1. Область техники
Настоящее изобретение относится к прокатным станам, выпускающим горячекатаные стальные изделия, например катанку, полосы и т.п.,и, в частности, к усовершенствованным системе и способу охлаждения подобных изделий при пониженных скоростях охлаждения.
2. Известный уровень техники
Известен способ, по которому горячекатаную стальную катанку деформируют в витки, которые укладывают на конвейер и транспортируют через охлаждающие зоны, где катанку охлаждают с регулируемой скоростью для обеспечения заданных металлургических свойств. Скорость охлаждения можно повышать с помощью газообразного охладителя, обычно окружающего воздуха, или скорость охлаждения можно понижать путем применения термоизоляционных покрытий, размещаемых на конвейере. Примеры описаны в патентах США N 3320101 (McLean и др.), N 3930900 (Wilson), N 3940961 (Gilvar) и N 4468262 (Kaneda и др.).
Одним из недостатков таких установок, реализующих способ, является то, что продолжительное воздействие на витки окружающего воздуха способствует образованию окалины, которую необходимо удалять перед началом дальнейшей обычно окружающего воздуха, или скорость охлаждения можно понижать путем применения термоизоляционных покрытий, размещаемых на конвейере. Примеры описаны в патентах США 3320101 (McLean и др.), 3930900 (Wilson), 3940961 (Gilvar) и 4468262 (Kaneda и др.).
Одним из недостатков таких установок, реализующих способ, является то, что продолжительное воздействие на витки окружающего воздуха способствует образование окалины, которую необходимо удалять перед началом дальнейшей обработки изделия, например, волочения проволоки, машинообработки, т.д. Дополнительно, скорость охлаждения имеет тенденцию быть неравномерной и ею трудно управлять.
Другие способы достижения сравнительно равномерного охлаждения предполагают использование горячих водяных ванн и псевдоожиженных слоев, но они оказались экономически неприемлемыми.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату являются "Система для охлаждения горячекатанного изделия с пониженной скоростью охлаждения и способ охлаждения горячекатанного стального изделия с пониженной скоростью охлаждения", известные из патента США 4982935 (В 21 В 45/02, 08.01.1991).
Известная система содержит намоточное устройство для формирования изделия в непрерывную последовательность витков, конвейерное устройство для приема витков от намоточного устройства в приемном пункте и для перемещения упомянутых витков, наложенных друг на друга со смещением центров, от приемного пункта через охлаждающую зону, ко второму формирующему устройству. На последнем витки сгружаются с упомянутого конвейерного устройства и собираются в вертикальностоящие бунты. При этом охлаждающая зона имеет охлаждающее и изолирующее средства. В известном устройстве на замедление охлаждения витков влияет изолирующий кожух.
Известный способ охлаждения включает формирование изделия в непрерывную последовательность витков, затем последующую укладку витков на конвейер на приемном пункте и перемещение витков, последовательно наложенных друг на друга со смещением центров, через охлаждающую зону с охлаждением в ней витков до второго деформирующего устройства. После этого витки сгружаются с конвейера и собираются в вертикально стоящие бунты.
Вышеописанным известным системе и способу охлаждения присущи вышеописанные недостатки.
В основу изобретения положена задача создать систему для охлаждения горячекатаного изделия с пониженной скоростью охлаждения, а также разработать способ охлаждения, устраняющие недостатки, присущие вышеназванным системами известного уровня техники.
Поставленная задача решается тем, что в системе для охлаждения горячекатаного изделия с пониженной скоростью охлаждения, содержащей намоточное устройство для формирования изделия в непрерывную последовательность витков, конвейерное устройство для приема витков от намоточного устройства в приемном пункте и для перемещения упомянутых витков, наложенных друг на друга со смещением центров, от приемного пункта через охлаждающую зону, имеющую охлаждающее и изолирующее средства, ко второму формирующему устройству, на котором витки сгружаются с упомянутого конвейерного устройства и собираются в вертикально стоящие бунты, согласно изобретению изолирующее средство выполнено в виде гранулированного изоляционного материала, при этом система снабжена устройством для подачи в охлаждающую зону гранулированного изоляционного материала с возможностью обложения последним витков во время их перемещения через охлаждающую зону.
Предпочтительно устройство для подачи гранулированного изоляционного материала выполнить в виде первого подающего механизма, предназначенного для нанесения первого слоя гранулированного изоляционного материала на конвейерное устройство на участке, расположенном перед первым формирующим устройством, для витков, выгружаемых из намоточного устройства, и второго подающего механизма, предназначенного для нанесения второго слоя гранулированного материала на выгруженные витки на участке конвейерного устройства, расположенном после первого формирующего устройства.
Рекомендуется систему снабдить устройством для отделения гранулированного изоляционного материала от упомянутых витков до начала выгрузки витков с конвейерного устройства.
Рекомендуется также систему снабдить устройством для регенерации предварительно отделенного гранулированного изоляционного материала и возвратным устройством для обеспечения рециркуляции регенерированного гранулированного изоляционного материала обратно к подающему устройству.
Целесообразно систему снабдить устройством для подогрева гранулированного изоляционного материала в ходе его рециркуляции обратно к подающему устройству, а также снабдить термоизолированными стаканами для упаковки вертикально стоящих бунтов и конвейерным устройством для перемещения стаканов от отправного пункта до второго формирующего устройства, в котором в стаканы загружаются упомянутые витки с образованием бунта, и от второго формирующего устройства в пункт складирования, где витки продолжают остывать с пониженной скоростью в стаканах.
Желательно систему снабдить устройством для загрузки стаканов на отправном пункте гранулированным изоляционным материалом, отделенным от витков.
Нужно систему снабдить устройством для извлечения гранулированного изоляционного материала из стаканов во втором формирующем устройстве с возможностью регулирования скорости извлечения в зависимости от скорости загрузки стаканов витками с конвейерного устройства.
Можно систему снабдить устройством для регенерации предварительно извлеченного гранулированного изоляционного материала и возврата регенерированного гранулированного изоляционного материала обратно к подающему устройству.
Желательно систему снабдить устройством для подогрева гранулированного изоляционного материала в ходе его рециркуляции обратно к подающему устройству.
Поставленная задача решается также тем, что в способе охлаждения горячекатаного стального изделия с пониженной скоростью охлаждения, включающем формирование изделия в непрерывную последовательность витков, последующую укладку витков на конвейер на приемном пункте и перемещение витков, последовательно наложенных друг на друга со смещением центров, через охлаждающую зону с охлаждением в ней витков до второго формирующего устройства, где витки сгружаются с конвейера и собираются в вертикально стоящие бунты, согласно изобретению охлаждение витков в охлаждающей зоне осуществляют путем обложения витков гранулированным изоляционным материалом во время перемещения их через охлаждающую зону.
Предпочтительно наносить первый слой гранулированного изоляционного материала на участок конвейера, расположенный перед приемным пунктов первого формирующего устройства, для создания подложки для витков, укладываемых на конвейер, и на витки, уложенные на участке конвейера, расположенном после упомянутого приемного пункта, наносят второй слой гранулированного изоляционного материала для обложения витков гранулированным изоляционным материалом.
Не менее предпочтительно гранулированный изоляционный материал отделять на участке, расположенном перед приемным пунктом второго формирующего устройства.
Рекомендуется осуществлять регенерацию с последующей рециркуляцией предварительно отделенного гранулированного изоляционного материала для его повторного использования для обложения витков во время их перемещения по охлаждающей зоне, а гранулированный изоляционный материал подогревать в ходе его рециркуляции.
Нужно вертикально стоящие бунты, формируемые на приемном пункте второго формирующего устройства, загружать в термоизолированные стаканы.
Целесообразно перед перемещением в приемный пункт второго формирующего устройства термоизолированные стаканы наполнить предварительно отделенным гранулированным изоляционным материалом и гранулированный изоляционный материал постепенно извлекать на упомянутом приемном пункте, причем скорость извлечения гранулированного изоляционного материала регулировать в зависимости от скорости загрузки стаканов витками с конвейера.
Желательно предварительно извлеченный гранулированный изоляционный материал регенерировать для рециркуляции и повторного использования для обложения витков на время перемещения через охлаждающую зону.
Нужно гранулированный изоляционный материал подогревать в ходе его рециркуляции, а витки укладывать на конвейер при температуре выше 500oС.
Рекомендуется гранулированный изоляционный материал перед использованием для обложения витков нагревать до температуры, лежащей в пределах 100oС от температуры в момент укладки.
Нужно витки охлаждать со скоростью от 0,05 до 1oС/с.
Целесообразно гранулированный изоляционный материал выбрать из группы, включающей доломит, песок, кремний.
Вышеописанные системы и способ охлаждения, выполненные согласно изобретению, существенно уменьшают воздействие на поверхность витков окружающего воздуха, что сопровождается ослаблением процесса образования окалины. Дополнительные преимущества включают более равномерное охлаждение и возможность более точного регулирования скорости охлаждения путем, например, подогрева или охлаждения гранулированного изоляционного материала перед его соприкосновением с витками изделия.
Эти и другие цели и преимущества подробно описаны ниже со ссылками на прилагаемые чертежи:
фиг. 1 - иллюстрация одного из вариантов осуществления системы в соответствии с настоящим изобретением;
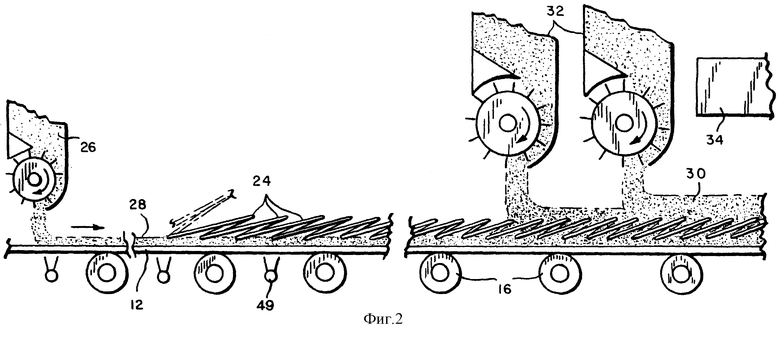
фиг.2 - увеличенный вид части системы, проиллюстрированной на фиг.1; и
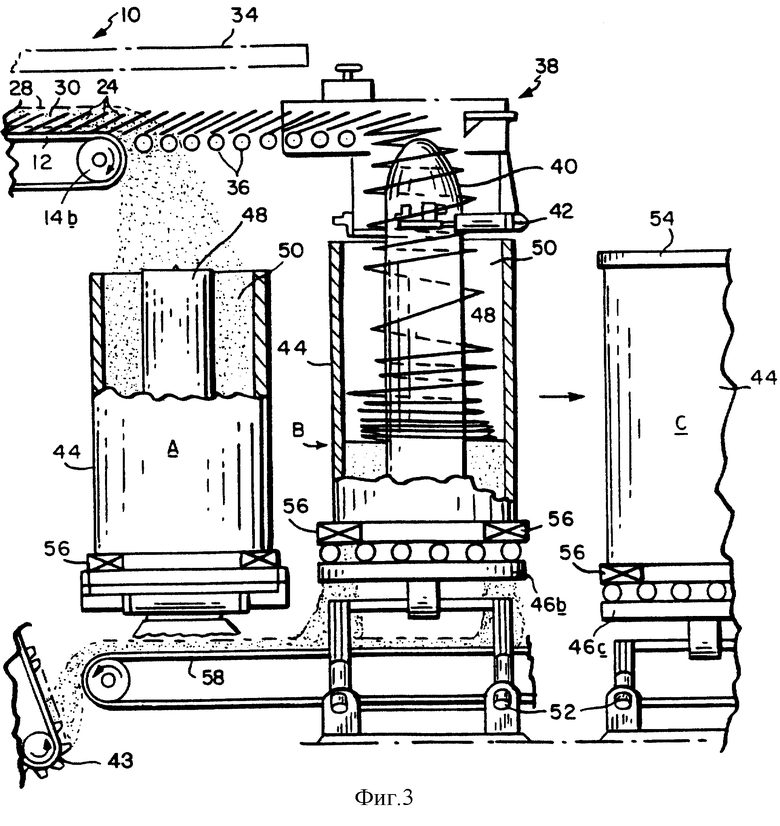
фиг. 3 - иллюстрация другого варианта осуществления системы в соответствии с настоящим изобретением.
Подробное описание предпочтительных вариантов осуществления
На фиг. 1 и 2 один из вариантов осуществления замедляющей охлаждение системы, соответствующей настоящему изобретению, обозначенной общей позицией 10. Бесконечная конвейерная лента 12 из тонколистовой стали или другого подходящего жаропрочного материала натянута между барабанами 14а, 14b, причем по меньшей мере один из них ведом известным приводным механизмом (не изображен) таким образом, что верхняя часть ленты движется слева направо, как показано на чертеже. Между барабанами 14а, 14b ленту поддерживают разнесенные с некоторым шагом опорные ролики, обозначенные общей позицией 16, которые могут быть приводными.
Горячекатаная стальная катанка поступает от прокатного стана и направляется установкой 19 тянущих роликов и направляющим роликовым механизмом 20 к укладочному механизму 22, который деформирует катанку в непрерывную последовательность витков 24. Непосредственно перед укладочным механизмом 22 (учитывая направление движения ленты) подающий механизм 26 наносит нижний слой 28 подогретого гранулированного изоляционного материала на ленту 12. Изоляционный материал обычно содержит доломит, кремний, песок или подобную смесь зерен крупностью от 1 до 8 мм.
Витки 24, выходящие из укладочного механизма 22, накладываются друг на друга со смещением центров на нижний изоляционный слой 28 и незамедлительно оказываются накрытыми верхним слоем 30 подогретого гранулированного изоляционного материала, подаваемого следующими подающими механизмами 32.
Существенно, что витки катанки укладывают на конвейер нагретыми выше 500oС и гранулированный изоляционный материал нагревают в пределах ±100oС от температуры витков в момент укладки, чтобы катанка охлаждалась на конвейере с пониженной скоростью порядка от 0,05 до 1oС/с. Следует понимать, что это лишь один из множества разнообразных процессов замедления охлаждения, которые можно осуществить при использовании описанной системы. Скорость охлаждения зависит от температуры катанки, при которой она поступает на конвейер, температуры и/или состава гранулированного изоляционного материала, а также от других факторов, включающих использование вспомогательных кожухов 34 и т. п. для еще большего замедления охлаждения. При определенных условиях может оказаться желательным охлаждение, а не подогрев гранулированного изоляционного материала.
От разгрузочного конца конвейера приводные ролики 36, установленные с некоторым шагом друг от друга, перемещают витки 24 до деформирующей камеры 38, где они собираются в вертикально стоящие цилиндрические бунты. Гранулированный изоляционный материал проваливается между роликами 36 в бункер 41. Шнек 45 перемещает гранулированный изоляционный материал в поперечном направлении от бункера к ковшовому конвейеру 43 или подобному транспортирующему механизму, который возвращает гранулированный изоляционный материал обратно в подающие механизмы 32 и через вспомогательный конвейер 47 в подающий механизм 26.
Хотя гранулированный изоляционный материал постоянно согревается теплом, сообщаемым витками, находящимися на конвейере, может потребоваться дополнительный подогрев, и для этой цели можно установить подогреватели 49 вдоль линии конвейера 43 и/или под лентой 12.
Верхняя часть деформирующей камеры 38 имеет известную конструкцию, подобную описанным в патентах США N 5501410 (Starvaski) и 5735477 (Shore и др. ), и имеет головной конус 40, поддерживаемый ирисовым механизмом 42, смонтированный с возможностью перекрывать и открывать для витков путь спуска. Термоизолированные стаканы перемещаются на сегментах 46a-46d роликового конвейера от отправного пункта "А" до пункта "В" загрузки бунтов из деформирующей камеры и далее к пункту "С" складирования. Каждый стакан имеет внутренний стержень, который совместно с окружающей термоизоляционной стенкой образует кольцевую полость 50. Поршневые устройства 52 служат для подъема секции 46b роликового конвейера вместе со стаканом 44, опирающимся на нее, в результате выполнения которого стержень 48 приподнимает головной конус 40. Как следствие этого ирисовый механизм 42 срабатывает на открытие, создавая для витков возможность нанизываться на головной конус и опускаться в кольцевую полость 50 стакана, стоящего под ирисовым механизмом, образуя бунт.
После завершения операции формирования бунта ирисовый механизм 42 закрывается и конвейерный сегмент 46b опускается, в результате чего головной конус 40 вновь устанавливается на ирисовом механизме. Загруженный стакан затем перемещается к пункту "С" складирования, где его закрывают крышкой 54. В это же время следующий пустой стакан поступает на пункт "В" приема бунтов, и операция полностью повторяется.
В другом варианте осуществления настоящего изобретения, проиллюстрированном на фиг. 3, гранулированный изоляционный материал, падающий в промежутки между разнесенными с некоторым шагом роликами 36, попадает в кольцевую полость 50 стакана, находящегося на отправном пункте "А". Затем наполненный стакан перемещается к пункту "В" приема бунтов, а его место на пункте "А" занимает следующий пустой стакан (не изображен).
В этом варианте осуществления каждый стакан снабжен шиберным механизмом 56 в донной части кольцевой полости 50. В ходе операции формирования бунта шиберный механизм стакана, находящегося в пункте "В" загрузки, используют для управления выпадением гранулированного изоляционного материала через промежутки между роликами конвейерного сегмента 46b на конвейерную ленту 58 для возврата к ковшевому конвейеру 43. Постепенно понижающаяся поверхность гранулированного изоляционного материала в полости 50 стакана служит для бунта постепенно опускающейся опорой, благодаря чему верх формируемого бунта остается по существу на постоянном уровне.
Из изложенного выше должно быть понятно, что настоящее изобретение обеспечивает многочисленные существенные преимущества по сравнению с известными системами. Главное преимущество состоит в том, что незамедлительно после выхода из укладочного механизма 22 витки 24 оказываются обложенными гранулированным изоляционным материалом. Благодаря этому существенно минимизируется образование окалины, и в то же время скорости замедленного охлаждения можно придать свойства равномерности и регулируемости.
После завершения цикла замедленного охлаждения на конвейере гранулированный изоляционный материал можно регенерировать и возвращать обратно в исходные точки использования или оставлять для выполнения функции подвижной опоры в термоизолированных стаканах при их взаимодействии с деформирующей камерой.
Специалистам в данной области техники должно быть понятно, что варианты осуществления изобретения, приведенные выше исключительно для достижения понимания, допускают изменения путем замены конструктивно и функционально эквивалентных шагов и/или элементов. Например, не ограничивая сущность изобретения, другие системы, включая пневматические, можно использовать для обеспечения рециркуляции гранулированного изоляционного материала. Длину, конструкцию и конфигурацию конвейера можно изменять для удовлетворения требований конкретных установок. Термоизоляционные кожухи для конвейера не являются обязательными, как и нагреватели, которые можно использовать для подогрева гранулированного изоляционного материала на разных этапах в течение циклов замедленного охлаждения, регенерации и рециркуляции.
Эти и другие изменения и дополнения, не выходящие за пределы существа и объема настоящего изобретения, определены прилагаемой формулой.
Изобретение относится к системе и способу охлаждения горячекатаных стальных продуктов, например катанки, полосы и т.д. Система для охлаждения горячекатаного стального изделия с пониженной скоростью охлаждения включает в себя намоточное устройство для деформирования изделия в непрерывную последовательность витков. Конвейер принимает витки с намоточного устройства на приемном пункте и перемещает витки, уложенные друг на друга со смещением центров, через охлаждающую зону до другого пункта деформирования, на котором витки сгружаются с конвейера и собираются в вертикально стоящие бунты. На время перемещения через охлаждающую зону витки оказываются обложенными гранулированным изоляционным материалом. Изобретение обеспечивает возможность более равнормерного охлаждения и более точного регулирования скорости охлаждения, а также существенного ослабления процесса образования окалины. 2 с. и 21 з.п. ф-лы, 3 ил.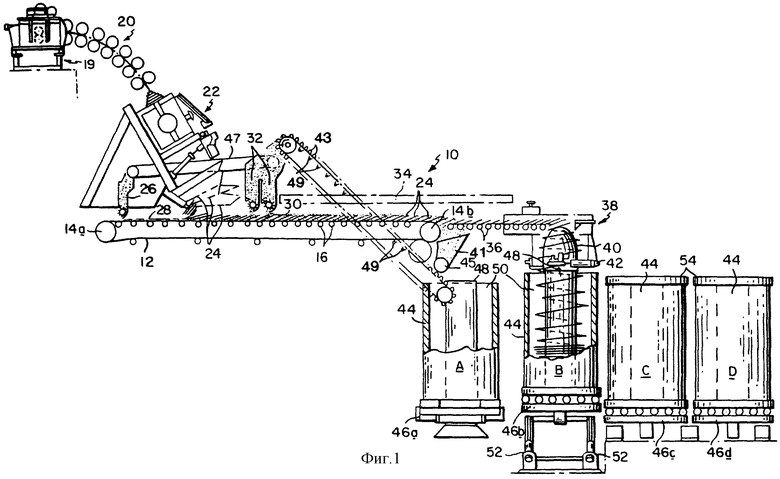
| US 4982935, 08.01.1991 | |||
| US 3940961 02.03.1976 | |||
| US 3231432 02.01.1966. |

