Изобретение относится к области изготовления изделий радиотехнического назначения из полимерных композиционных материалов, в частности к конструкциям и способам изготовления из стеклопластиков крупногабаритных самолетных антенных обтекателей замкнутой в поперечном сечении формы. Оно может быть использовано в авиационной промышленности.
Первые два из группы изобретений предназначены для проектирования и изготовления крупногабаритного носового радиопрозрачного обтекателя со стенкой пятислойной конструкции со слоями сотового заполнителя, расположенными между внутренней обшивкой и средним слоем и между средним слоем и наружной обшивкой, которые выполнены из стеклопластика. Способ изготовления слоя антенного обтекателя может быть использован для изготовления как многослойной конструкции, так и обтекателя с единственным монолитным слоем.
Известен носовой антенный обтекатель замкнутой в поперечном сечении формы для летательного аппарата, выполненный из стеклопластика и имеющий вид колпака с узлом крепления. Толщина стенки такого обтекателя составляет 0,85÷0,95 от толщины стенки "полуволнового" обтекателя, т.е. обтекателя с монолитной стенкой, толщина которой соответствует набегу фазы в полволны (патент РФ 2054763, приоритет 1993.04.12, МПК H 01 Q 01/42).
Его недостатком является большая масса квадратного метра стенки обтекателя.
Известен способ изготовления самолетного антенного обтекателя с монолитной стенкой из стеклопластика пропиткой связующим под давлением сухого стеклонаполнителя, уложенного в полость между герметичными пуансоном и матрицей (И. Г. Гуртовник, В.Н. Спортсмен. Стеклопластики радиотехнического назначения. М.: Химия, 1987, с.91-100).
Его недостатком является сложность аппаратурного оформления способа и большой разброс значений диэлектрических характеристик получаемого этим способом стеклопластика из-за неравномерности пропитки стекловолокнистого наполнителя связующим. Это особенно проявляется при изготовлении крупногабаритных самолетных антенных обтекателей в форме ожевального конуса длиной более 2500 мм и диаметром в зоне узла крепления к головной части фюзеляжа более 1200 мм.
Наиболее близким к предлагаемому устройству является крупногабаритный самолетный антенный обтекатель, приведенный на чертеже "Обтекатель самолета СУ30И, чертеж 11.0247.И.005.00, АООТ "ОКБ Сухого", М., 1996 г.". Он включает внутреннюю и внешние обшивки из пластика на основе термореактивного связующего, средний слой из стеклопластика и слои сотового заполнителя, расположенные между внутренней обшивкой и средним слоем и между средним слоем и наружной обшивкой, а также силовые пояса из высокопрочного стеклопластика. Средний слой армирован стеклотканью на основе полых волокон, коэффициент капиллярности которых (отношение внутреннего диаметра к наружному) составляет 0,5÷0,7. Сотовый заполнитель имеет сторону ячейки 3,5 мм, изготовлен из стеклоткани, пропитанной бакелитовым лаком и отвержденной, и контактирует с обшивками и средним слоем через клеевую пленку, армированную стеклотканью. Обшивки и средний слой выполнены из фенолоформальдегидного стеклопластика.
Его недостатками являются низкая стабильность радиотехнических характеристик, низкая эрозионная стойкость, недостаточная прочность соединения сотового заполнителя с обшивками и средним слоем и плохая экологическая обстановка при его изготовлении.
Наиболее близким к предлагаемому способу изготовления многослойного обтекателя является следующий способ изготовления такого крупногабаритного самолетного антенного обтекателя ("Инструкция по изготовлению носового РП обтекателя объекта СУ30МКИ (СУ30И)" 11.4800.И.009.998. АООТ "ОКБ Сухого", М., 2000 г. ). На жесткую форму, выполненную по внутреннему контуру обтекателя, наносят антиадгезионный слой, например из кремнийорганической смазки и термообрабатывают его. Выкладывают на форме требуемое количество слоев препрега, т. е. стеклоткани, пропитанной синтетическим связующим, например фенолоформальдегидным, для образования внутренней обшивки. Выкладывают один слой клеевой пленки, представляющей собой препрег на основе тонкой стеклоткани или стеклосетки, пропитанной синтетическим клеем, например фенолоформальдегидным, укладывают по всей поверхности клеевой пленки сотовый заполнитель требуемой высоты. На сотовый заполнитель укладывают дренаж, например, из нескольких слоев стеклоткани, на дренаж укладывают герметичный чехол из резины, прорезиненной ткани или термостойкой пленки, который по фланцам прижимают к основанию формы. На герметичном чехле располагают штуцера, которые через шланги соединяют с вакуумной системой. Форму с набранным пакетом помещают в термошкаф или автоклав, где производят формование изделия при температуре отверджения связующего и под давлением, равным разности между внешним давлением и давлением под герметичным чехлом.
Затем для образования среднего слоя обтекателя на полученную заготовку аналогичным образом выкладывают требуемое количество слоев препрега из стеклоткани на основе полых волокон, пропитанной синтетическим связующим, например фенолоформальдегидным, и проводят формование. Для уменьшения количества и размеров складок, образующихся при формовании препрега, применяют прием последовательного набора требуемой толщины среднего слоя; изготавливая его за несколько формований, при этом после каждого формования производят зачистку более мелких складок. Этот способ изготовления среднего слоя может быть выбран в качестве прототипа предлагаемого способа изготовления слоя антенного обтекателя.
После этого для образования следующих слоев через клеевую пленку к среднему слою приформовывают второй слой сотового заполнителя, после чего к сотовому заполнителю через клеевую пленку приформовывают требуемое количество слоев препрега для образования внешней обшивки. В процессе приформовки слоев сотового заполнителя из слоев препрега на основе высокопрочной стеклоткани формируют силовой пояс узла крепления обтекателя к головной части фюзеляжа самолета и силовой пояс крепления штанги приема высокого давления в носовой части обтекателя.
Этот способ изготовления обтекателя позволяет изготавливать крупногабаритные самолетные антенные обтекатели сложного профиля с применением простой оснастки.
Недостатком этого способа изготовления обтекателя в целом и способа изготовления среднего слоя в частности является то, что при изготовлении крупногабаритных обтекателей замкнутой в поперечном сечении формы, например конической, ожевальной и т.п., имеющих значительную толщину среднего слоя обкладки (более 1 мм), из-за недостаточного уплотнения слоев препрега, которое осуществляется обычно прикаткой роликом, в процессе формования слои препрега образуют складки различной высоты и длины. Особенно в среднем слое самолетного антенного обтекателя, который выполняет роль согласующего слоя для обеспечения максимального коэффициента прохождения электромагнитной энергии через стенку обтекателя, минимизации уровня боковых лепестков диаграммы направленности и угловой ошибки, и к которому предъявляются высокие требования по стабильности толщины и диэлектрических характеристик, такие складки недопустимы. Поэтому их вынуждены срезать, что приводит к нарушению целостности слоев армирующего наполнителя в стенке обтекателя и, как следствие этого, к снижению прочности обтекателя в целом и к ухудшению его радиотехнических характеристик (коэффициента прохождения электромагнитной энергии, уровня боковых лепестков диаграммы направленности и угловой ошибки). Кроме того, удаление складок является трудоемкой операцией и связано с ухудшением условий труда.
Увеличение же числа последовательных формований приводит к резкому увеличению трудоемкости способа, увеличению расхода вспомогательных материалов, применяемых при формовании стеклопластиковой заготовки обтекателя и значительному увеличению расхода электроэнергии. При этом прочность обтекателя остается низкой.
Одним из существенных недостатков этого способа изготовления обтекателя является также использование в качестве синтетического связующего и клея фенолоформальдегидных смол поликонденсационного типа, т.е. отверждающихся с выделением значительного количества летучих компонентов, приводит при вакууммировании заготовки обтекателя к неконтролируемому подвспениванию связующего и клея и заполнению этой массой части объема ячеек сотового заполнителя, что резко изменяет диэлектрические характеристики сотового заполнителя и тем самым снижает стабильность радиотехнических характеристик обтекателя.
Задачей изобретения является повышение стабильности радиотехнических характеристик и эрозионной стойкости крупногабаритного самолетного антенного обтекателя многослойной конструкции, прочности соединения сотового заполнителя с обшивками и средним слоем обтекателя и улучшение экологической обстановки при его изготовлении.
Задача решается тем, что в антенном обтекателе, содержащем внутреннюю и внешнюю обшивки, средний слой из высокопрочного стеклопластика на основе термореактивного связующего и слои стеклосотопласта, расположенные между внутренней обшивкой и средним слоем и между средним слоем и наружной обшивкой, а также силовые пояса, согласно изобретению средний слой выполнен не менее чем из трех подслоев, каждый из которых состоит из секторов, стыки секторов в смежных подслоях удалены друг от друга на расстояние, при котором прочность на сдвиг между подслоями больше прочности на растяжение подслоя.
Отличительной особенностью предлагаемого обтекателя является также то, что стеклопластик среднего слоя имеет диэлектрическую проницаемость 1,9÷4,7 при частоте 1010 Гц.
В предлагаемом обтекателе согласно изобретению в упомянутых подслоях среднего слоя между секторами имеются зазоры, которые заполнены синтактным пенопластом с диэлектрической проницаемостью, совпадающей с диэлектрической проницаемостью упомянутого стеклопластика с точностью ±2% при частоте 1010 Гц.
Упомянутые подслои среднего слоя соединены между собой и со слоями стеклосотопласта клеевыми прослойками.
Упомянутые клеевые прослойки между подслоями среднего слоя и между стеклосотопластом и средним слоем выполнены из стеклопластика на основе клеевого препрега термореактивного типа с теми же ингредиентами, что и упомянутый стеклопластик среднего слоя, но имеют на 40÷60% по массе большее содержание клеевой композиции.
Упомянутые слои стеклосотопласта соединены с упомянутыми обшивками клеевыми прослойками.
Клеевые прослойки между стеклосотопластом и обшивками выполнены из стеклопластика на основе клеевого препрега термореактивного типа с теми же ингредиентами, что и материал обшивок, но с большим на 40÷60% по массе содержанием клеевой композиции.
Предлагается также способ изготовления антенного обтекателя такой многослойной конструкции, включающий выкладку на жесткой форме, выполненной по внутреннему контуру обтекателя, слоя внутренней обшивки и слоя стеклосотопласта и их вакуумное или автоклавное формование, последующее чередование выкладки и формования среднего слоя, слоя стеклосотопласта, слоя наружной обшивки, отличающийся тем, что средний слой выкладывают из не менее чем трех подслоев, каждый из которых сформирован предварительно подформованными секторами, укладываемыми встык.
После укладки каждого подслоя проводят его приформовывание.
Второй и последующие подслои среднего слоя выкладывают со смещением стыков секторов в смежных подслоях друг относительно друга на расстояние, при котором прочность на сдвиг между подслоями больше прочности на растяжение подслоя.
Сектора среднего слоя изготавливают из стеклопластика на основе клеевого препрега термореактивного типа.
Для секторов подслоев среднего слоя используют стеклопластик с диэлектрической проницаемостью 1,9÷4,7 при частоте 1010 Гц.
При таком выборе материала секторов предварительное подформовывание секторов проводят под вакуумом при 50÷120oС в течение 25÷45 минут.
В каждом подслое перед выкладкой следующего подслоя или слоя по месту стыка секторов прорезают зазор на глубину подслоя и заполняют зазор синтактным пенопластом с диэлектрической проницаемостью, совпадающей с диэлектрической проницаемостью стеклопластика секторов с точностью ±2% при частоте 10 Гц.
Подслои среднего слоя соединяют между собой и со слоями стеклосотопласта клеевыми прослойками.
В качестве этих клеевых прослоек можно использовать стеклопластик на основе клеевого препрега термореактивного типа с теми же ингредиентами, что и материал секторов среднего слоя, но с большим на 40÷60% по массе содержанием клеевой композиции.
Слои стеклосотопласта соединяют с обшивками клеевыми прослойками.
В качестве этих клеевых прослоек можно использовать стеклопластик на основе клеевого препрега термореактивного типа с теми же ингредиентами, что и материал обшивок, но с большим на 40÷60% по массе содержанием клеевой композиции.
Предлагается также способ изготовления слоя антенного обтекателя, включающий выкладку этого слоя на жесткой форме непосредственно или поверх других слоев и последующее его формование и отличающийся тем, что этот слой выкладывают из не менее чем трех подслоев, каждый из которых сформирован предварительно подформованными секторами, укладываемыми встык.
После укладки каждого подслоя проводят его приформовывание.
Второй и последующие подслои выкладывают со смещением стыков секторов в смежных подслоях друг относительно друга на расстояние, при котором прочность на сдвиг между подслоями больше прочности на растяжение подслоя.
Сектора подслоев изготавливают из стеклопластика на основе клеевого препрега термореактивного типа с диэлектрической проницаемостью 1,9÷4,7 при частоте 1010 Гц.
В каждом подслое по месту стыка его секторов прорезают зазор на глубину подслоя и заполняют зазор синтактным пенопластом с диэлектрической проницаемостью, совпадающей с диэлектрической проницаемостью стеклопластика секторов с точностью ±2% при частоте 1010 Гц.
Подслои среднего слоя соединяют между собой клеевыми прослойками, для которых используют стеклопластик на основе клеевого препрега термореактивного типа с теми же ингредиентами, что и стеклопластик упомянутых секторов, но с большим на 40÷60% по массе содержанием клеевой композиции.
Способ изготовления слоя антенного обтекателя может быть применен как для изготовления единственного слоя антенного обтекателя, то есть обтекателя с монолитной конструкцией стенки, так и для изготовления слоя обтекателя многослойной конструкции.
Указанное выполнение обтекателя и предлагаемый способ его изготовления позволяют получить обтекатель со стабильной толщиной среднего (согласующего) слоя и со стабильными диэлектрическими характеристиками каждого слоя и, следовательно, со стабильными радиотехническими характеристиками, т.к. электрическая толщина обтекателя является функцией геометрической толщины обтекателя и диэлектрической проницаемости материала каждого из его слоев.
Способ изготовления слоя антенного обтекателя позволяет получать, например, из клеевого препрега, монолитный слой любой толщины с высокой однородностью и воспроизводимостью по толщине и прочностным и диэлектрическим свойствам материала.
Изобретение поясняется чертежами.
На фиг. 1 изображена конструкция самолетного носового антенного обтекателя.
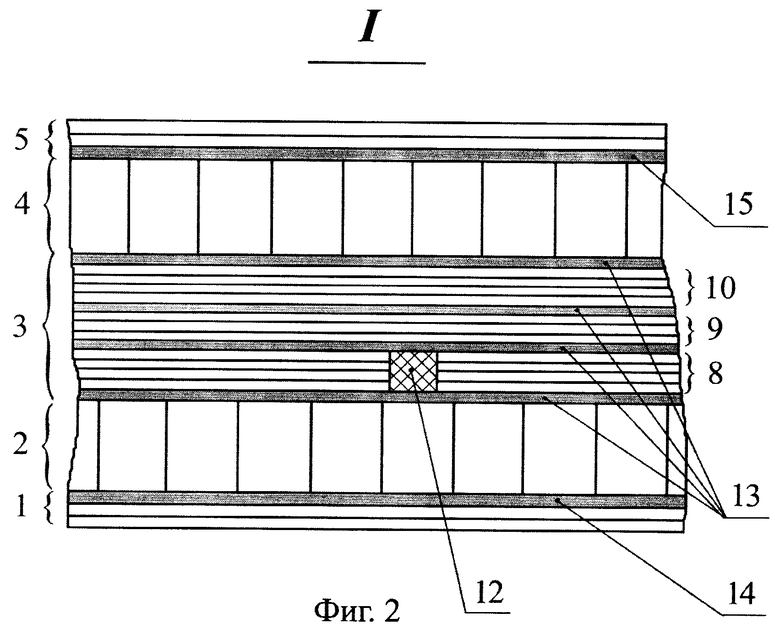
На фиг. 2 показан фрагмент сечения стенки обтекателя в увеличенном масштабе.
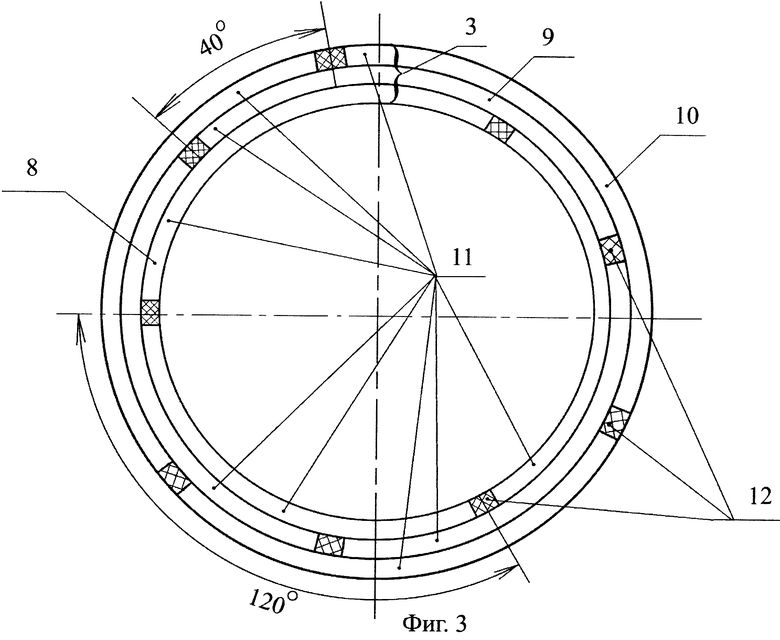
На фиг. 3 приведен пример разбиения подслоев среднего слоя на сектора (вид с торца обтекателя в разрезе).
Предлагаемый обтекатель имеет следующую конструкцию (см. фиг.1). Радиопрозрачная стенка обтекателя состоит из следующих слоев: слоя (1) внутренней обшивки, слоя (2) стеклосотопласта (сотового заполнителя), среднего слоя (3), еще одного слоя (4) стеклосотопласта и слоя (5) наружной обшивки, причем упомянутые слои расположены в порядке их перечисления. Конструкция обтекателя усилена силовыми поясами (6) и (7), причем силовой пояс (6) предназначен для крепления штанги приема высокого давления, а силовой пояс (7) - для крепления обтекателя к фюзеляжу самолета.
Средний слой (3) выполнен из высокопрочного стеклопластика на основе термореактивного связующего, то есть стеклопластика, изготовляемого из клеевого препрега термореактивного типа. Этот препрег представляет собой стеклоткань, пропитанную термореактивной клеевой композицией (клеевая композиция называется также связующим). Такой стеклопластик может быть получен в рамках предлагаемого способа (подробно описан далее).
Слой (3) состоит не менее чем из трех подслоев (на фиг.2 позиции (8), (9), (10)). Каждый из подслоев разделен на сектора (11). Пример разделения слоя (3) на три подслоя (8), (9) и (10) и девять секторов (11) приведен также на фиг.3.
Выполнение среднего слоя (3) из нескольких подслоев, каждый из которых состоит из секторов, позволяет исключить в процессе изготовления образование складок препрега, т.е. неоднородностей в материале среднего слоя. Это повышает однородность и прочность слоя (3) и обтекателя в целом. Выполнение слоя (3) из менее чем трех подслоев, т.е. из двух, не позволяет обеспечить необходимую прочность слоя (3).
Стыки секторов (11) в смежных подслоях (8), (9) и (10) удалены друг от друга на расстояние, при котором прочность на сдвиг между подслоями больше прочности на растяжение подслоя. Выполнение среднего слоя (3) с таким смешением стыков секторов в подслоях позволяет обеспечить равномерную прочность среднего слоя при воздействии аэродинамических нагрузок. На фиг.3 показан вариант, когда стыки секторов (11) равномерно распределены по площади обтекателя (в проекции с торца обтекателя).
Факторы, влияющие на выбор числа слоев и разбиение на сектора, более подробно рассмотрены далее при описании способа.
Подслои имеют толщину 1,2÷2,7 мм. Выбор толщины подслоев среднего слоя в этих пределах позволяет получить в среднем однородный по физико-механическим и диэлектрическим свойствам материал с разбросом по толщине ±0,1 мм, что в итоге обеспечивает высокую стабильность радиотехнических характеристик обтекателей.
Диэлектрическая проницаемость материала подслоев находится в интервале 1,9÷4,7 при частоте 1010 Гц. Такой выбор диэлектрической проницаемости позволяет получить в обтекателе со стенкой пятислойной конструкции коэффициент прозрачности в основном диапазоне не менее 0,9, увеличение уровня ближних лепестков диаграммы направленности не более 1 дБ, увеличение уровня дальних лепестков диаграммы направленности не более 3 дБ и величину угловой ошибки не более 5 минут.
Между секторами (11) среднего слоя (3) имеются зазоры (12) (см. фиг.3 и 2) шириной 1,5÷2,5 мм, которые заполнены синтактным пенопластом с диэлектрической проницаемостью, совпадающей с диэлектрической проницаемостью материала секторов с точностью ±2% при частоте 1010 Гц. Это позволяет исключить влияние стыков между секторами на радиотехнические характеристики обтекателя и тем самым повысить стабильность характеристик обтекателей от партии к партии.
Подслои (8), (9), (10) среднего слоя соединены между собой и со слоями (2) и (4) стеклосотопласта клеевыми прослойками (13) (см. фиг.2). Прослойки (13) представляют собой стеклопластик на основе клеевого препрега термореактивного типа толщиной 0,10÷0,30 мм с теми же ингредиентами, что и материал секторов среднего слоя, но имеют на 40÷60% по массе большее содержание клеевой композиции. Между внутренней обшивкой (1) и слоем стеклосотопласта (2) имеется клеевая прослойка (14), а также между слоем стеклосотопласта (4) и наружной обшивкой (5) - клеевая прослойка (15). Прослойки (14) и (15) выполнены из стеклопластика на основе клеевого препрега термореактивного типа толщиной 0,15÷0,35 мм с теми же ингредиентами, что и материал обшивок, по с большим на 40÷60% по массе содержанием клеевой композиции. Наличие клеевых прослоек (13), (14) и (15) позволяет повысить прочность обтекателя, его стойкость к ударным нагрузкам и уменьшить при этом вес обтекателя.
Сторона ячейки стеклосотопласта (2) и (4) имеет величину 2,3÷4,5 мм. Ограничение размеров стороны ячейки стеклосотопласта объясняется следующими обстоятельствами: стеклосотопласт со стороной ячейки менее 2,3 мм имеет большую жесткость и трудно выкладывается на поверхность двойной кривизны, а стеклосотопласт со стороной ячейки более 4,5 мм при склейке его со средним слоем и обшивками дает глубокие отпечатки в местах контактов торцов сот с материалом среднего слоя и обшивок, изменяя тем самым диэлектрические характеристики среднего слоя и обшивок.
Такой обтекатель обладает высокой и стабильной радиопрозрачностью (коэффициент прохождения не менее 0,9) в основном диапазоне радиоволн и одновременно высокой прочностью. Это обеспечивает качественное функционирование находящейся внутри обтекателя радиоаппаратуры. Коэффициент вариации радиотехнических характеристик обтекателей не превышает 1%. В сравнении с прототипом прочность повышена в 2,5÷3 раза, эрозионная стойкость - более чем в 10 раз.
Далее изложены предлагаемые способ изготовления описанного обтекателя и способ изготовления слоя обтекателя типа слоя (3). Способ изготовления слоя является, с одной стороны, частью способа изготовления предлагаемого обтекателя, а, с другой стороны, может быть применен самостоятельно для изготовления монолитного однослойного обтекателя или слоя многослойного обтекателя другой конструкции. Далее сначала описаны подготовительные операции, которые являются общими для этих способов, затем поочередно - предлагаемые способы.
Определяют количество подслоев в слое (3), их толщины и соответствующие толщинам подслоев количества слоев препрега в заготовках секторов (11). Количество подслоев определяют, исходя из требуемой толщины слоя (3) и оптимальной толщины подслоя, которая зависит от свойств используемого препрега и кривизны поверхности. Нужную толщину слоя (3) определяют по желаемым прочности обтекателя, радиотехническим показателям и прочностным и диэлектрическим параметрам используемого препрега.
Чем меньше толщина подслоя (она же толщина сектора из стеклопластика) и чем ближе общая форма поверхности сектора к плоской, тем меньше вероятность образования складок при его изготовлении. Поэтому легче ровно уложить препрег на сектор, имеющий не замкнутую в поперечном сечении форму, чем на целый конический обтекатель. Чем больше количество подслоев в среднем слое и чем больше количество секторов в каждом подслое, тем более однородным будет материал среднего слоя.
Однако с увеличением количества подслоев и секторов увеличивается трудоемкость изготовления обтекателя и удлиняется цикл процесса. Кроме того, появляется необходимость в дополнительной технологической оснастке, т.к. для подформовки (предварительного уплотнения) секторов каждого подслоя требуется своя форма, выполненная по внутреннему контуру сектора. Следует использовать не менее трех подслоев, так как отдельный подслой в месте стыка секторов не обладает приемлемой прочностью.
Определяют также вариант разделения подслоев слоя (3) поверхности обтекателя на сектора (11). Разделение подслоя на сектора (11) осуществляется из следующих соображений:
- минимальные размеры секторов (11) должны быть таковы, чтобы при выкладке этих секторов их стыки в смежных подслоях могли бы быть смещены друг относительно друга на расстояние, при котором после формования прочность на сдвиг между подслоями была бы больше прочности на растяжение подслоя,
- максимальные размеры секторов (11) определяются возможностью уложить препрег на поверхность сектора без складок с использованием локального прогрева.
Подготавливают оборудование, оснастку, необходимые измерительные инструменты, сырье и материалы, в том числе заготовки секторов (11), из которых будут выкладываться подслои слоя (3) обтекателя.
Используемое оборудование включает, например, термошкаф для нагрева формы в процессе формования, вакуумный насос для вакуумного формования, средства для транспортировки оснастки и деталей, средства для резки и хранения препрегов и средства для локального прогрева препрегов.
В состав оснастки входят жесткая, например металлическая, форма для выкладки и формования обтекателя, поверхность которой соответствует внутреннему контуру обтекателя, и оправки для выкладки и вакуумирования заготовок секторов. Количество, размеры и форма поверхности оправок зависят от варианта разделения поверхности обтекателя на сектора.
Заготовки секторов (11) изготавливаются следующим образом.
Для изготовления секторов (11) используют стеклопластик на основе клеевого препрега термореактивного типа, представляющий собой стеклоткань на основе полых волокон, пропитанную клеевой композицией. В соответствии с изобретением выбирают такой препрег, диэлектрическая проницаемость которого после формования составляет 1,9÷4,7 при частоте 1010 Гц.
На поверхность оправки выкладывают слой препрега и раскраивают его в соответствии с выбранным разделением поверхности обтекателя на сектора для данного подслоя слоя (3). При необходимости препрег локально прогревают, например, струей горячего воздуха, для увеличения его пластичности. Слой препрега прикатывают, локально прогревая. Сверху аналогично последовательно выкладывают и прикатывают необходимое для выбранной толщины подслоя количество слоев препрега, размещая каждый из следующих слоев в разбежку стыков слоев препрега предыдущего слоя. Количество слоев препрега выбирают таким образом, чтобы после подформовывания толщина сектора находилась в диапазоне 1,5÷3,1 мм (а потом, после окончательного формования, - в диапазоне 1,2÷2,7 мм).
Проводят предварительное подформовывание секторов из выложенного пакета препрега под вакуумом порядка 0,5÷0,9•105 Па при 50÷120oС в течение 25÷45 минут.
В соответствии с предлагаемым способом изготовления предлагаемого обтекателя по завершению подготовительных операций проводят сборку обтекателя на жесткой форме. Сборка состоит из следующих этапов:
1. На форму выкладывают слои препрега для образования внутренней обшивки (1) и частей силовых поясов (6) и (7) для набора толщины, равной высоте стеклосотопласта (2) (т. е. сотового заполнителя). При этом последний слой препрега для внутренней обшивки (1) является одновременно клеевой прослойкой (14) для соединения внутренней обшивки (1) со стеклосотопластом (2). Он содержит те же ингредиенты, что и предыдущие слои, но имеет на 40÷60% по массе большее содержание клеевой композиции (связующего). Толщина прослойки (14) составляет 0,15÷0,35 мм.
Выкладывают стеклосотопласт (2) поверх слоя внутренней обшивки (1). Сторона ячейки стеклосотопласта (2) выбирается в интервале 2,3÷4,5 мм.
Заготовку обтекателя закрывают герметичным чехлом и проводят формование, например, вакуумное.
2. На выложенные ранее и отформованные слои (1) и (2) выкладывают клеевую прослойку (13), представляющую собой слой препрега, который содержит те же ингредиенты, что и препрег, используемый для формирования секторов (11) среднего слоя, но имеет на 40÷60% по массе большее содержание клеевой композиции. Прослойка (13) является одновременно составляющим материалом среднего слоя (3) и клеевым соединением стеклосотопласта (2) с секторами первого подслоя (8). Толщину прослойки (13) выбирают в диапазоне 0,10÷0,30 мм.
На эту клеевую прослойку (13) выкладывают встык подформованные, как описано выше, сектора (11) подслоя (8) среднего слоя (3) и проводят их приформовывание под вакуумом при температуре отверждения клеевой композиции.
В местах стыков секторов подслоя (8) прорезают зазоры (12) на глубину подслоя (8) шириной 1,5÷2,5 мм. Зазоры (12) заполняют синтактным пенопластом с диэлектрической проницаемостью, совпадающей с диэлектрической проницаемостью материала секторов с точностью ±2% при частоте 1010 Гц.
Затем для последующих не менее двух подслоев среднего слоя (3) аналогично выкладывают такие же клеевые прослойки (13) и сектора (11), приформовывают их и аналогично обрабатывают зазоры (12) на местах стыков секторов (11). При выкладке секторов (11) их располагают со смещением их стыков в смежных подслоях друг относительно друга на расстояние, при котором прочность на сдвиг между подслоями больше прочности на растяжение подслоя. При этом желательно размещать сектора (11) так, чтобы их стыки в несмежных слоях были также удалены друг от друга.
3. После формования всех подслоев среднего слоя (3) выкладывают поверх всех предыдущих слоев аналогичную клеевую прослойку (13), выкладывают части силовых поясов (6) и (7) для набора толщины, равной толщине стеклосотопласта (4), выкладывают стеклосотопласт (4). Сторона ячейки стеклосотопласта (4) также выбирается в интервале 2,3÷4,5 мм. Проводят приформование стеклосотопласта (4) под вакуумом при температуре отверждения клеевой композиции.
4. Выкладывают сверху клеевую прослойку (15) в виде препрега, содержащего те же ингредиенты, что и препрег для наружной обшивки (5), но имеющего на 40÷60% по массе большее содержание связующего. Толщину клеевой прослойки (15) выбирают в интервале 0,15÷0,35 мм. Выкладывают необходимое количество слоев препрега внешней обшивки (5), сигнальные и технологические пояса (не показаны) и проводят последнее формование.
В соответствии с предлагаемым способом изготовления слоя обтекателя по завершению подготовительных операций на жесткой форме непосредственно или поверх уже выложенных или сформованных слоев выкладывают встык подформованные сектора (11) подслоя (8) слоя (3) (см. также фиг.3). Проводят их приформовывание под вакуумом при температуре отверждения клеевой композиции.
В местах стыков секторов подслоя (8) прорезают зазоры (12) на глубину подслоя (8) шириной 1,5÷2,5 мм. Зазоры (12) заполняют синтактным пенопластом с диэлектрической проницаемостью, совпадающей с диэлектрической проницаемостью материала секторов с точностью ± 2% при частоте 1010 Гц.
Затем выкладывают клеевую прослойку (13), представляющую собой слой препрега, который содержит те же ингредиенты, что и препрег, используемый для формирования секторов (11) слоя (3), но имеющую на 40÷60% по массе большее содержание клеевой композиции. Толщину прослойки (13) выбирают в диапазоне 0,10÷0,30 мм.
Поверх прослойки (13) выкладывают сектора (11) подслоя (9) со смещением их стыков относительно стыков предыдущего подслоя на расстояние, при котором прочность на сдвиг между подслоями больше прочности на растяжение подслоя. Сектора (11) приформовывают и аналогично обрабатывают зазоры (12) на местах стыков секторов (11). Операции выкладки прослойки (13), секторов (11) одного подслоя, их приформовывания и обработки стыков повторяют необходимое число раз. При этом желательно размещать сектора (11) так, чтобы их стыки в несмежных слоях были также удалены друг от друга. Всего выкладывают не менее трех подслоев.
После изготовления слоя обтекателя в соответствии с предлагаемым способом изготовления этого слоя при необходимости сверху выкладывают и приформовывают другие слои.
Заявленные обтекатель и способ его изготовления поясняются конкретным примером.
Носовой самолетный антенный обтекатель представляет собой конус ожевальной формы длиной 2918 мм, диаметром у основания 1255 мм, углом у вершины 43o со стенкой пятислойной конструкции, включающей:
- внутреннюю обшивку (1) толщиной 0,9 мм из стеклопластика на основе клеевого препрега типа КМКС-2.120 ТУ 1-595-24 488- 96,
- первый слой стеклосотопласта (2) марки ССП-1 со стороной ячейки 3,5 мм ТУ 1-596-395-98 высотой 3,8 мм,
- средний слой (3) толщиной 5,8 мм из стеклопластика на основе клеевого препрега типа КМКС-2.120,
- второй слой стеклосотопласта (4) с теми же параметрами, что и у первого слоя стеклосотопласта (2),
- наружную обшивку (5) толщиной 0,9 мм из того же стеклопластика, что и для внутренней обшивки (1),
- силовой пояс (6) узла крепления штанги приема высокого давления к обтекателю и силовой пояс (7) узла крепления обтекателя к фюзеляжу самолета из стеклопластика на основе клеевого препрега типа КМКС-2.120.
На металлическую форму, выполненную по внутреннему контуру обтекателя, наносят антиадгезионную смазку и выкладывают два слоя клеевого препрега марки КМКС-2.120. Т. 10.37, представляющего собой стеклоткань марки Т-10 ГОСТ 19170-73, пропитанную эпоксидным клеем марки ВК-36РТ ТУ 1-595-24-486-96, играющим роль связующего. Массовое содержание клеевой композиции в препреге составляет 37%. Поверх этих слоев выкладывают один слой препрега КМКС-2.120. Т10.55, содержащий те же ингредиенты, что и препрег для первых двух слоев, но имеющий массовое содержание клеевой композиции, равное 55%. Этот слой препрега является последним слоем внутренней обшивки (1) и одновременно выполняет функцию клеевой прослойки (14).
Выкладывают силовые пояса (6) и (7) из 15 слоев препрега марки КМКС-2.120. Т10.37. Количество слоев препрега выбирают из того расчета, чтобы после формования толщина силовых слоев была равна высоте стеклосотопласта (2), т.е. 3,8 мм.
Поверх выложенных слоев укладывают стеклосотопласт (2), заготовку закрывают дренажными слоями из стеклоткани марки Т-13 ГОСТ 19170-73 и помещают в герметичный мешок из прорезиненной ткани марки НТ-7, после чего производят формование вакуумным способом в термошкафу при постоянном повышении температуры до 180oС и выдерживают при этой температуре в течение 3 часов.
Средний слой (3) формируют из трех подслоев (8), (9) и (10), толщина каждого из которых равна приблизительно одной трети толщины среднего слоя, т. е. 1,9-2,0 мм. Каждый подслой (8), (9) и (10) разделяют на три сектора (11) (см. фиг.3).
На форме, выполненной по внутреннему контуру среднего подслоя (3) с припуском 100 мм на сторону, выкладывают заготовку сектора первого подслоя из 11 слоев клеевого препрега КМКС-2.120.Т15.37, представляющего собой стеклоткань на основе полых волокон марки Т-15(П)-76 ТУ6-48-107-94, пропитанную клеем марки ВК-36РТ, играющим роль связующего. Массовое содержание клеевой композиции в препреге составляет 37%. Поскольку форма сектора не замкнута, препрег легко укладывают без складок, прикатывают последующие слои роликом и, при необходимости, в процессе выкладки осуществляют его прогрев горячим воздухом, например с помощью фена, для увеличения пластичности препрега. Выложенную заготовку сектора подформовывают под вакуумом 0,7•105 Па при 100oС в течение 30 минут. Аналогично изготавливают остальные сектора, но сектора второго подслоя набирают из 10 слоев препрега, чтобы после приформовки всех секторов получить требуемую толщину среднего слоя, а именно 5,8 мм.
Подформованные сектора (11) обрезают по контуру по шаблонам таким образом, чтобы в каждом подслое обеспечить зазор между секторами не более 1 мм.
На заготовку поверх слоя стеклосотопласта (2) выкладывают слой препрега марки КМКС-2.120. Т15.55, содержащий те же ингредиенты, что и препрег, используемый для изготовления секторов, но имеющий массовое содержание клеевой композиции 55%. Этот слой препрега является составной частью среднего слоя (3) и одновременно выполняет функцию клеевой прослойки (13). Затем выкладывают три сектора первого подслоя (8) и производят их приформовку вакуумным способом в термошкафу при постепенном повышении температуры до 180oС и выдержке при этой температуре в течение 3 часов.
После приформовки секторов (11) первого подслоя (8) между секторами (11) прорезают зазоры (12) шириной 2 мм на глубину, равную толщине отформованного подслоя (8) и заполняют зазоры (12) синтактным пенопластом, представляющим собой наполненный полыми стеклянными микросферами марки МС-А9 ТУ 6-48-108-94 эпоксидный клей ВК-27 ПИ 1.2А.145-99.
После отверждения синтактного пенопласта его зашкуривают заподлицо с наружной поверхностью секторов (11) первого подслоя (8) и на заготовку с приформованными секторами первого подслоя (8) выкладывают слой препрега КМКС-2.120. Т15.55, играющий роль клеевой прослойки (13). Затем выкладывают три сектора (1) второго подслоя (9), располагая сектора (11) так, чтобы их стыки были смещены относительно стыков секторов первого подслоя (8) на одну треть ширины сектора. Производят приформовку этих секторов вакуумным способом по режиму, указанному для приформовки секторов первого подслоя (8), между секторами (11) аналогично прорезают зазоры (12) и заполняют их синтактным пенопластом. После отверждения синтактного пенопласта и его зашкуривания повторяют операции: выкладывают слой препрега марки КМКС-2.120.Т15.55 в качестве клеевой прослойки (13), три сектора (11) третьего подслоя (10), смещая стыки этих секторов относительно стыков секторов подслоя (9) на одну треть ширины сектора, обрабатывают зазоры (12) между секторами (11), заполняя их синтактным пенопластом, отверждая пенопласт и зашкуривая.
Затем выкладывают слой препрега марки КМКС-2.120.Т15.55 в качестве клеевой прослойки (13), выкладывают силовые пояса (6) и (7) из 15 слоев препрега КМКС-2.120.Т10.37, выкладывают второй слой стеклосотопласта (4) и производят вакуумное формование заготовки при вакууме не менее 0,8•105 Па при постепенном (со скоростью 1÷2oС/мин) повышении температуры до 180oС и выдержке при этой температуре в течение 3 часов.
После отверждения клеевой композиции на заготовку выкладывают один слой препрега марки КМКС-2.120. Т10.55 в качестве клеевой прослойки (15) и два слоя препрега марки КМКС-2.120.Т10.37 и производят формование наружной обшивки (5) вакуумным способом при вакууме не менее 0,8•105 Па при постепенном (со скоростью 1÷2oС/мин) повышении температуры до 180oС и выдержке при этой температуре в течение 5 часов.
Для улучшения качества внешней поверхности обтекателя операцию формования наружной обшивки (5) разделяют на два этапа. Сначала к стеклосотопласту (4) приформовывают часть наружной обшивки (5), состоящей из одного слоя препрега марки КМКС-2.120.Т10.55, играющего роль клеевой пленки (15), и одного слоя препрега марки КМКС-2.120.Т10.37, а затем приформовывают наружный облицовочный слой препрега марки КМКС-2.120.Т10.37. В этом случае при формовании первых двух слоев наружной обшивки отверждение клея при 180oС производят в течение 3 часов, а при наформовке последнего облицовочного слоя наружной обшивки отверждение производят при 180oС в течение 5 часов.
Обтекатель снимают с формы, замеряют его толщину, обрезают технологические припуски, производят подгонку его к стыковочному кольцу и к узлу крепления штанги приема высокого давления (ПВД), взвешивают обтекатель, устанавливают стыковочное кольцо и узел крепления штанги ПВД и наносят лакокрасочное покрытие на наружную и внутреннюю поверхности обтекателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ШИРОКОПОЛОСНОГО РАДИОПРОЗРАЧНОГО ОБТЕКАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2722559C2 |
| РАДИОПРОЗРАЧНОЕ УКРЫТИЕ ДЛЯ АНТЕНН, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И КРЕПЛЕНИЯ | 2009 |
|
RU2419927C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ ИЗ СЛОИСТОГО СТЕКЛОПЛАСТИКА | 2014 |
|
RU2567734C1 |
| Радиопрозрачный обтекатель навигационной антенной системы вертолета | 2021 |
|
RU2789625C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО РАДИОПРОЗРАЧНОГО УКРЫТИЯ (ЭКРАНА) СОТОВОЙ МОДУЛЬНОЙ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2017 |
|
RU2681425C1 |
| Радиопрозрачный обтекатель навигационной антенной системы | 2023 |
|
RU2815617C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2013 |
|
RU2536360C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2011 |
|
RU2464679C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2013 |
|
RU2536339C1 |
Изобретение относится к конструкциям и способам изготовления из стеклопластиков крупногабаритных самолетных антенных обтекателей замкнутой в поперечном сечении формы, в частности, со стенкой многослойной конструкции со слоями сотового заполнителя и средним сплошным слоем или со сплошной стенкой. Техническим результатом является повышение стабильности радиотехнических характеристик, эрозионной стойкости и прочности. Сущность изобретения заключается в том, что средний слой выполнен не менее чем из трех подслоев, каждый из которых состоит из секторов, края секторов в смежных подслоях удалены друг от друга на расстояние, при котором прочность на сдвиг между подслоями больше прочности на растяжение подслоя. Слои обтекателя последовательно выкладывают на жесткой форме и формуют, а сплошной слой создают из подслоев, состоящих из предварительно подформованных секторов, которые укладывают встык и затем приформовывают. Сектора изготавливают из стеклопластика на основе клеевого препрега термореактивного типа. 3 с. и 22 з.п. ф-лы, 3 ил.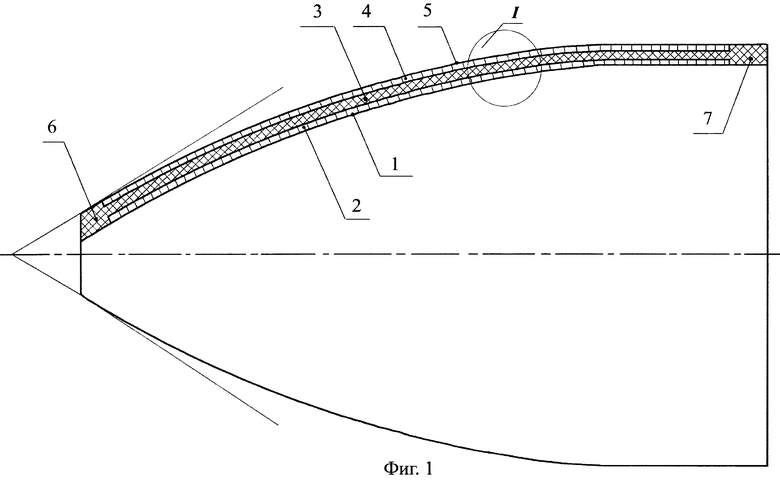
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 1993 |
|
RU2054763C1 |
| ГУРТОВНИК И.Г | |||
| и др | |||
| Стеклопластики радиотехнического назначения | |||
| - М.: Химия, 1987, с.91-100 | |||
| US 5323170 A, 21.06.1994 | |||
| EP 0843379 A2, 20.05.1998 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| ОБТЕКАТЕЛЬ | 1998 |
|
RU2132586C1 |
| US 5059972 A, 22.10.1991 | |||
| DE 3410503 A1, 02.01.1986. | |||

