Изобретение относится к области микрофильтрации жидких и газообразных сред, а именно к конструкциям фильтрующих элементов, в частности, плоских и патронных, которые применяются в различных отраслях промышленности, например, пищевой, фармацевтической, электронной, химической и пр.
Известен патронный фильтрующий элемент, включающий гофрированную фильтрующую пленку из материала на основе целлюлозы и внутреннюю перфорированную трубку, которые с обоих концов соединены с торцевыми деталями (Каталог фирмы VIA UNITA D'ITALIA, 1998 г., с.36). Каркас и торцевые детали выполнены из полипропилена. Фильтрующий элемент предназначен для очистки питьевой воды, тонкость фильтрации составляет 25 мкм.
Известен также фильтрующий элемент, включающий гофрированную фильтрующую пленку из полипропилена и внутреннюю перфорированную трубку, которые с обоих концов соединены с торцевыми деталями (Каталог фирмы VIA UNITA D'ITALIA, 1998 г., с.35). Каркас и торцевые детали выполнены из полипропилена. Фильтрующий элемент также предназначен для очистки питьевой воды, тонкость фильтрации составляет 50 мкм.
Недостаток таких фильтрующих элементов заключается в том, что они имеют низкую химическую стойкость, рассчитаны на рабочие температуры от 0oС до 80oС. Эти фильтрующие элементы не позволяют производить тепловую стерилизацию, выполнение которой является обязательным условием при их использовании в пищевой и фармацевтической промышленности. Кроме того, такие фильтрующие элементы не подлежат эффективной регенерации, т.к. шероховатость фильтрующего материала и конструкция гофропакета не позволяют смывать с нее осадок при отмывке фильтрующего элемента.
Известна пористая пленка из фторопласта-4 ФМВП-0,011, изготовляемая из предварительно термообработанного порошка фторопласта-4 (ТУ 6-05-1712-83 ОАО "Уралхимпласт"). Пленка предназначена для грубой очистки инъекционных растворов от механических загрязнений в качестве предварительных фильтров. Пленка ФМВП-0,011 выпускается толщиной 1 мм с максимальным диаметром пор 11 мкм. Эффективная пористость пленки ФМВП-0,011 составляет более 30%.
Известна также пористая пленка из фторопласта-4 ФМВП-0,001, также изготовляемая из предварительно термообработанного порошка фторопласта-4 (ТУ 6-05-1712-83 ОАО "Уралхимпласт"). Пленка предназначена для тонкой очистки инъекционных растворов от механических загрязнений в качестве предварительных фильтров. Пленка ФМВП-0,001 выпускается толщиной 1 мм с максимальным диаметром пор 3 мкм. Эффективная пористость пленки ФМВП-0,001 составляет не более 30%. Пленки выпускаются шириной 200 мм.
Однако эти пленки невозможно применять в качестве гофрированного фильтрующего материала в фильтрующих элементах патронного типа, так как они не могут обеспечить дренаж фильтруемой жидкости между складками внутренней поверхности гофр. Кроме того, они имеют значительную толщину (1 мм) и ограниченные геометрические размеры (200 мм), поэтому изготовить фильтрующий элемент с большой площадью фильтрации и, как следствие, с высокой производительностью не представляется возможным.
Из заявки WO 93/09862, МПК 7 В 01 D 27/06, опубл. 27.05.1993 известна гофрированная фильтровальная мембрана, предназначенная для фильтрации в пищевой промышленности, производстве полупроводников и других отраслях, где используются высокосорбционные химические вещества. Фильтр-патрон имеет гофрированную фильтрующую мембрану из ПТФЭ с поддерживающими сетками с обеих сторон для избежания деформации при фильтровании. Поддерживающая сетка выполнена в виде нетканых листов из термически связанных ПТФЭ-волокон толщиной менее 0,2 мм, предпочтительно от 0,075 мм до 0,125 мм, наиболее предпочтительно 0,1 мм. Диаметр волокон составляет от 20 мкм до 30 мкм длиной от 1 мм до 20 мм. Фильтр-мембрана закреплена вокруг сердечника. Концы фильтрующего элемента прикреплены к сделанной из PFA или похожего термопластичного материала концевой чашечке и сделанному из PFA или похожего термопластичного полимера концевому адаптеру с помощью расплавления, которое прикрепляет концы элемента и концевой чашечке и к адаптеру.
Недостатком этой конструкции является обязательное наличие с обеих сторон ПТФЭ-мембраны поддерживающих структур, при отсутствии которых конструкция фильтрующего элемента неработоспособна.
Дополнительная толщина поддерживающих структур уменьшает площадь эффективной фильтрации за счет снижения максимально возможного количества складок фильтрующего материала.
В заявленном изобретении решается задача создания высокопроизводительного патронного фильтрующего элемента для работы в нейтральных и агрессивных средах в интервале температур от -50oС до +150oС и перепадов давлений до 0,6 МПа, высокотехнологичного и удобного в эксплуатации, выдерживающего многократную регенерацию, обеспечивающего тонкость очистки фильтруемой жидкости в широком диапазоне - от 1 мкм до 100 мкм.
Патронный фильтрующий элемент включает гофрированную фильтрующую пленку и внутреннюю перфорированную трубку, соединенные с торцевыми деталями. Фильтрующая пленка выполнена из политетрафторэтилена и имеет средний размер пор от 1 до 100 мкм при эффективной пористости не менее 40%, толщину 100-900 мкм, предпочтительно 300-600 мкм, при этом внутренняя поверхность пленки выполнена профилированной в виде выступов: точечных, протяженных, высотой, равной до 20% от толщины пленки. Внутренняя перфорированная трубка и торцевые детали фильтрующего элемента также выполнены из политетрафторэтилена. Внутренняя перфорированная трубка и сформированная вокруг нее гофрированная фильтрующая пленка с обеих сторон соединены посредством сварки с торцевыми деталями таким образом, чтобы поток жидкости в зонах сварки был исключен.
Фильтрующий элемент может иметь также внешние поддерживающие элементы в форме перфорированного каркаса или поясков из политетрафторэтилена.
Одна или обе торцевые детали фильтрующего элемента могут иметь посадочное место для соединения с фильтродержателем или друг с другом.
Фильтрующий материал для изготовления патронного фильтрующего элемента представляет собой пористую пленку из политетрафторэтилена со средним размером пор от 1 мкм до 100 мкм при эффективной пористости не менее 40% и толщине 100-900 мкм, предпочтительно 300-600 мкм, при этом одна из поверхностей пленки выполнена профилированной в виде выступов: точечных, протяженных, крестообразных, зигзагообразных и других. Высота выступов может составлять до 20% от толщины пленки.
Точечные выступы могут иметь форму полусферы, усеченного конуса или другую высотой от 20 до 200 мкм, предпочтительно 50-100 мкм, и быть расположены на расстоянии от 0,1 до 10 мм, предпочтительно 1-3 мм друг от друга.
Протяженные выступы могут иметь профиль полукруга, трапеции или другую высотой от 20 до 200 мкм, предпочтительно 50-100 мкм, расположены с шагом от 0,1 до 10 мм, предпочтительно 1-3 мм, направлены под углом от 0o до 90o, предпочтительно под углом от 5o до 90o к кромке пленки, предпочтительно 30o-60o, наиболее предпочтительно 45o.
Значение эффективной (открытой) пористости пленки коррелирует со средним размером пор. Для пленки со средним размером пор 1 мкм значение эффективной пористости составляет около 40%, при увеличении размера пор эффективная пористость возрастает, достигая 80-90% для пленок с размером пор более 10 мкм.
Техническим результатом изобретения является то, что конструкция патронного фильтрующего элемента полностью выполнена из политетрафторэтилена, а в качестве фильтрующего материала используют пористую гофрированную пленку из политетрафторэтилена, для поддержания формы которой при создании перепада давления на фильтрующем элементе не требуется дополнительной поддержки в виде сетки и других перфорированных или пористых подложек, так как гофры из такой пленки имеют достаточную прочность для сохранения формы.
Пористая политетрафторэтиленовая пленка, используемая в качестве фильтрующего материала, является достаточно тонкой; гофр высотой 250 мм из такой пленки имеет большую площадь поверхности до 1 м2. Это позволяет производить патронные фильтрующие элементы, обладающие низким сопротивлением потоку жидкости или газа и соответственно высокой производительностью.
Выполнение внутренней поверхности пленочного фильтруемого материала профилированной обеспечивает работоспособность фильтрующего элемента за счет предотвращения слипания смежных складок гофр и соответственно дренаж фильтруемой жидкости между складками.
Гладкая внешняя поверхность пленки позволяет хорошо отмывать фильтрующий материал обратным током воды, а также смывать осадок с внешней поверхности при регенерации элемента.
Средний диаметр пор, эффективная пористость пленки, схема профилирования внутренней поверхности пленки, а также схема гофрирования пленки задается в зависимости от функционального назначения конкретного типа фильтрующего элемента и обеспечения заданной тонкости очистки фильтруемой жидкости в широком диапазоне - от 1 мкм до 100 мкм.
Благодаря тому, что все детали фильтрующего элемента выполнены из политетрафторэтилена, он обладает высокой химической инертностью и термостабильностью, способностью выдерживать тепловую стерилизацию, что позволяет использовать его для фильтрации жидких и газообразных сред в интервале температур от -50oС до +150oС и перепадов давлений до 0,6 МПа в таких отраслях промышленности, как электронная, фармацевтическая, пищевая и т. п.
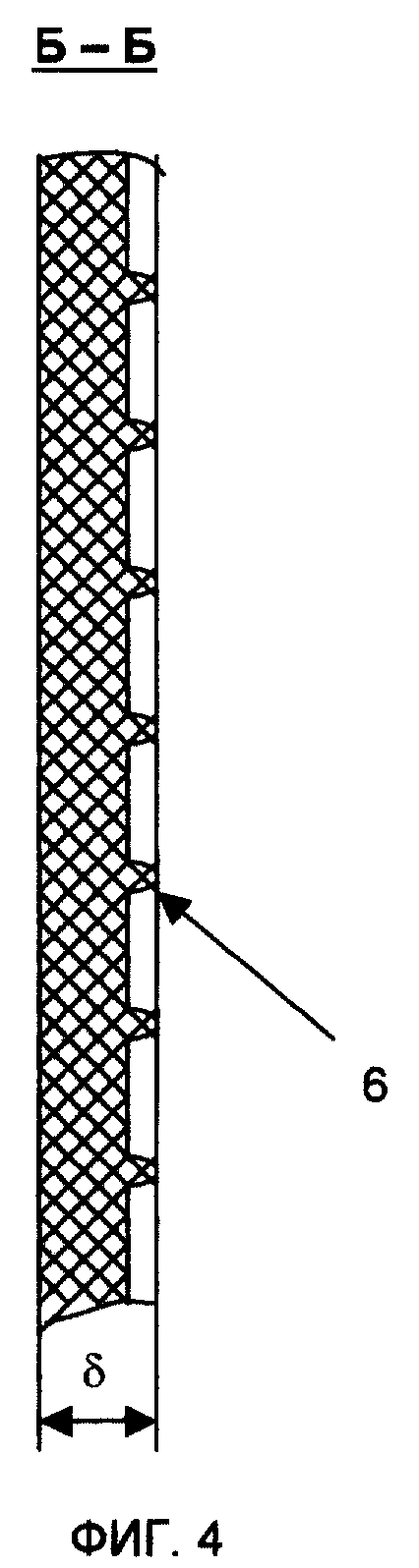
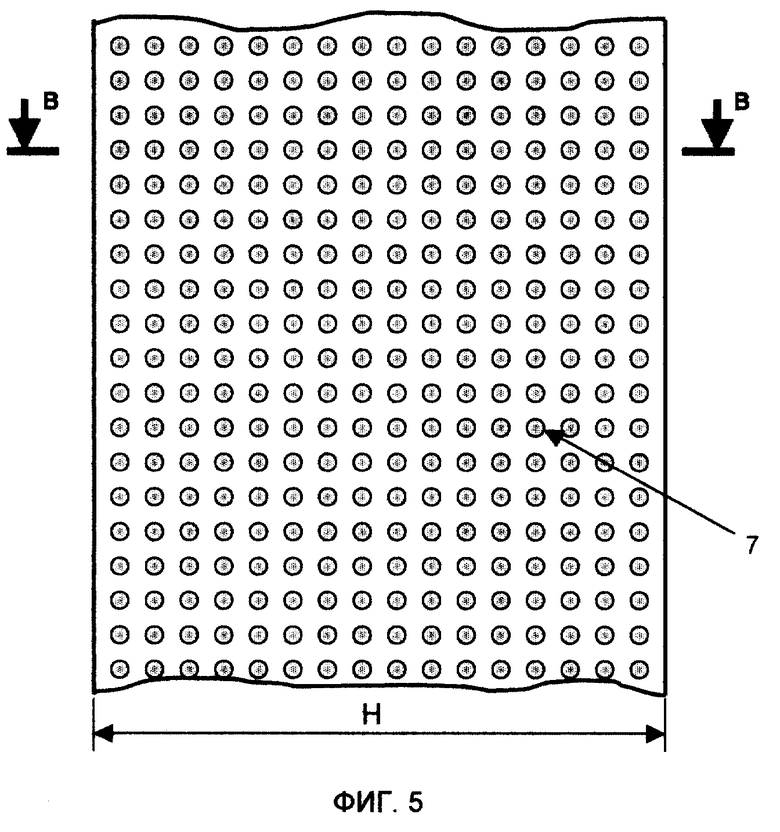
На фиг.1 изображена конструкция патронного фильтрующего элемента, общий вид в разрезе согласно данному изобретению. На фиг.2 представлен разрез А-А фиг. 1. На фиг. 3 и 4 изображен вариант профилированной поверхности пленки (вид сверху и вид сбоку в разрезе соответственно). На фиг.5 и 6 изображен другой вариант профилированной пленки (вид сверху и вид сбоку в разрезе соответственно).
Пример 1. Патронный фильтрующий элемент содержит внутреннюю перфорированную трубку 1, гофрированный фильтрующий материал 2 из политетрафторэтиленовой пленки, тупиковую торцевую деталь 3, проходную торцевую деталь 4 с посадочным местом для установки в фильтродержателе (не показаны). Все детали фильтрующего элемента выполнены из политетрафторэтилена. Внутренняя перфорированная трубка 1 и гофрированный фильтрующий материал 2 с обеих сторон соединены посредством сварки с торцевыми деталями 3, 4 фильтрующего элемента с образованием сварочных швов. Сварка может быть осуществлена с использованием присадочного материала Ф-4МБ или без него.
Гофры 5 фильтрующего материала уложены в виде звезды. Гофрирование фильтрующего материала выполнено из целого куска пористой пленки из политетрафторэтилена с одним сварным швом концов по образующей.
Фильтрующий материал 2 (фиг.3 и 4), используемый в фильтрующем элементе по изобретению, выполнен в виде пористой пленки из политетрафторэтилена шириной Н, равной 250 мм, толщиной δ, равной 300 мкм, со средним диаметром пор 1 мкм и эффективной пористостью 45%. Одна из поверхностей пленки (в фильтрующем элементе она является внутренней поверхностью фильтрующего материала) имеет протяженные выступы 6, расположенные под углом α к кромке пленки, равным 45o, с шагом t, равным 2 мм, с профилем полукруглой формы радиусом 50 мкм.
Пример 2. Фильтрующий материал 2 (фиг.5 и 6), используемый в фильтрующем элементе по изобретению, выполнен в виде пористой пленки из политетрафторэтилена шириной Н, равной 250 мм, толщиной δ, равной 600 мкм, со средним диаметром пор 5 мкм и эффективной пористостью 60%. Одна из поверхностей пленки (в фильтрующем элементе она является внутренней поверхностью фильтрующего материала) имеет точечные выступы 7, расположенные равномерно на поверхности пленки на расстоянии 0.5 мм друг от друга и имеющие вид усеченного конуса высотой 100 мкм и диаметром в основании конуса 100 мкм.
Патронный фильтрующий элемент работает следующим образом.
Фильтрующий элемент монтируется в посадочном гнезде фильтродержателя. Фильтруемая жидкость (или газ) подается через входной штуцер в корпус фильтродержателя, проходит через поры гофрированной пористой пленки, попадает во внутренние складки гофр, проходит в зазоре между складками, образуемыми выступами профилированной внутренней поверхности пористой пленки, проходит далее через перфорированную внутреннюю трубку во внутреннюю полость фильтрующего элемента и через выходной штуцер фильтродержателя попадает к потребителю. Частицы загрязнений размером, превышающим диаметр пор, задерживаются на поверхности пористой пленки, в результате чего на внешней, гладкой поверхности пленки образуется осадок. С накоплением осадка возрастает гидравлическое сопротивление фильтрующего элемента. По достижении предельного значения сопротивления, определяемого технологическими требованиями, дальнейшая фильтрация становится невозможной и фильтрующий элемент подлежит регенерации. Регенерацию осуществляют обратным током чистой жидкости (или газа) при давлении, превышающем конечное давление прямого тока. В процессе регенерации рекомендуется производить механический смыв осадка специальной кистью с мягким ворсом. Допустимо также производить регенерацию, смывая (или сдувая) осадок с внешней поверхности фильтрующего элемента сильной струей чистой жидкости (или газа).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПОРОШКОВ ФТОРОПЛАСТА Ф-4 | 1992 |
|
RU2024403C1 |
| МЕМБРАННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2008 |
|
RU2519076C2 |
| МЕМБРАННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2008 |
|
RU2397802C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ ПОРИСТОЙ МЕМБРАНЫ ИЗ ПОЛИЭФИРСУЛЬФОНА | 2010 |
|
RU2440182C1 |
| Фильтрующий элемент, способ изготовления фильтрующего элемента и устройство для его осуществления | 1991 |
|
SU1837936A3 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 1994 |
|
RU2108845C1 |
| ФИЛЬТР | 1993 |
|
RU2070418C1 |
| ФИЛЬТР | 2010 |
|
RU2446856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО МНОГОСЛОЙНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА И ФИЛЬТРОЭЛЕМЕНТ | 2006 |
|
RU2333782C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2145253C1 |



Изобретение относится к микрофильтрации жидких и газообразных сред, а именно к конструкциям фильтрующих элементов, в частности плоских и патронных, которые применяются в различных отраслях промышленности, например пищевой, фармацевтической, электронной, химической и пр. Технический результат - создание высокопроизводительного фильтрующего элемента для работы в нейтральных и агрессивных средах в интервале температур от -50 до +150oС и перепадов давлений до 0,6 МПа. Патронный фильтрующий элемент включает гофрированную фильтрующую пленку и внутреннюю перфорированную трубку, соединенные с торцевыми деталями. Фильтрующая пленка выполнена из политетрафторэтилена и имеет средний размер пор от 1 до 100 мкм при эффективной пористости не менее 40%, толщину 100-900 мкм, предпочтительно 300-600 мкм, при этом внутренняя поверхность пленки выполнена профилированной в виде выступов: точечных, протяженных высотой, равной до 20% от толщины пленки. Внутренняя перфорированная трубка и торцевые детали фильтрующего элемента также выполнены из политетрафторэтилена. Внутренняя перфорированная трубка и гофрированная фильтрующая пленка с обеих сторон соединены посредством сварки с торцевыми деталями так, чтобы поток жидкости в зонах сварки был исключен. Патронный фильтрующий элемент может иметь также внешние поддерживающие элементы в форме перфорированного каркаса или поясков из политетрафторэтилена. 2 с. и 10 з.п. ф-лы, 6 ил.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 4878930 A, 07.11.1989 | |||
| US 5028331 A, 02.07.1991 | |||
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ | 1993 |
|
RU2077367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО МЕМБРАННОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ПАТРОННОГО ТИПА | 1998 |
|
RU2135259C1 |
| DE 4039285 A1, 11.06.1992 | |||
| US 4954255 A, 04.09.1990. | |||

