Изобретение относится к области ветроэнергетических установок и может быть использовано при проектировании и изготовлении ветроэнергетических установок.
В области ветроэнергетики широко используются ветродвигатели с горизонтальной осью вращения ветроколеса (ВК). Ветроколесо соединяется с электрическим генератором непосредственно или через редукторную передачу. Т. о. ветровая энергия, прикладывая вращающий момент к ветроколесу, вращает электрический генератор, в котором индуктируется ЭДС. Ветроколесо состоит из лопастей, крестовины (см. чертеж, поз. 4, 3) и оси вращения с опорами. Ось вращения может принадлежать генератору.
Изобретение касается способа изготовления ВК. Различные конструкции и способы изготовления ВК приведены в "Ветроэнергетика" под ред. ДДе Рензо, Москва, "Энергоатомиздат", 1982 г. (гл. 4 стр. 130).
Техническое решение ветроколеса (ротора) ветродвигателя с пустотелой оболочкой и наполнителем содержится в а.с. СССР 1353926 F 03 D 3/06, 1987 г. Это изобретение принимаем в качестве прототипа.
Существующие конструктивы ВК по типу лопастей для ветроэнергетических установок и, соответственно, способы их изготовления можно разбить на следующие типы:
I) Из целого материала
а) металлические
б) неметаллические
II) Из оболочки без наполнителя
III) Из оболочки с наполнителем
IV) Сборные
V) Композитные с несущей основой (махом)
Из анализа работы ветроэнергетической установки можем сформулировать следующие тесты, по которым можно оценить качество ВК:
1) Массу;
2) Плотность;
3) Момент инерции вокруг оси вращения;
4) Прочность на изгиб;
5) Стойкость к ударным воздействиям частиц (пыль, песок, град, дождь);
6) Чистоту поверхности;
7) Коррозионную стойкость;
8) Экономичность технологии, которую определяют необходимость использования трудоемких операций: сборку, литье, механическую обработку, шлифовку, полирование, прессования.
Тесты 1, 2, 3 имеют большое значение с точки зрения механических нагрузок на ВК в реальных условиях эксплуатации и определяют инерционные и гироскопические возмущения.
Тесты 4, 5 важны для сохранения во времени при любых воздействиях и условиях работы необходимого аэродинамического качества лопасти, т.е. сохранения заданного профиля и чистоты поверхности и прочности конструкции.
Тест 6 определяет аэродинамическое сопротивление.
Тест 7 чрезвычайно важен, учитывая сложные метеорологические условия работы ВК: климатические погодные воздействия различных сред (пыль, песок, град, дождь).
Тест 8 определяет стоимость и зависит от технологических приемов, которые необходимо для этого использовать - сборку, литье, мех обработку, прессовку, штамповку, шлифовку, полировку и т.д. ВК с лопастями типа 1а, как правило, неудовлетворительны с точки зрения требований 1, 2, 3, имеют большие веса, плотность, моменты инерции. Все они, как правило, изготавливаются технологическими приемами, имеющими высокую стоимость. Их достоинство - удовлетворение тестов 4 и 5.
ВК с лопастями типа 1б имеют удовлетворительные весовые характеристики (п. п. 1, 2, 3 требований), высокую чистоту поверхности (п. 6), не всегда отвечают требованиям по стойкости к ударам (п. 5) и имеют высокую стоимость изготовления, т. к. требуют либо дорогостоящей мех. обработки либо изготовления дорогостоящих крупногабаритных пресс, форм и больших прессовальных машин.
ВК с лопастями типа II в силу необходимости удовлетворения п.п. 4, 5 имеют значительную толщину и вследствие этого большой вес и момент инерции (п. п. 1, 2, 3), требуют специальных мер для выполнения условий коррозионной стойкости (п. 7) и чистоты поверхности (п. 6). ВК с лопастями типа II требуют для своего изготовления трудоемкой технологии: литье, механическую обработку, гибку со значительными усилиями.
В случае пустотелой лопасти ветроколеса сделать тонкие стенки невозможно, т.к. из-за широкого спектра аэродинамических и инерционных возмущений возникает неустойчивость оболочки лопасти, и появляются усталостные трещины.
ВК с лопастями типа IV имеют все характеристики лопасти типа II и применяются для ВК больших габаритов с целью исключить дорогостоящую транспортировку.
ВК с лопастями типа V имеют характеристики типа 1б, с улучшенными характеристиками по п. 4, но при резком удорожании стоимости изготовления (п. 8).
Наиболее перспективным является лопасть типа III по всем тестам 1 - 8, однако чтобы реализовать в такой конструкции точный аэродинамический профиль необходим специальный способ изготовления, что и является сущностью настоящего изобретения.
ВК представляет собой сборную конструкцию, состоящую из лопастей (рабочей части ВК) и крестовины, посредством которой ВК крепится на ось электрического генератора. В свою очередь лопасть ВК представляет собой тонкостенную оболочку из легкого металла (например, алюминиевого сплава), наружная, поверхность которой сформирована по необходимому аэродинамическому профилю, собранную с вкладышем, посредством которого лопасть крепится к крестовине. Внутренняя полость оболочки лопасти заполняется вспененным полимерным материалом (например, пенополистиролом). На чертеже изображен поперечный разрез лопасти, где 1 - оболочка из легкого материала и 2 - вспененный полимерный материал. Указанная конструкция удовлетворяет всем предъявленным требованиям к лопасти 1 ветроколеса ветроэнергетических установок.
В силу того, что полимерный материал плотно заполняет всю полость, можно наружную оболочку сделать тонкостенной. Тонкостенная оболочка из легкого сплава и легкий полимерный материал внутри обеспечивает недостижимую в других конструкциях плотность и вес. Так плотность самого легкого материала стеклопластика составляет 1,8 г/см3, (см. В.Ф.Панин, Ю.А.Гладков Конструкции с заполнителем, Москва, Машиностроение, 1991 г., гл. 2. стр. 32), а средняя плотность лопасти по типу III для диаметра ВК 1,5 м - 1,08 г/см3, для диаметра 2,2 м - 1,13 г/см3. Причем высокие весовые характеристики (п. 1, 2, 3) достигаются при удовлетворении прочностных (п. 4) в силу того, что несущая металлическая конструкция расположена на периферии (высокая стойкость к изгибу), а устойчивость в отношении возникновения вибраций и связанных с ними усталостных разрушениях определяется демпфирующими свойствами заполняющего полость полимерного материала.
Стойкость к ударным воздействиям (п. 5) обеспечивается оболочкой из легкого сплава.
Высокая чистота поверхности, получаемая путем гибки листа из легкого сплава, имеющего изначально высокую чистоту поверхности.
Коррозионная стойкость (п. 7) определяется высокими антикоррозионными характеристиками легкого сплава и краски.
В связи с тем, что самой трудоемкой деталью ветроколеса является лопасть, выбранная конструкция ветроколеса имеет чрезвычайно простую технологию изготовления, не требует дорогостоящего оборудования и механической обработки, однако требует специальных приемов в способе изготовления, которые и являются сущностью настоящей заявки.
Примененный технологический маршрут изготовления лопасти заключается в следующем.
Отрезка заготовки лопасти.
Гибка по профилю.
Сварка кромки с оставлением незаваренного шва для засыпки полимерного материала.
Заполнение полости дозированным количеством порошка полимерного материала.
Сваривание незаваренного участка шва.
Вспенивание полимерного материала.
Сборка крестовины с лопастями.
Отрезка заготовки и гибка по профилю производится общепринятыми в машиностроении технологиями. Заполнение полости лопасти дозированным количеством порошка, сварка кромки производится в приспособлении, фиксирующем наружный профиль лопасти. Заполнение полости тарированным количеством порошка производится через оставленный незаваренным участок шва, который заваривается перед вспениванием. Вспенивание пенополистирола производится в приспособлении, фиксирующем наружный профиль лопасти, помещением лопасти в температурную камеру, например, для пенополистирола в ванну с кипящей водой и выдержку там. Дозировка порошка полимерного материала при засыпке берется такой, чтобы после снятия фиксирующего приспособления оболочка не выпучилась, и были сохранены геометрические размеры лопасти.
Так как аэродинамическое качество ВК и лопасти существенно зависят от соответствия полученного по технологии профиля лопасти заданному, обеспечение этого заданного профиля определяется дозированием порошка, прогревом до температуры вспенивания, а также фиксацией наружного профиля при сварке, заполнении, вспенивании. Реализация предлагаемого способа изготовления ВК позволяет сформировать с необходимой точностью аэродинамический профиль и повысить коэффициент использования энергии ветра (КПД) до величины 0,35-0,38.
Благодаря предлагаемому способу изготовления ВК достигается получение заданных аэродинамических характеристик, прочности, устойчивости формы оболочки, погашения вибраций, снижения веса, увеличения долговечности и стойкости к сильным и переменным ветрам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЫСТРОХОДНОГО ВЕТРОКОЛЕСА ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2000 |
|
RU2186246C2 |
| ВЕТРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА | 1995 |
|
RU2115017C1 |
| ВЕТРОЭЛЕКТРИЧЕСКАЯ УСТАНОВКА | 1996 |
|
RU2115020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ВЕТРОВОГО КОЛЕСА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2003 |
|
RU2239583C1 |
| ТАРА | 1998 |
|
RU2132808C1 |
| ЛОПАСТЬ ВЕТРОКОЛЕСА | 2001 |
|
RU2209339C1 |
| ПОРОШКОВАЯ КОМПОЗИЦИОННАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2017847C1 |
| ВЕТРОВАЯ ЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА И ОПОРА | 2005 |
|
RU2327056C2 |
| УНИВЕРСАЛЬНЫЙ ВЕТРОДИНАМИЧЕСКИЙ ЭНЕРГЕТИЧЕСКИЙ СИЛОВОЙ ПРИВОД | 1995 |
|
RU2101553C1 |
| КАБЕЛЬНЫЙ ВВОД | 2002 |
|
RU2208856C1 |
Каждую лопасть ветроколеса, представляющую собой оболочку, согнутую по специальному профилю и сваренную по тонкой задней кромке, заполняют путем засыпки в полость оболочки дозированного количества вспенивающегося порошка и прогревают до температуры вспенивания. Сварку оболочки, засыпку полости последней и ее прогрев производят в приспособлении, фиксирующем наружный профиль лопасти. Этот способ обеспечивает получение ветроколеса заданных аэродинамических характеристик, малого веса, а также повышенной прочности, устойчивости формы, долговечности и стойкости к сильным переменным ветрам. 1 з.п. ф-лы, 1 ил.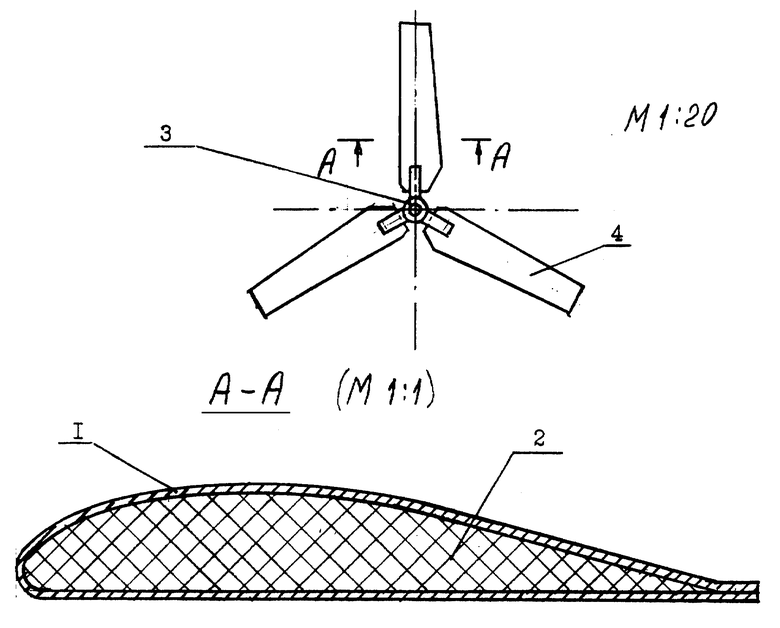
| Ротор ветродвигателя | 1986 |
|
SU1353926A1 |
| US 5042968 A, 27.08.91 | |||
| Способ упаковки подшипников в полиэтиленовую пленку | 1966 |
|
SU451578A1 |

