 2001 |
|
RU2182692C1 |
| МАНОМЕТР С УЗЛОМ СИГНАЛИЗАЦИИ | 2006 |
|
RU2344392C2 |
| ЗАГОТОВКА РАДИАТОРНОЙ СЕКЦИИ ТРУБЧАТО-ПЛАСТИНЧАТОГО РАДИАТОРА, РАДИАТОРНЫЙ БЛОК, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОЙ ЗАГОТОВКИ, И РАДИАТОР, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОГО БЛОКА | 2012 |
|
RU2536037C2 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА ТРУБ В РОТОРЕ | 1997 |
|
RU2142551C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2002 |
|
RU2232940C2 |
| ТЕПЛООБМЕННИК | 2008 |
|
RU2386095C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СУШКИ БЕЛЬЯ | 1999 |
|
RU2144587C1 |
Изобретение относится к водоснабжению зданий и сооружений, а именно к конструкции обогревающих устройств, установленных в линии водоснабжения. Техническим результатом является повышение технологичности, надежности, долговечности и эффективности работы в нагревательных и теплообменных устройствах. Опорная перегородка для трубок устройства для нагрева воды выполнена в виде металлической пластины предпочтительно по форме круга с секторным, или сегментным, или вогнутым дугообразным или кольцевым вырезом, в которой образованы отверстия с размещенными в них втулками, развальцованными с двух концов с образованием отбортовки с внешним диаметром, превышающим диаметр отверстия, в котором размещена втулка, по крайней мере, на толщину стенки втулки. Для втулки использован металл, не создающий электрохимическую пару с трубкой, размещаемой во втулке, а твердость металла втулки не превышает твердости металла трубки, при этом кромка отбортовки, по крайней мере, с одной стороны пластины размещена с зазором относительно пластины, равным 0,1-0,9 толщины стенки втулки. Изобретение развито в зависимых пунктах. 7 з. п. ф-лы, 9 ил.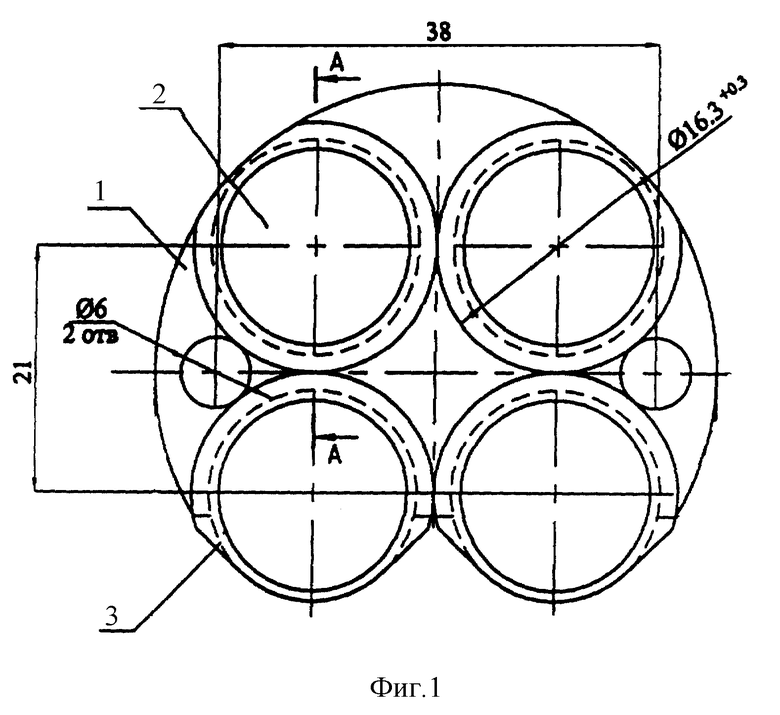
| БЛОК ОПОРНЫХ ПЕРЕГОРОДОК ДЛЯ ТРУБ КОЖУХОТРУБНОГО ТЕПЛООБМЕННИКА | 1999 |
|
RU2153643C1 |
| 0 |
|
SU345336A1 | |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1991 |
|
RU2038564C1 |
| ТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 1995 |
|
RU2087823C1 |
| ТЕПЛООБМЕННИК | 1992 |
|
RU2013737C1 |
| DE 4439514 A1, 01.06.1995 | |||
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2313438C2 |
| БАЖАН П.И | |||
| и др | |||
| Справочник по теплообменным аппаратам | |||
| - М.: Машиностроение, 1989, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |

