Изобретение относится к области медицины, в частности к стоматологии, и может быть использовано для изготовления эластичного полого и тонкостенного обтуратора съемного резекционного протеза верхней челюсти после ее полной или частичной резекции.
Известен способ изготовления полого обтуратора резекционного протеза верхней челюсти методом литьевого прессования (см. Э.Я.Варес, В.А.Нагурный в книге "Централизованное изготовление зубных протезов с использованием новой и усовершенствованной технологии". Прессование пластмасс. Житомир 1992 г., с. 53-155) [1]. Из жесткой пластмассы типа "Фторакс" согласно способу снимают слепок дефекта, отливают модель, моделируют восковой шаблон, загипсовывают модель в шприц-кювету и под вертикальным давлением формуют пластмассу. При этом получают две полусферы из жесткой пластмассы. Затем их склеивают и получают готовый обтуратор, напоминающий собой сферу, которая не может точно повторить конфигурацию послеоперационного дефекта верхней челюсти. Однако описанным способом нельзя получить полый эластичный со стенкой заданной толщины обтуратор с рельефообразной пространственной конфигурацией, соответствующей послеоперационному дефекту. Это обусловлено тем, что при вертикальном давлении через летник при изготовлении обтуратора с рельефообразной пространственной конфигурацией сила этого давления не может быть равномерной на все точки будущей стенки обтуратора, а следовательно, там где сила давления будет недостаточна, образуется дефект в стенке.
Кроме того, в описанном способе нельзя использовать эластичную пластмассу, т.к. нельзя склеить две полусферы.
Наиболее близким по выполнению к заявленному способу является способ формования зубных и челюстно-лицевых протезов из пластмасс методом обычного прессования, заключающийся в снятии слепка, получении модели, моделировки воскового шаблона обтуратора, загипсовки модели с восковым шаблоном в кювету в вертикальном положении, паковки и полимеризации пластмассы в вертикальном направлении (см. В. Н.Копейкин, Я.С.Кнубовец, В.Ю.Курляндский, И.М.Оксман. Зубопротезная техника, гл. 8, 9 ст. "Технология применения пластмасс". М.: Медицина, 1978 г., с. 105-109; 272-275) [2], принимаемый за прототип.
При этом используют кювету, содержащую основание, дно основания, верхнюю часть и крышку, снабженные пазами и выступами для фиксации разъемных частей [2, с.106].
Согласно известному способу с использованием описанной кюветы изготавливают только монолитные обтураторы в форме полусферы для резекционного протеза верхней челюсти, т.к. паковка и полимеризация в вертикальном направлении не обеспечивает равномерности давления на все точки изготовляемого обтуратора.
Задачей настоящего изобретения, является изготовление полого обтуратора со стенками заданной толщины из эластичной пластмассы.
Техническим результатом является получение равномерного давления на все точки изготовляемого обтуратора за счет обеспечения возможности запрессовки пластмассы во время паковки и полимеризации одновременно в вертикальном и горизонтальном направлениях.
Технический результат достигается тем, что в известном способе изготовления обтуратора резекционного протеза верхней челюсти с использованием кюветы, при котором снимают слепок дефекта верхней челюсти, получают модель, моделируют восковой шаблон обтуратора и осуществляют паковку и полимеризацию пластмассы в вертикальном направлении, согласно изобретению модель из слепка получают в кювете при горизонтальном размещении слепка и после моделировки воскового шаблона получают псевдоштамп модели обтуратора, уменьшенный на толщину воскового шаблона, и паковку и полимеризацию пластмассы проводят одновременно в горизонтальном и вертикальном направлениях.
Кювета для изготовления обтуратора резекционного протеза верхней челюсти содержит основание, дно основания, верхнюю часть и крышку, снабженные соответствующими пазами и выступами для фиксации разъемных частей кюветы.
Согласно изобретению она содержит шиберную заслонку, снабженную винтом с наружной рукояткой с одной стороны и диском с другой стороны, в боковой части кюветы выполнено отверстие для помещения диска и имеются две направляющие пластины для перемещения шиберной заслонки в вертикальной плоскости и ограничитель движения шиберной заслонки.
На фиг. 1 приведен чертеж кюветы для изготовления обтуратора резекционного протеза верхней челюсти.
На фиг. 2 изображена кювета в собранном виде с выдвинутой шиберной заслонкой.
На фиг. 3 приведена кювета в разобранном виде.
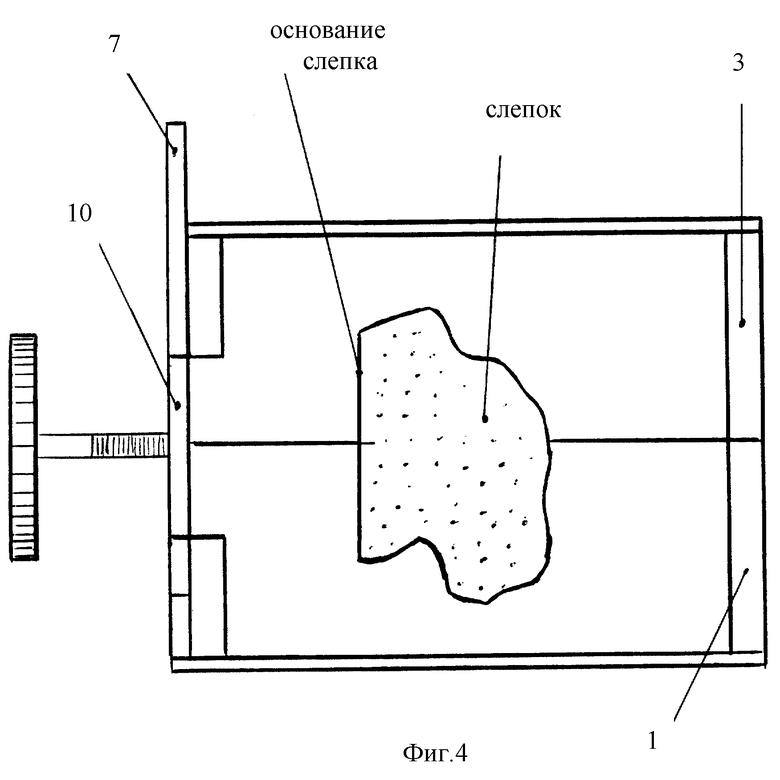
На фиг. 4 приведена схема загипсовки слепка послеоперационной полости в кювету (вертикальный разрез).
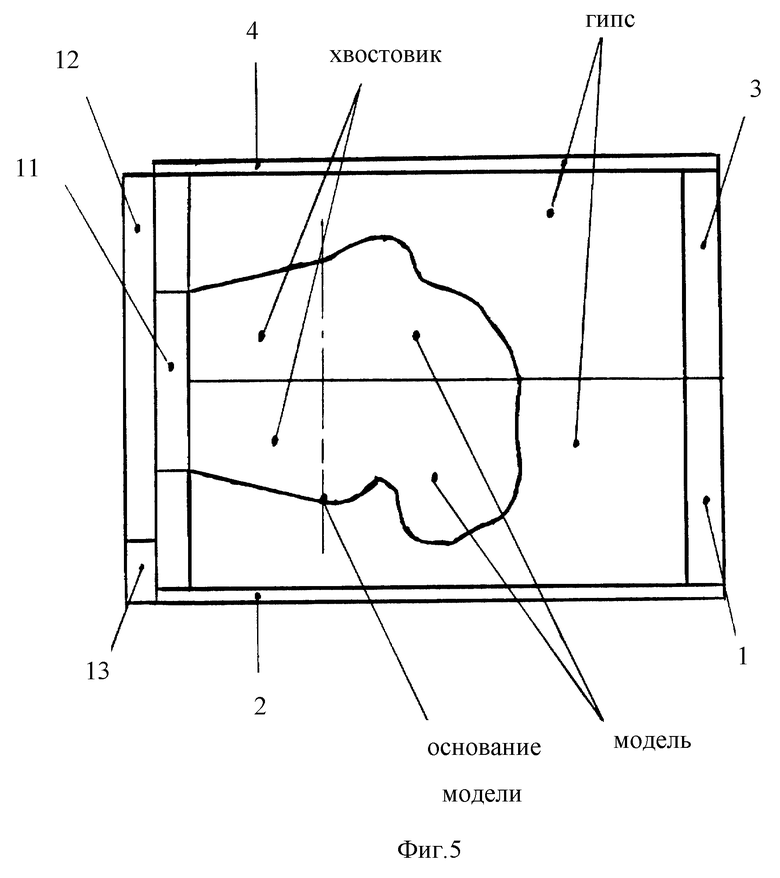
На фиг. 5 приведена схема получения модели послеоперационной полости и трапециевидного хвостовика (вертикальный разрез).
На фиг. 6 приведена схема получения воскового шаблона обтуратора и штампа из гипса (вертикальный разрез).
На фиг. 7 приведена схема паковки пластмассы обтуратора в вертикальном и горизонтальном направлениях (вертикальный разрез).
Кювета для изготовления обтуратора резекционного протеза верхней челюсти (фиг.1-3) содержит основание 1, дно 2 основания, верхнюю часть 3 и крышку 4, снабженные пазами 5 и выступами 6 для фиксации разъемных частей кюветы, шиберную заслонку 7, снабженную винтом 8 с наружной рукояткой 9 с одной стороны и диском 10 с другой стороны. В боковой части кюветы выполнено отверстие 11 для помещения диска 10. На боковой части кюветы имеются две направляющие 12 для перемещения шиберной заслонки 7 в вертикальной плоскости и ограничитель 13 перемещения шиберной заслонки.
Обтуратор резекционного протеза верхней челюсти изготавливают следующим образом.
1. Получение модели.
а) Больному снимают слепок послеоперационного дефекта альгенатными массами.
б) Производят загипсовку слепка в описанную кювету, предварительно поместив на предназначенное место шиберную заслонку. При загипсовке слепок укладывают горизонтально в основание кюветы 1 вместе с дном 2 основания, при этом половина слепка возвышается над поверхностью гипса.
в) Сразу же надевают верхнюю часть 3 кюветы и ставят на место шиберную заслонку 7, выдерживают до затвердевания гипса в основании 1.
г) Наливают гипс до краев в верхнюю часть 3 кюветы, накрывают крышкой 4 и выдерживают до затвердевания гипса (фиг.4).
д) Затем шиберную заслонку извлекают и раскрывают кювету на две половинки. Слепочную массу удаляют и в результате получают модель послеоперационного дефекта верхней челюсти, причем половина модели будет находиться в основании 1 кюветы, а вторая часть в верхней части 3 кюветы.
2. Формирование трапециевидного хвостовика.
а) Соединяют обе половины кюветы и вырезают в гипсе трапециевидный хвостовик, соединяющий основание полученной модели с боковым отверстием 11 кюветы (фиг.5).
б) Затем раскрывают кювету на две половины и из воска на модели моделируют обтуратор со стенками заданной толщины.
в) После соединения половинок кюветы формируется восковой шаблон обтуратора (фиг.6).
3. Получение штампа из гипса.
В боковое отверстие 11 кюветы заливают гипс, закрывают шиберную заслонку 7 и выдерживают до полного затвердевания гипса (фиг.6). Раскрывают кювету, удаляют воск методом выпаривания. В результате полученный штамп из гипса повторяет собой пространственную конфигурацию послеоперационного дефекта, но при этом поверхность его уменьшена на толщину стенок воскового шаблона обтуратора.
4. Паковка пластмассы.
Модель обтуратора заполняют тестообразной пластмассой, в одну половину помещают штамп из гипса конгруэнтной поверхностью таким образом, чтобы хвостовик штампа из гипса занял первоначальное положение (фиг.6). Соединяют обе половины кюветы и прессуют одновременно в вертикальном и горизонтальном направлениях с помощью настольного пресса и винта 8 шиберной заслонки 7 (фиг.7). При этом образуется равномерное давление в вертикальном и горизонтальном направлениях, что позволяет получить равномерную требуемую плотность пластмассы во всех точках заполнения.
Далее по общепринятой технологии проводят полимеризацию пластмассы.
В результате получают штамп из гипса с одетым на него обтуратором с заданной толщиной стенок. После удаления штампа из гипса получают готовый обтуратор, который в дальнейшем жестко фиксируют к базису протеза.
Таким образом, получен полый обтуратор, выполненный из эластичной пластмассы со стенками заданной толщины, что позволяет его использовать в практике челюстно-лицевого протезирования для восстановления функций верхней челюсти (жевания, глотания, формирование фонации и т.д.).
Источники информации
1. Э.Я.Варес, В.А.Нагурный в книге "Централизованное изготовление зубных протезов с использованием новой и усовершенствованной технологии". Прессование пластмасс. Житомир 1992 г., с.53-155.
2. В. Н. Копейкин, Я.С.Кнубовец, В.Ю.Курляндский, И.М.Оксман. Зубопротезная техника, гл. 8, 9, ст. "Технология применения пластмасс." - М.: Медицина, 1978 г., с.105-109; 272-275.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОБТУРАТОРА РЕЗЕКЦИОННОГО ПРОТЕЗА ВЕРХНЕЙ ЧЕЛЮСТИ | 2001 |
|
RU2197919C2 |
| РЕЗЕКЦИОННЫЙ СЪЕМНЫЙ ПРОТЕЗ ВЕРХНЕЙ ЧЕЛЮСТИ | 2000 |
|
RU2183437C2 |
| РЕЗЕКЦИОННЫЙ СЪЕМНЫЙ ПРОТЕЗ ВЕРХНЕЙ ЧЕЛЮСТИ | 2000 |
|
RU2192201C2 |
| РЕЗЕКЦИОННЫЙ СЪЕМНЫЙ ПРОТЕЗ ВЕРХНЕЙ ЧЕЛЮСТИ С РЕЗЕЦИРОВАННЫМИ ПЕРЕДНЕЙ И ВЕРХНЕЙ СТЕНКАМИ ГАЙМОРОВОЙ ПАЗУХИ | 2001 |
|
RU2192808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБОЧЕЛЮСТНОГО ПРОТЕЗА ВЕРХНЕЙ ЧЕЛЮСТИ С ПОЛЫМ ОБТУРАТОРОМ | 2009 |
|
RU2404723C2 |
| Способ изготовления пустотелого протеза-обтуратора | 2024 |
|
RU2833768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ПРОТЕЗА-ОБТУРАТОРА ВЕРХНЕЙ ЧЕЛЮСТИ | 2004 |
|
RU2254829C1 |
| СПОСОБ ЗУБОЧЕЛЮСТНОГО ПРОТЕЗИРОВАНИЯ | 2011 |
|
RU2452430C1 |
| АЛЛОТРАНСПЛАНТАТ НИЖНЕЙ ЧЕЛЮСТИ И СПОСОБ ЕГО УСТАНОВКИ | 2000 |
|
RU2201172C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОБЩАЮЩЕГО ПОСЛЕОПЕРАЦИОННОГО ЧЕЛЮСТНОГО ПРОТЕЗА ДЛЯ ВЕРХНЕЙ ЧЕЛЮСТИ | 2009 |
|
RU2427344C2 |
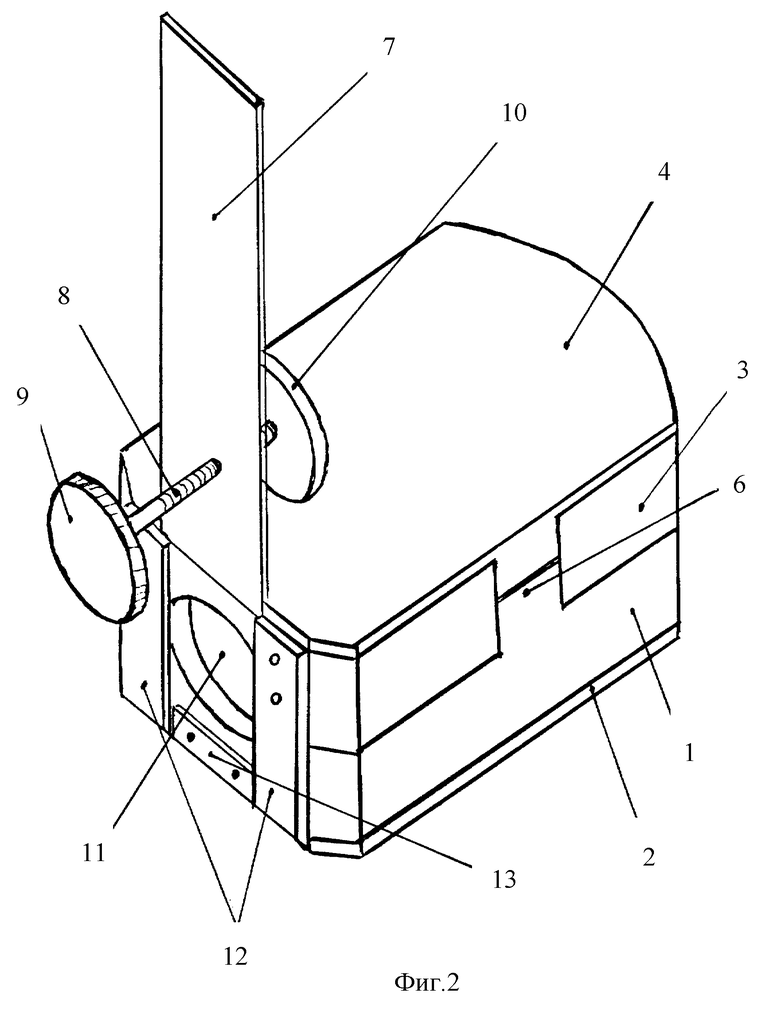
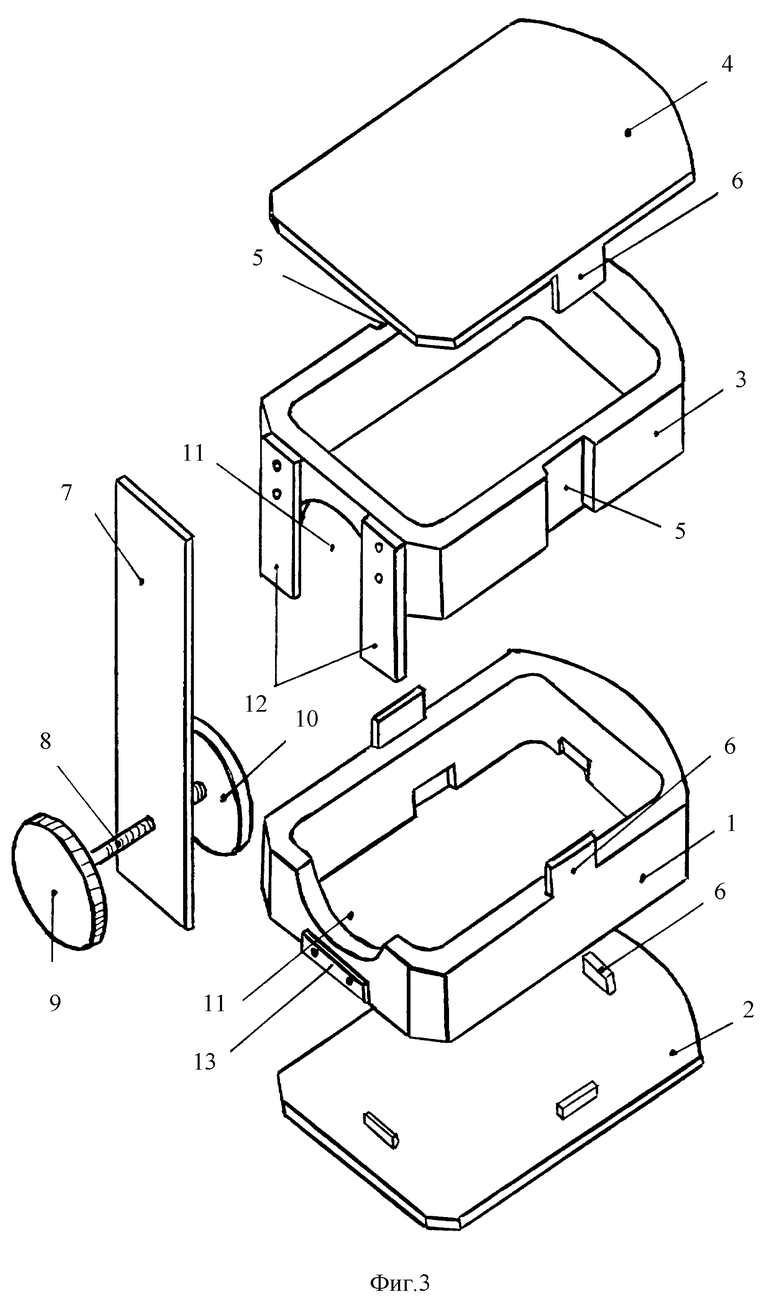


Изобретение относится к области медицины, в частности к стоматологии, и может быть использовано для изготовления эластичного полого со стенками заданной толщины обтуратора съемного резекционного протеза верхней челюсти при всех видах ее резекции. Техническим результатом является получение равномерного давления на все точки изготовляемого обтуратора за счет обеспечения возможности запрессовки пластмассы во время паковки одновременно в вертикальном и горизонтальном направлениях с дальнейшей ее полимеризацией. Способ изготовления обтуратора резекционного протеза верхней челюсти заключается в том, что модель из слепка получат непосредственно в кювете при горизонтальном размещении слепка. После моделировки воскового шаблона получают штамп из гипса модели обтуратора, уменьшенный на толщину воскового шаблона. Паковку пластмассы проводят одновременно в горизонтальном и вертикальном направлениях. Для осуществления данного способа применяется кювета, содержащая основание 1, дно 2 основания, верхнюю часть 3 и крышку 4. Кювета снабжена пазами 5 и выступами 6 для фиксации разъемных ее частей. Также имеется шиберная заслонка 7, снабженная винтом 8 с наружной рукояткой 9 с одной стороны и диском 10 с другой стороны. В боковой части кюветы выполнено отверстие 11 для помещения диска 10. На боковой части кюветы имеются две направляющие 12 для перемещения шиберной заслонки 7 в вертикальной плоскости и ограничитель 13 перемещения шиберной заслонки. 2 с.п.ф-лы, 7 ил.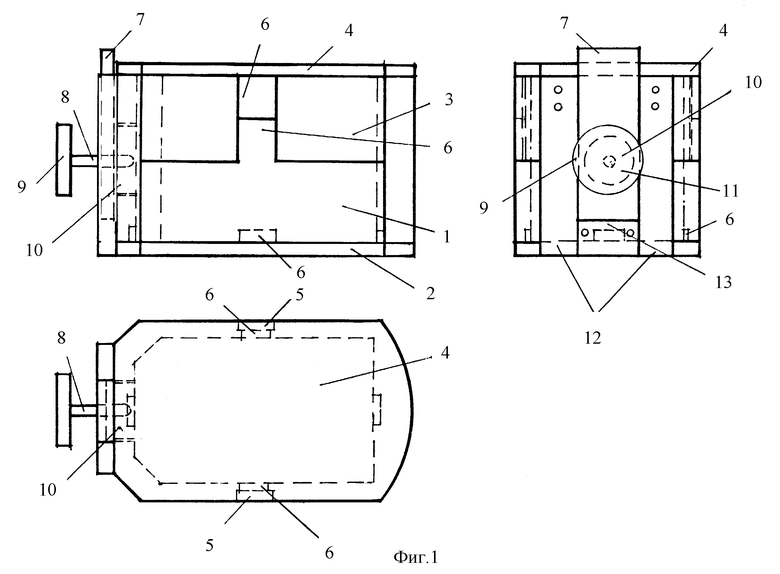
| КОПЕЙКИН В.Н | |||
| и др | |||
| "Зубопротезная техника", гл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| "Технология применения пластмасс", М., Медицина, 1978 г., стр.105-109; RU 2157142 С1, 10.10.2000 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1999 |
|
RU2170069C2 |
| ИНГИБИТОР МИКРОБИОЛОГИЧЕСКОЙ КОРРОЗИИ КАДМИРОВАННОЙ СТАЛИ | 2006 |
|
RU2312934C1 |
| DE 4009755 А1, 02.10.1991 | |||
| DE 3440205 С1, 20.03.1986. | |||

