Область техники.
Предлагаемое изобретение относится к способам изготовления крупногабаритных радиопрозрачных укрытий антенн и может быть использовано в радиолокации при изготовлении радиопрозрачных экранов фазированных антенных решеток (ФАР).
Уровень техники.
В радиолокационной технике наиболее перспективным направлением является многоканальный принцип построения антенного устройства с электронным сканированием, позволяющим значительно расширить возможность измерителей в сложной радиолокационной и электромагнитной обстановке. Основой новой идеологии создания фазированных антенных решеток является модульный принцип построения ФАР, т.е. разрабатывается унифицированный функционально законченный узел, который может иметь самостоятельное применение или быть составной частью крупногабаритного антенного устройства. Такой модуль комплектуется твердотельным передатчиком и цифровым квадратурным приемником, что обеспечивает всей системе возможность управления потенциальными характеристиками апертуры и возможность многоканальной цифровой пространственно-временной обработки сигнала. При этом форма модульной апертуры, количество модулей и закон по пространственной топологии их размещения выбираются разработчиком, исходя из особенностей решаемых задач и тактических условий применения локационной системы. Таким образом в настоящее время появляется задача создания легкой, жесткой и прочной крупногабаритной конструкции ФАР, в которой с высокой точностью должны соединяться (стыковаться) отдельные модули, создавая единую апертуру. Одним из важнейших элементов в крупногабаритной сотовой модульной конструкции ФАР является радиопрозрачное укрытие (РПУ), которое защищает сотни излучателей с фазовращателями от внешних воздействующих факторов (ветровые нагрузки, атмосферные осадки, пониженная температура, обледенение, повышенная температура, загрязнение и др.). Радиопрозрачное укрытие должно вносить минимальные электромагнитные потери и искажение диаграммы направленности при работе радиолокационной станции. Изготовление крупногабаритного радиопрозрачного укрытия антенны является довольно сложной задачей. Параметры диэлектрических материалов, из которых изготавливаются радиопрозрачные укрытия антенн СВЧ, в значительной мере влияют на характеристики укрываемых ими антенных систем. Известно изготовление РПУ антенны [1] на основе слоистых пластиков с использованием различных сочетаний армирующих материалов, связующих смол и заполнителей. Недостатком данного изобретения является сложность изготовления радиопрозрачных укрытий крупногабаритных антенн с сохранением постоянства диэлектрической проницаемости материала по толщине по всей поверхности укрываемого объекта, из-за невозможности получения однородности материала по всему объему. Также недостатком слоистых пластиков является их расслоение со временем под воздействием климатических факторов, что может существенно изменить важнейшие характеристики антенны, вплоть до ее выхода из строя. Известен также способ изготовления
самолетного антенного обтекателя [2]. В изобретении предлагается изготовление антенного обтекателя многослойной конструкции, включающий выкладку на жесткой форме, выполненной по внутреннему контуру обтекателя, слоя внутренней обшивки и слоя стеклопласта и их вакуумное или автоклавное формирование, последующее чередование выкладки и формирование среднего слоя, слоя стеклопласта, слоя наружной обшивки, причем средний слой выкладывается из не менее чем трех подслоев, каждый из которых сформирован предварительно подформованными секторами, укладываемыми в стык. Подслои среднего слоя соединяют между собой и со слоями стеклопластика клеевыми прослойками.
После укладки каждого подслоя проводят его приформовывание. Недостатком данного изобретения является трудоемкость изготовления антенного обтекателя и невозможность выполнить постоянство толщины многослойного радиопрозрачного укрытия, что ведет к ухудшению его радиотехнических характеристик. К недостаткам данного способа можно отнести невозможность изготовления РПУ больших размеров по сравнению с самолетными. Наиболее близким способом по сохранению радиотехнических характеристик РПУ, принятым за прототип, является [3]. В данной работе предлагается способ механической обработки радиопрозрачного обтекателей антенн летательных аппаратов с активным контролем электрического профиля. В этом методе заготовка обтекателя изготавливается с гарантированным припуском по геометрической толщине, причем так, чтобы максимально возможное отрицательное отклонение диэлектрической проницаемости материала стенки в любой его точке от номинала (т.е. расчетного значения) этим припуском на геометрическую толщину гарантировано бы компенсировалось. Система радиоволнового контроля работает на отражение, в качестве отражателя электромагнитных волн, прошедших стенку обтекателя, используется шлифовальный круг, который прижимается к внутренней стороне стенки обтекателя напротив антенны СВЧ-измерителя. Недостатком данного способа радиопрозрачного укрытия является большая трудоемкость изготовления, а также невозможность изготовления крупногабаритных РПУ сотовых модульных ФАР.
Сущность изобретения.
Техническим результатом предложенного изобретения является способ изготовления РПУ сотовой модульной ФАР с минимальными электромагнитными потерями, обладающего стабильными электрическими характеристиками, обеспечивающего надежную защиту от внешних воздействующих факторов, легкого, с низкой трудоемкостью изготовления. Для достижения указанного результата радиопрозрачное укрытие ФАР изготавливается из влагонепроницаемой, высокопрочной, строго выдержанной по толщине, низким значением диэлектрической проницаемости фторопластовой лакоткани на стеклотканевой основе толщиной не более 0,5 мм, которая закрепляется между двумя металлическими прямоугольными рамами, изготовленными из коррозийностойкого материала с наклеенными по их периметрам резиновыми уплотнениями. Для герметизации нижняя рама поджимается к верхней через резиновый уплотнитель, который укладывается в паз нижней рамы. При изготовлении радиопрозрачного экрана сначала укладывается на плоский стол нижняя прямоугольная металлическая рама, имеющая по контуру периметра рамы резьбовые отверстия. Каркас нижней рамы крепится неподвижно на столе с помощью штифтов. После этого делается разметка осей прямоугольной рамы с фиксацией их одновременно на раме и столе, причем, разметка на столе размещается на определенном удалении от каркаса рамы. Затем на нижний каркас рамы укладывается полотно из фторопластовой лакоткани с припуском так, чтобы оно выходило за размер нижней рамы, но не закрывало разметку осей нижней рамы, нанесенную на столе. Для равномерного натяжения полотна из фторопластовой лакоткани, оно по периметру зажимается между губками струбцин, которые крепятся к тросам, а вторые концы тросов крепятся к шпилькам с резьбой, которые в свою очередь закрепляются на специальном неподвижном внешнем каркасе технологической рамы с помощью накидных гаек, которые при заворачивании позволяют натягивать полотно экрана до требуемой величины силы натяжения, контролируемой с помощью цифрового динамометра. После натяжения полотна до требуемых показаний цифрового динамометра на лакоткань сверху накладывается вторая половина каркаса рамы, имеющая точно такие же размеры, что и нижняя рама. Верхняя рама накладывается так, чтобы ее оси точно совпадали с осями нижней рамы. Поскольку каркас нижней рамы закрыт полотном, то ориентация осуществляется по разметкам, которые нанесены на столе, при этом отверстия верхней рамы точно совмещаются с резьбовыми отверстиями в нижней раме. После совмещения нижней и верхней рамы они стягиваются между собой винтами, зажимая фторопласовую лакоткань между плоскостями рам, одновременно прижимая ее к резиновому уплотнению, уложенному в паз по периметру нижней рамы. Винты стопорятся при помощи клея. После закрепления полотна из фторопластовой лакоткани между двумя рамами, излишки допускаемой лакоткани, выступающей за внешний периметр каркаса рамы обрезаются, а места стыков рам с полотном из лакоткани с внутренней и внешней стороны по периметру рам защищаются герметиком. При креплении радиопрозрачного экрана к каркасу сотовой модульной фазированной антенной решетки, радиопрозрачное укрытие герметизируется с помощью резинового уплотнения, которое укладывается в паз по периметру внешней стороны нижней рамы. С целью исключения деформации крупногабаритного радиопрозрачного экрана он предварительно крепится на столе к специальной технологической металлической раме повышенной жескости, служащей для переноса и закрепления радиопрозрачного экрана к каркасу ФАР.
Сущность предполагаемого изобретения поясняется чертежами.
Перечень фигур.
На фиг .изображены:
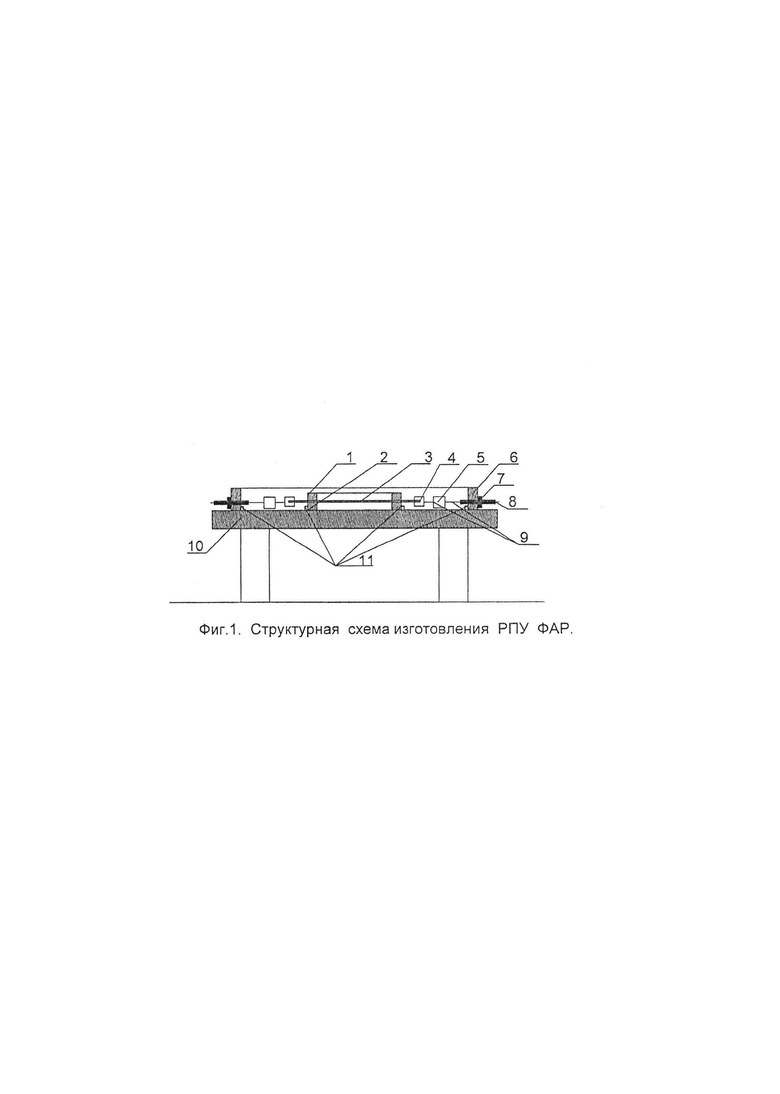
1 - структурная схема изготовления РПУ ФАР,
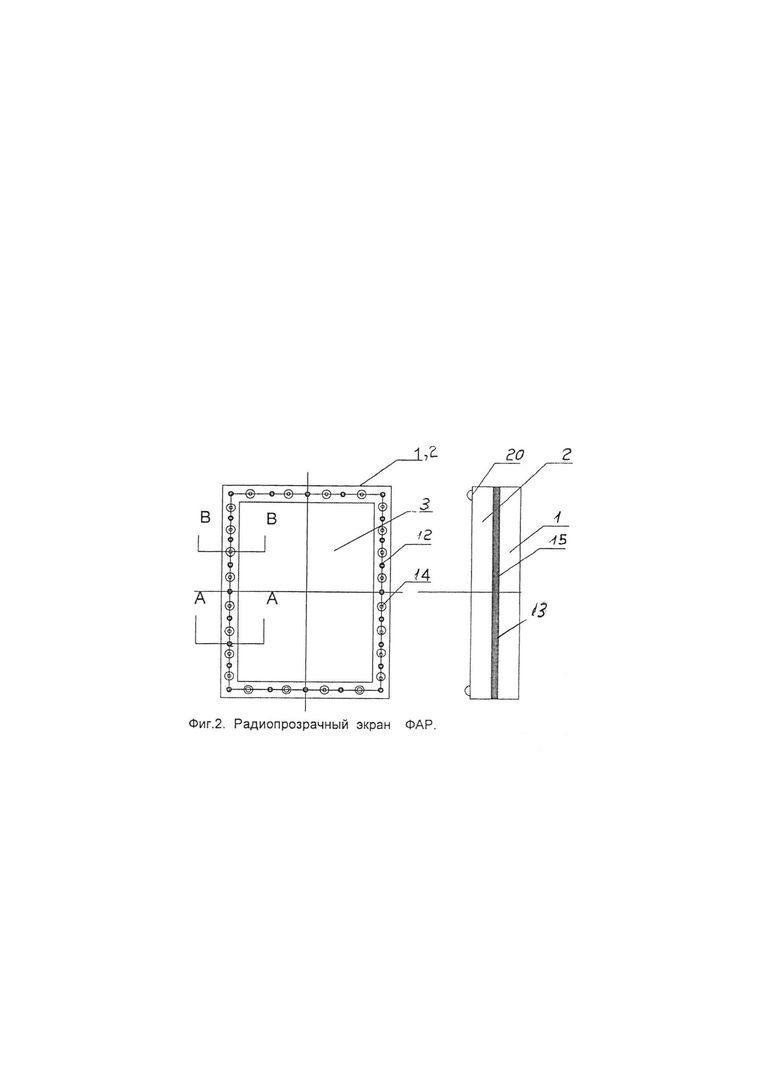
2 - радиопрозрачный экран ФАР,
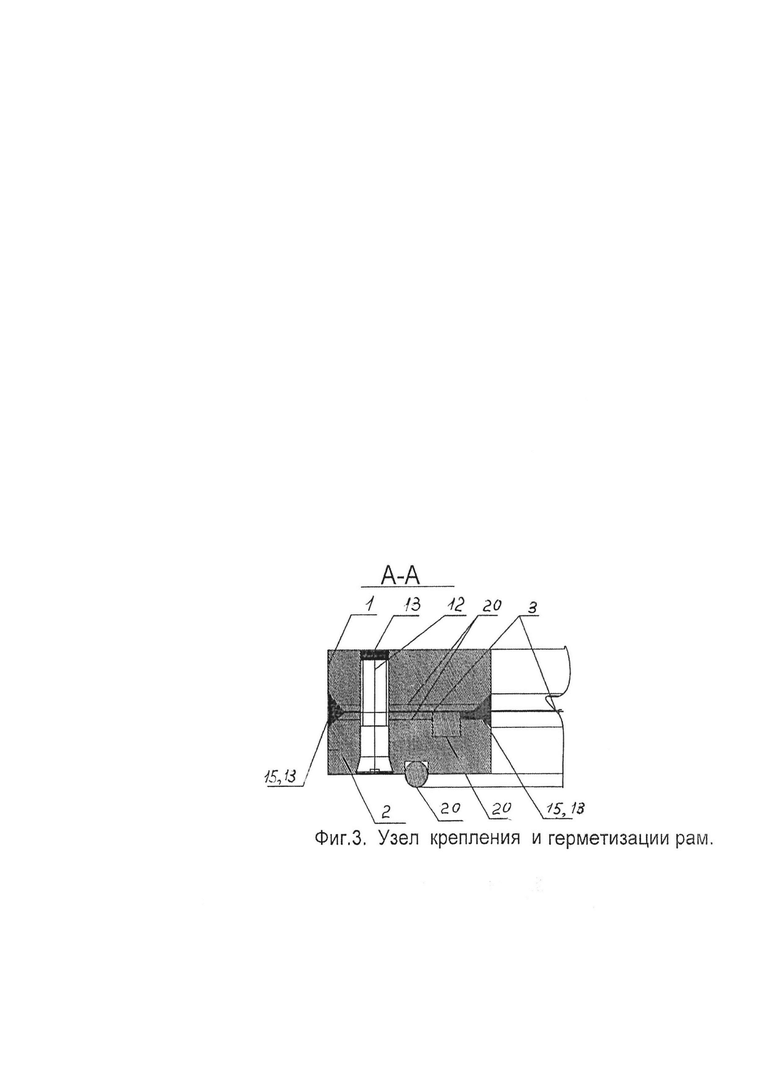
3 - узел крепления и герметизации рам,
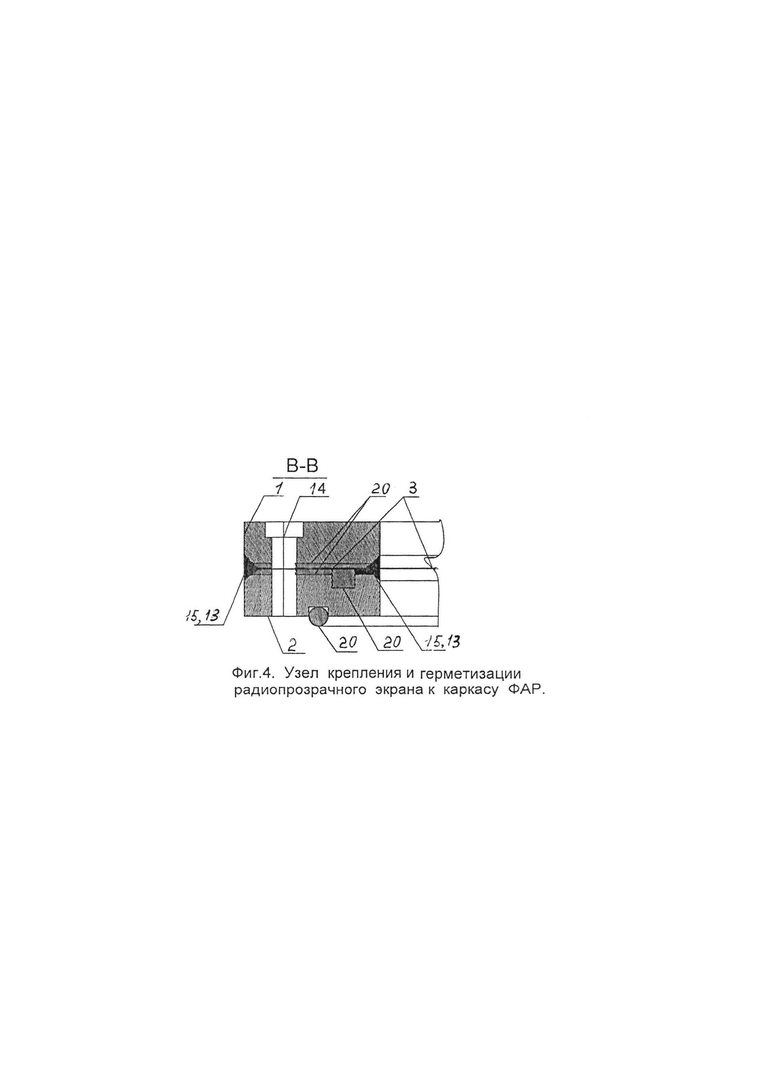
4 - узел крепления радиопрозрачного экрана к каркасу ФАР,
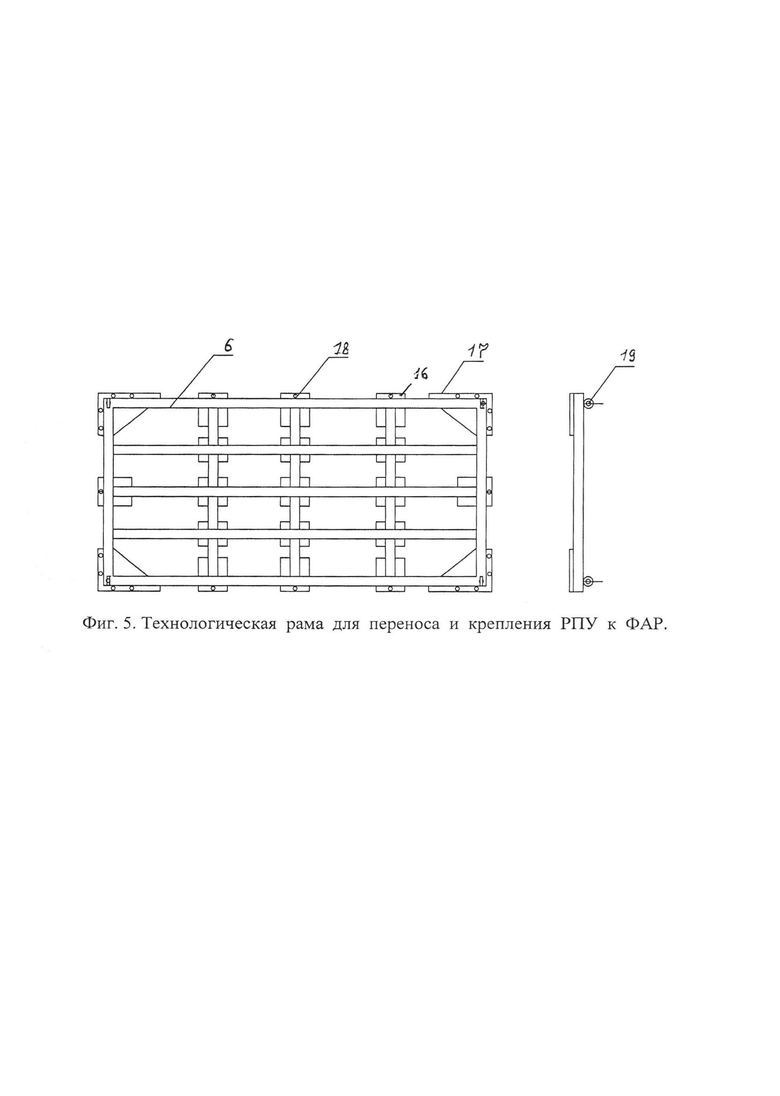
5 - технологическая рама для переноса и крепления РПУ к ФАР.
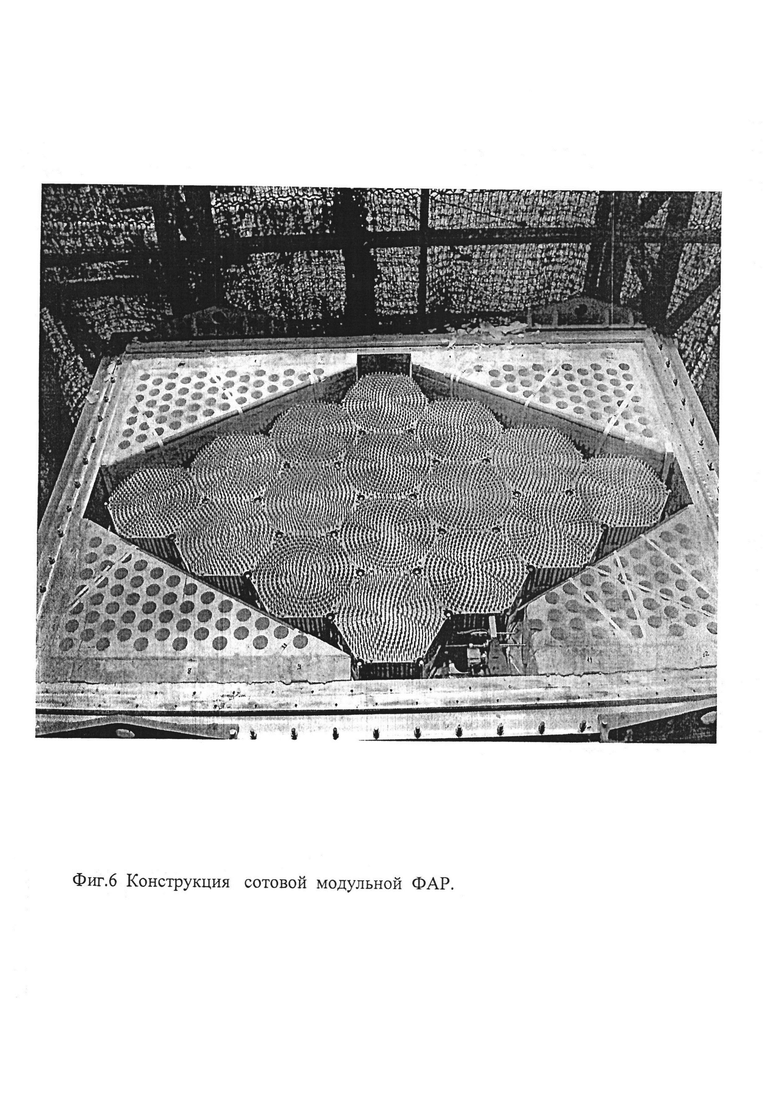
6 - конструкция сотовой модульной ФАР (фотография).
На фигурах представлены:
верхняя 1 и нижняя 2 рамы, лакоткань 3, струбцины 4, динамометр 5, технологическая рама 6, накидные гайки 7, шпильки 8, тросы 9, плоский стол 10, штифты 11, винты 12, герметик13, отверстия 14, периметр 15 рам, элементы 16 и 17 жесткости, отверстия 18, рым-болты 19 и резиновые уплотнения 20.
Сведения, подтверждающие возможность осуществления изобретения.
Способ изготовления крупногабаритного радиопрозрачного экрана (укрытия) модульной сотовой конструкции ФАР размером порядка 4000 мм × 2200 мм поясняется чертежами, представленными на фиг. 1-6. При изготовлении планарного радиопрозрачного экрана антенны сначала на плоский стол 10 (фиг. 1) укладывается нижняя прямоугольная рама 2, изготовленная из высокопрочного, листового коррозийностойкого сплава АМг 6 толщиной порядка 16 мм. Рама по контуру периметра имеет резьбовые отверстия, расположенные на определенном расстоянии друг от друга. Каркас нижней рамы крепится неподвижно на столе с помощью штифтов 11 (фиг. 1). После этого делается разметка осей прямоугольной рамы с фиксацией их одновременно на раме и столе, причем, разметка на столе размещается на определенном расстоянии от каркаса рамы. Затем на нижний каркас рамы укладывается полотно из фторопластовой лакоткани типа Ф-4Д-Т-13-027Б так, чтобы оно выходило за размер нижней рамы, но не закрывало разметку осей нижней рамы, нанесенную на столе. Лакоткань типа Ф-4Д-Т-13-027Б толщиной 0,45±0,05 мм представляет собой ткань стеклянную марки Т-13 по ГОСТ 19170-73, пропитанную суспензией фторопласта-4Д и суспензией фторопласта-4ДУ по ТУ6-05-1246-81 с двух сторон и термообработанную. Тангенс угла диэлектрических потерь лакрткани на частоте 1 МГц не более tgδ=0,001, диэлектрическая проницаемость менее ε≤3, прочность при разрыве по основе - 117,6 МПа (1200 кгс/см2) по утку - 68.6 МПа (700 кгс/см2). Относительное удлинение при разрыве составляет не более 8% по основе и углу. Температура эксплуатации лакоткани от минус 100°С до плюс 250°С. Фторопластовая лакоткань водонепроницаема, выдерживает высокотемпературное воздействие, устойчива к агрессивным и химическим средам, обладает низкой смачиваемостью, что не позволяет задерживаться на ее поверхности воде и льду. При низких температурах экран подогревается до температуры не ниже 0°С, поэтому на нем никогда не задерживается вода. Для равномерного натяжения полотна из фторопластовой лакоткани, оно по периметру зажимается между губками струбцин 4 (фиг. 1), которые крепятся к тросам 9 (фиг. 1), а вторые концы крепятся к электронному динамометру 5 (фиг. 1). Динамометр в свою очередь крепится тросом 9 к шпилькам с резьбой 8 (фиг. 1), которые в свою очередь закрепляются на специальном неподвижном внешнем каркасе технологической рамы 6 (фиг. 1) с помощью накидных гаек 7 (фиг. 1), которые при заворачивании позволяют натягивать полотно экрана до требуемой силы натяжения, контролируемой с помощью цифрового динамометра. После равномерного натяжения полотна по всему контуру до требуемых показаний цифрового динамометра на лакоткань сверху накладывается рама 1 (фиг. 1), изготовленная из сплава АМг 6, которая имеет точно такие же размеры, что и нижняя рама. Верхняя рама накладывается так, чтобы ее оси точно совпадали с осями нижней рамы. Поскольку каркас нижней рамы закрыт полотном, то ориентация осуществляется по разметкам, которые нанесены на столе, при этом отверстия верхней рамы точно совмещаются с резьбовыми отверстиями в нижней раме. После совмещения нижней и верхней рамы они стягиваются между собой винтами, зажимая лакоткань 3 (фиг. 1) между рамами 2 и 1 (фиг. 1), причем, рамы поджимаются к лакоткани через резиновые уплотнения 20 (фиг. 3), (фиг. 4). В результате получаем прямоугольный планарный радиопрозрачный экран (фиг. 2), состоящий из рам 1, 2 и диэлектрического полотна 3 из фторопластовой лакоткани, которая скрепляется с рамой при помощи винтов 12 (фиг. 2), (фиг. 3), которые стопорятся при помощи клея типа ВК-9 с наполнителем двуокиси титана и защищаются герметиком 13 (фиг. 3) типа УТ-34 ГОСТ 24285-80. В каркасе рамы экрана имеются отверстия 14 (фиг. 2), (фиг. 4), предназначенные для крепления РПУ к каркасу ФАР. После закрепления полотна из фторопластовой лакоткани между двумя рамами, излишки допускаемой лакоткани, выступающей за внешний периметр каркаса рам 1, 2 (фиг. 2) обрезаются, а места стыков рам с полотном из лакоткани с внешней стороны по периметру 15 рам (фиг. 2), (фиг. 3), (фиг. 4) защищается герметиком 13 типа УТ-34 ГОСТ 24285-80. При креплении радиопрозрачного экрана к каркасу сотовой модульной фазированной антенной решетки (фиг. 6), радиопрозрачное укрытие герметизируется с помощью резинового уплотнения 20 (фиг. 2), (фиг. 3), (фиг. 4). С целью исключения деформации крупногабаритного радиопрозрачного экрана (фиг. 2) при переносе и креплении его к каркасу ФАР (фиг. 6), радиопрозрачное укрытие предварительно крепится на столе к специальной технологической металлической раме повышенной жескости (фиг. 5), служащей для переноса и закрепления радиопрозрачного экрана к каркасу ФАР. Технологическая рама 6 (фиг. 5) усилена прямоугольными и треугольными 17 (фиг. 5) металлическими приваренными листовыми элементами жесткости. Технологическая рама 6 крепится через отверстия 18 (фиг. 5) к экрану (фиг. 2). Для переноса технологической рамы в ней предусмотрены рым-болты 19 (фиг. 5).
Изготовленный РПУ ФАР показал при испытаниях, что при прохождении СВЧ энергии через фторопластовую лакоткань, она ослабляется всего на 0,15 дБ, что является наилучшим результатом по сравнению с аналогами. РПУ в составе ФАР прошел все испытания и показал хорошие результаты, а именно, обеспечил надежную защиту от внешних воздействующих факторов. Предложенный способ изготовления РПУ является перспективным для изготовления крупногабаритных антенных устройств, обеспечивающим минимальные электромагнитные потери СВЧ энергии, низкую трудоемкость изготовления, надежную защиту от внешних воздействий, малыми весовыми характеристиками, который обладает мировой новизной.
Использованные источники информации:
1. Российская Федерация, патент RU 2363770 С2, МПК H01Q 1/00, С23С 28/00, 10.08.2009 г.
2. Российская Федерация, патент RU 2186444 С1, МПК H01Q 1/42, 06.08.2001 г.
3. Воробьев Е.А. Способ механообработки радиопрозрачных обтекателей антенн летательных аппаратов с активным контролем электрического профиля, http://tools.otsp.ru /down.php?book=58 amp.art=9-2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ФТОРОПЛАСТОВОЙ ЛАКОТКАНИ НА СТЕКЛОТКАНЕВОЙ ОСНОВЕ | 2014 |
|
RU2600060C2 |
| Фазированная антенная решетка | 2019 |
|
RU2713098C1 |
| ДВУХПОЛЯРИЗАЦИОННАЯ ВИБРАТОРНАЯ АНТЕННАЯ РЕШЕТКА ВЫСОКОЙ ЗАВОДСКОЙ ГОТОВНОСТИ МЕТРОВОГО ДИАПАЗОНА С ШИРОКОУГОЛЬНЫМ СКАНИРОВАНИЕМ И СПОСОБ ЕЕ НАСТРОЙКИ | 2006 |
|
RU2333579C1 |
| Полотно антенное | 2016 |
|
RU2622241C1 |
| Тепловизионный модуль | 2017 |
|
RU2662253C1 |
| МОБИЛЬНАЯ ТРЕХКООРДИНАТНАЯ РАДИОЛОКАЦИОННАЯ СТАНЦИЯ | 2017 |
|
RU2694711C1 |
| АНТЕННАЯ СИСТЕМА И СПОСОБ ЕЕ РАБОТЫ | 2019 |
|
RU2729889C1 |
| МНОГОСЛОЙНОЕ РАДИОПРОЗРАЧНОЕ УКРЫТИЕ ДЛЯ АНТЕНН | 2006 |
|
RU2314609C1 |
| Самолет дальнего радиолокационного обнаружения | 2023 |
|
RU2824829C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА И ОБСЛУЖИВАНИЯ НАКЛОННЫХ ПОВЕРХНОСТЕЙ ЗДАНИЙ И СООРУЖЕНИЙ БОЛЬШИХ РАЗМЕРОВ | 2017 |
|
RU2667426C1 |
Изобретение относится к способам изготовления радиопрозрачных укрытий радиолокационных антенн в СВЧ диапазоне. Предложен способ изготовления крупногабаритного радиопрозрачного экрана сотовой модульной фазированной антенной решетки, обеспечивающий минимальные электромагнитные потери, надежную защиту от внешних воздействующих факторов, а также снижение трудоемкости изготовления и уменьшение материалоемкости. В качестве радиопрозрачного материала используется фторопластовая лакоткань на стеклотканевой основе, обладающая минимальными электромагнитными потерями, стабильными электротехническими характеристиками, обеспечивающая надежную защиту модульной сотовой ФАР от внешних воздействующих факторов. 6 ил.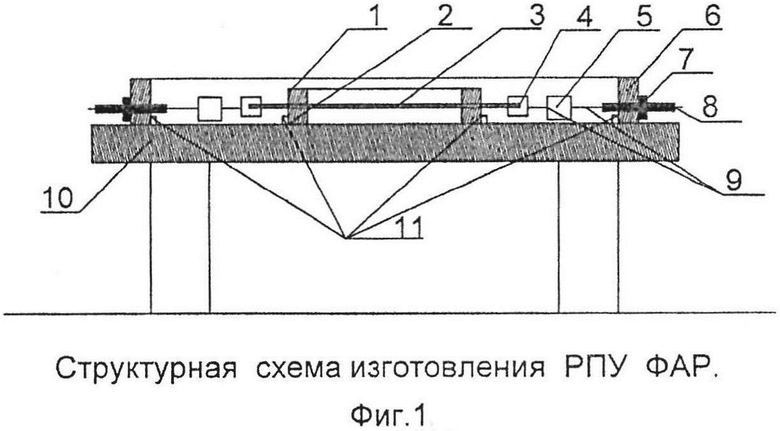
Способ изготовления конструкции крупногабаритного радиопрозрачного укрытия (экрана) сотовой модульной фазированной антенной решетки, включающий изготовление укрытия из диэлектрического материала и основания для его крепления, отличающийся тем, что радиопрозрачное укрытие изготавливается из фторопластовой лакоткани на стеклотканевой основе толщиной не более 0,5 мм, которая закрепляется между двумя металлическими идентичными прямоугольными рамами, изготовленными из корозийностойкого листового материала с наклеенными по их периметрам резиновыми уплотнениями, причем для облегчения конструкции радиопрозрачного укрытия рамы изготавливаются из высокопрочных алюминиевых сплавов типа АМг 6, при этом сначала укладывается нижний каркас рамы, имеющий по периметру резьбовые отверстия, на плоский стол, после чего каркас крепится неподвижно на столе с помощью штифтов и делается разметка осей прямоугольной рамы с фиксацией их одновременно на раме и столе, причем разметка осей на столе размещается на определенном удалении от каркаса рамы, затем на нижний каркас рамы укладывается полотно из фторопластовой лакоткани на стеклотканевой основе с припуском так, чтобы оно выходило за размер нижней рамы, но не закрывало разметку осей нижней рамы, нанесенную на столе, а для равномерного натяжения полотна из фторопластовой лакоткани оно по периметру зажимается между губками струбцин, которые крепятся к тросам, а вторые концы тросов крепятся к шпилькам с резьбой, которые в свою очередь закрепляются на специальном неподвижном внешнем каркасе технологической рамы с помощью накидных гаек, которые при заворачивании позволяют натягивать полотно экрана до требуемой величины силы натяжения, контролируемой с помощью цифрового динамометра, после чего на фторопластовую лакоткань сверху накладывается вторая идентичная половина каркаса рамы из высокопрочного алюминиевого сплава так, чтобы оси верхней рамы точно совпали с осями нижней рамы, поскольку каркас нижней рамы закрыт полотном, то ориентация осуществляется по разметкам, которые нанесены на столе, при этом отверстия верхней рамы точно совмещаются с резьбовыми отверстиями в нижней раме, затем верхняя и нижняя рамы стягиваются винтами, предварительно вскрыв отверстия в лакоткани и зажимая ее между плоскостями рам, после винты стопорятся при помощи клея типа ВК-9, причем для герметизации радиопрозрачного экрана антенны нижняя рама поджимается к верхней через резиновый уплотнитель, который укладывается в паз нижней рамы, затем излишки допускаемой лакоткани между двумя рамами, выступающие за внешний периметр каркаса рамы, обрезаются, после места стыков рам с полотном из лакоткани с внутренней и внешней стороны по периметру рам защищаются герметиком, а при креплении радиопрозрачного экрана к каркасу фазированной антенной решетки радиопрзрачное укрытие герметизируется с помощью резинового уплотнения, которое укладывается в паз по периметру нижней рамы, причем для исключения деформации при креплении крупногабаритного радиопрозрачного экрана к каркасу ФАР радиопрозрачное укрытие предварительно крепится на столе к специальной технологической металлической раме повышенной жесткости, служащей для переноса и закрепления радиопрозрачного экрана к каркасу ФАР.
| АНТЕННЫЙ ОБТЕКАТЕЛЬ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ АНТЕННОГО ОБТЕКАТЕЛЯ | 2001 |
|
RU2186444C1 |
| ДВУХСЛОЙНАЯ МОНОЛИТНАЯ РАДИОПРОЗРАЧНАЯ ПЛАСТИНА | 2007 |
|
RU2363770C2 |
| ШИРОКОПОЛОСНАЯ СИММЕТРИЧНАЯ ВИБРАТОРНАЯ АНТЕННА | 2001 |
|
RU2199805C2 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 1993 |
|
RU2054763C1 |
| Устройство для анализа состава газа | 1978 |
|
SU911298A1 |
| US 5059972 A1, 22.10.1991. | |||

