Изобретение относится к ветроэнергетике, а именно к проектированию и изготовлению ветроэнергетических установок (ВЭУ) с электрическим генератором, предназначенных для заряда аккумуляторных батарей и электропитания электроосветительных приборов, радио- и телеприемников, электронасосов и др. в районах и на объектах без электроснабжения.
В области ветроэнергетики широко используют ВЭУ с горизонтальной осью вращения ветроколеса (ВК) 1 (см. фиг.1), которое устанавливается на валу электрического генератора 2. ВК состоит из ступицы 3 и лопастей 4.
Известны различные конструкции и способы изготовления ВК. Для ВЭУ с электрическим генератором применяют в основном быстроходное ВК с кручеными лопастями, имеющими объемную форму аэродинамического профиля (Д. де Рензо. Ветроэнергетика. - М.: Энергоатомиздат, 1982, с.129-134).
Недостатком этих аналогов является высокая материалоемкость лопастей, сложность технологии изготовления, использование специальных синтетических материалов (стеклопластика) и технологических приспособлений, что увеличивает стоимость ВК.
Наиболее близким к заявленному изобретению по совокупности существенных признаков является принятый нами за прототип способ изготовления ВК ВЭУ с лопастями в виде тонкостенной оболочки из легкого алюминиевого сплава с заполнением внутренней полости оболочки вспенивающимся материалом путем засыпки дозированного количества вспенивающегося порошка с последующим прогревом, при этом сварку оболочки, засыпку полости и прогрев до температуры вспенивания производят в специальном приспособлении (патент РФ N 2139441, F 03 D 3/06, опубл. 1999).
Недостатком прототипа является относительно высокая материалоемкость лопастей и сложность технологии их изготовления, включающей использование специальных приспособлений, и ряд технологических операций, включая гибку оболочки, заполнение полости оболочки специальным составом, прогревание, а также сварку оболочки лопасти по задней кромке. В результате существенно увеличивается стоимость ВК.
Технической задачей предлагаемого изобретения является упрощение технологии изготовления ВК при одновременном снижении его материалоемкости и стоимости.
Сущность заявленного изобретения выражается в следующей совокупности существенных признаков, достаточной для достижения указанного выше технического результата, который достигается тем, что в предложенном способе изготовления быстроходного ВК ВЭУ с электрическим генератором, содержащего ступицу на валу генератора и лопасти, которые вырезают из тонкого листового материала с уменьшающейся хордой от основания к вершине лопасти и соответственно с уменьшающимся углом закрутки хорды по отношению к плоскости вращения ВК. Для этого используют заготовки в виде сегментов цилиндра с прямолинейной кромкой, примерно равной длине лопасти. Причем переднюю кромку каждой лопасти вырезают по криволинейной образующей, а заднюю кромку совмещают с прямолинейной кромкой заготовки.
Кроме этого предложенный способ имеет факультативные признаки, характеризующие его частные случаи, а именно
- радиус заготовки, криволинейную образующую и начальный угол закрутки хорды у основания лопасти при закреплении на ступице задают из условия высокого аэродинамического качества на каждом сечении лопасти по радиусу ВК;
- в качестве листового материала используют алюминиевый сплав.
В теоретической аэродинамике быстроходного ВК аэродинамическое качество определяется как соотношение аэродинамических коэффициентов подъемной силы и силы сопротивления. Обеспечение высокого значения аэродинамического качества на всех сечениях лопасти по радиусу ВК является условием получения высокого коэффициента использования энергии ветра (аэродинамического кпд).
Заявленный способ является новым, т.к. характеризуется наличием новой совокупности признаков, отсутствующих во всех известных нам способах изготовления ВК ВЭУ с электрическим генератором, содержащего ступицу на валу генератора и лопасти.
Непосредственный технический результат, который может быть получен при реализации заявленной совокупности признаков, заключается в том, что
1. Уменьшается материалоемкость и упрощается технология изготовления лопастей быстроходного ВК.
2. Снижается стоимость ВК.
Получение упомянутого технического результата обеспечивает появление у заявляемого способа изготовления быстроходного ВК новых полезных свойств, а именно упрощение технологии изготовления ВК ВЭУ с электрическим генератором и понижение материалоемкости и стоимости ВК.
Указанное позволяет признать заявленное техническое решение соответствующим критерию "изобретательский уровень".
Заявленный способ поясняется чертежами: на фиг.1 представлено быстроходное ВК с генератором, на фиг.2 - заготовка лопасти ВК, где 1 - ВК, 2 - генератор, 3 - ступица ВК, 4 - лопасть ВК, 5 - передняя кромка лопасти, 6 - задняя кромка лопасти.
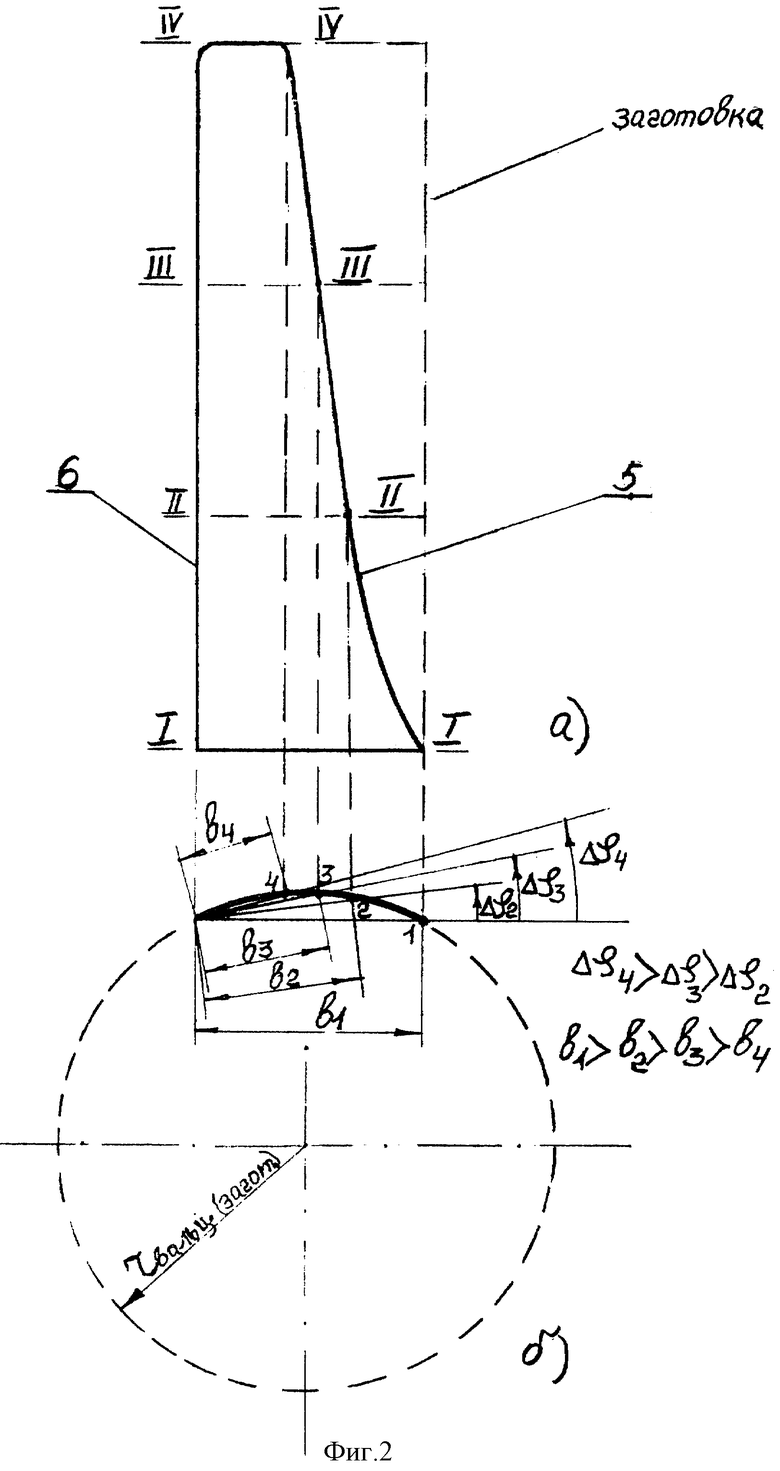
ВК 1 устанавливают непосредственно на валу электрического генератора 2. ВК 1 содержит ступицу 3 и закрепленные на ней лопасти 4 из тонкого листового материала с уменьшающейся хордой от большей b1 (фиг.1,в и фиг.2,б) у основания лопасти до меньшей b4 у вершины лопасти и соответственно с уменьшающимся углом закрутки хорды по отношению к плоскости вращения ВК от ϕ1 (фиг.1,в) у основания лопасти до ϕ4 у вершины лопасти.
Предложенный способ осуществляют следующим образом. При изготовлении быстроходного ВК используют, например отвальцованные, прямоугольные заготовки лопастей в виде сегментов цилиндра с радиусом rвальц. (загот.) (фиг.2,б), при этом длина прямолинейной кромки заготовки приблизительно равна длине лопасти, а хорда заготовки равна хорде основания лопасти.
Для получения закрутки хорды лопасти переднюю (криволинейную) кромку 5 последней вырезают по криволинейной образующей, а заднюю (прямолинейную) кромку 6 совмещают с прямолинейной кромкой заготовки (фиг.2,а), в результате угол закрутки хорды по длине лопасти ВК от основания к вершине меняется:
по отношению к хорде b1 у основания лопасти (в сечении I-I, фиг.2) хорда b2 (в сечении II-II) будет повернута на угол Δϕ2, хорда b3 (в сечении III-III) будет повернута на угол Δϕ3, а хорда b4 у вершины лопасти (в сечении IV-IV) будет повернута на угол Δϕ4.
При изготовлении лопасти последовательность операций может быть изменена: сначала вырезают лопасть из прямоугольной неотвальцованной заготовки, а затем ее отвальцовывают с заданным указанным радиусом rвальц. (загот.).
Для обеспечения высокого значения коэффициента использования энергии ветра радиус заготовки rвальц. (загот.), криволинейную образующую и начальный угол закрутки хорды ϕ1 у основания лопасти при закреплении ее на ступице задают из условия высокого аэродинамического качества на каждом сечении лопасти по радиусу ВК.
Предлагаемый способ позволяет простыми и дешевыми технологическими приемами изготовить для малой с электрическим генератором ВЭУ эффективное быстроходное ВК с лопастями из тонкого листового материала, например алюминиевого сплава, с коэффициентом использования энергии ветра (кпд) 0,4-0,45.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕТРОКОЛЕСО | 2008 |
|
RU2386852C1 |
| ВЕТРОГЕНЕРАТОР | 1999 |
|
RU2168062C1 |
| БАШНЯ ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 1995 |
|
RU2075644C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЕТРОЭНЕРГИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2065991C1 |
| ЛОПАСТЬ ВЕТРОКОЛЕСА | 2001 |
|
RU2209339C1 |
| ВИХРЕВАЯ ВЕТРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА | 2008 |
|
RU2375603C2 |
| ЛОПАСТЬ-ПАРУС ВЕТРЯНОГО АГРЕГАТА (ВАЮ) | 1997 |
|
RU2131996C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕТРОКОЛЕСА ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 1995 |
|
RU2139441C1 |
| ВЕТРОДВИГАТЕЛЬ | 1995 |
|
RU2075636C1 |
| ВЕТРОВАЯ ЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА | 1994 |
|
RU2078990C1 |
Изобретение относится к области ветроэнергетики и может быть использовано при проектировании и изготовлении ветроэнергетических установок (ВЭУ) с электрическим генератором. Технический результат, заключающийся в упрощении технологии изготовления быстроходного ветроколеса, содержащего ступицу на валу генератора и лопасти, снижении материалоемкости и стоимости ветроколеса, обеспечивается за счет того, что лопасти быстроходного ветроколеса вырезают из тонкого листового материала, например алюминиевого сплава, с уменьшающейся хордой от основания к вершине лопасти и соответственно с уменьшающимся углом закрутки хорды по отношению к плоскости вращения ветроколеса, при этом используют заготовки в виде сегментов цилиндра с прямолинейной кромкой, примерно равной длине лопасти, и хордой, равной лопасти у основания. При этом переднюю кромку каждой лопасти вырезают по криволинейной образующей, а заднюю кромку совмещают с прямолинейной кромкой заготовки. Радиус заготовки, криволинейную образующую и начальный угол закрутки хорды у основания лопасти при закреплении ее на ступице задают из условия высокого аэродинамического качества на каждом сечении лопасти по радиусу ветроколеса. 2 з.п.ф-лы, 2 ил.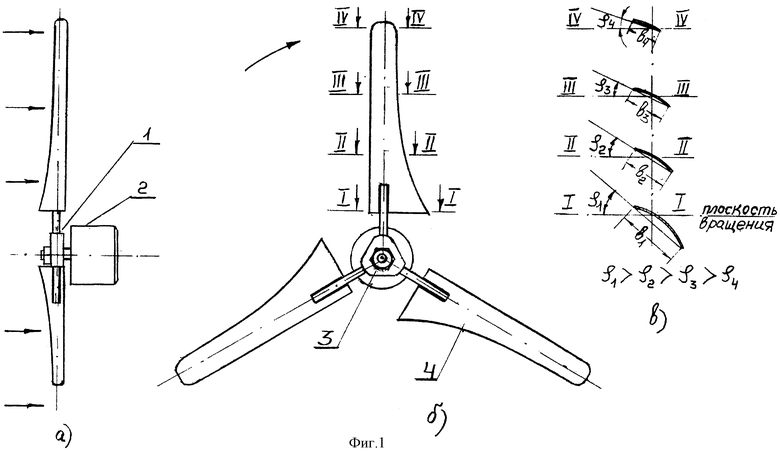
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕТРОКОЛЕСА ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 1995 |
|
RU2139441C1 |
| Лопасть горизонтального ветроколеса | 1983 |
|
SU1126713A1 |
| ВЕТРОДВИГАТЕЛЬ С ГОРИЗОНТАЛЬНОЙ ОСЬЮ И С ПОВОРОТНЫМИ СТВОРЧАТЫМИ ЛОПАСТЯМИ | 1935 |
|
SU46490A1 |
| RU 2073110 C1, 10.02.1997 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ МИКРОЧАСТИЦ, СОДЕРЖАЩИХ МЕТОПРОЛОЛ | 2002 |
|
RU2292878C2 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Д | |||
| де РЕНЗО | |||
| Ветроэнергетика | |||
| - М.: Энергоатомиздат, 1982, с.129-134, рис.4,8. | |||

