Информация о приоритете.
Данная заявка претендует на приоритет заявки патент США 08/838 512, поданной 8 апреля 1997 года.
Область техники, к которой относится изобретение.
Данное изобретение относится к прокатным станам, в частности к усовершенствованию устройства и способа, используемых для контролируемого охлаждения горячекатаного стального прутка для достижения оптимальных металлургических свойств.
Предшествующий уровень техники
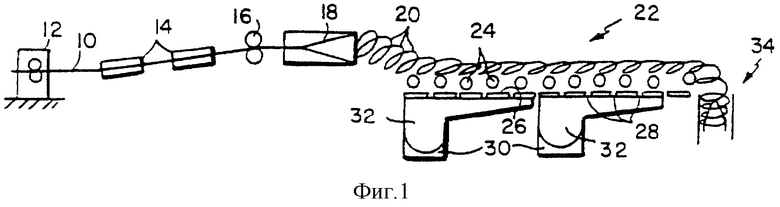
В обычной установке прокатного стана, как показано на фиг.1, горячекатаный стальной пруток 10 выходит из последнего валка 12 стана с температурой около 750-1100oС. Затем пруток резко охлаждают водой до около 550-1000oС в последовательно расположенных водяных камерах 14 перед направлением с помощью приводных прижимных роликов 16 в средство 18 для формирования витков. Средство формирования витков преобразует пруток в непрерывную последовательность колец 20, которые помещают на охлаждающий конвейер, обозначенный в целом позицией 22. Конвейер имеет приводимые в движение ролики 24 рольганга, которые транспортируют кольца в неконцентрично (произвольно) наложенном друг на друга виде через несколько зон охлаждения. Конвейер имеет настил 26, расположенный под роликами 24. Настил прерывается щелями или соплами 28, через которые газообразную охлаждающую среду, обычно окружающий воздух, направляют между роликами 24 и через транспортируемые ими кольца. Охлаждающий воздух подают с помощью вентиляторов 30, соединенных с соплами 28 через газовые камеры 32. Охлажденные таким образом кольца спадают с выходного конца конвейера в формовочную камеру 34, где они собираются в расположенные друг на друге кольца.
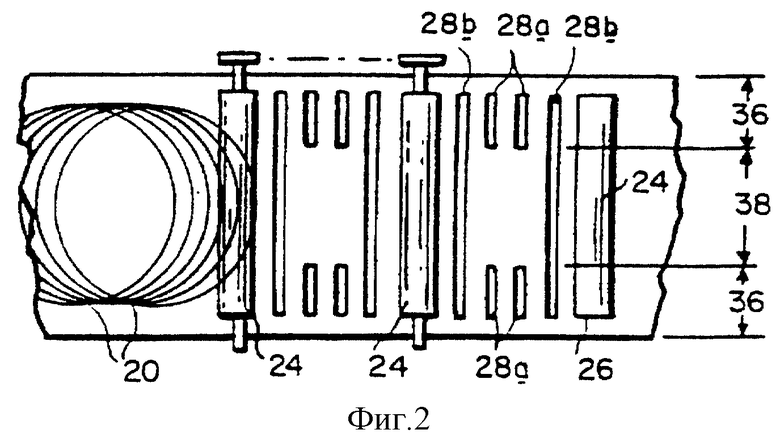
Как показано на фиг.2, неконцентрично наложенные друг на друга кольца имеют большую плотность вдоль краевых зон 36 конвейера по сравнению с плотностью в центральной зоне 38 конвейера. Поэтому большее количество воздуха направляют в краевые зоны 36 конвейера для компенсации большей плотности металла в этих зонах. Обычно это достигается за счет увеличения площади (сечения) сопел или щелей в краевых зонах. Как показано на фиг.2, это можно осуществить посредством расположения коротких щелей или сопел 28а в краевых зонах 36 между более длинными щелями или соплами 28b, которые проходят по всей ширине конвейера. В качестве альтернативного решения могут применяться исключительно только проходящие по всей ширине сопла или щели в соединении с механическими средствами, такими как вентиляторы, демпферы и т.д. (не изображены), в газовых камерах для направления большего количества воздуха в краевые зоны 36 конвейера.
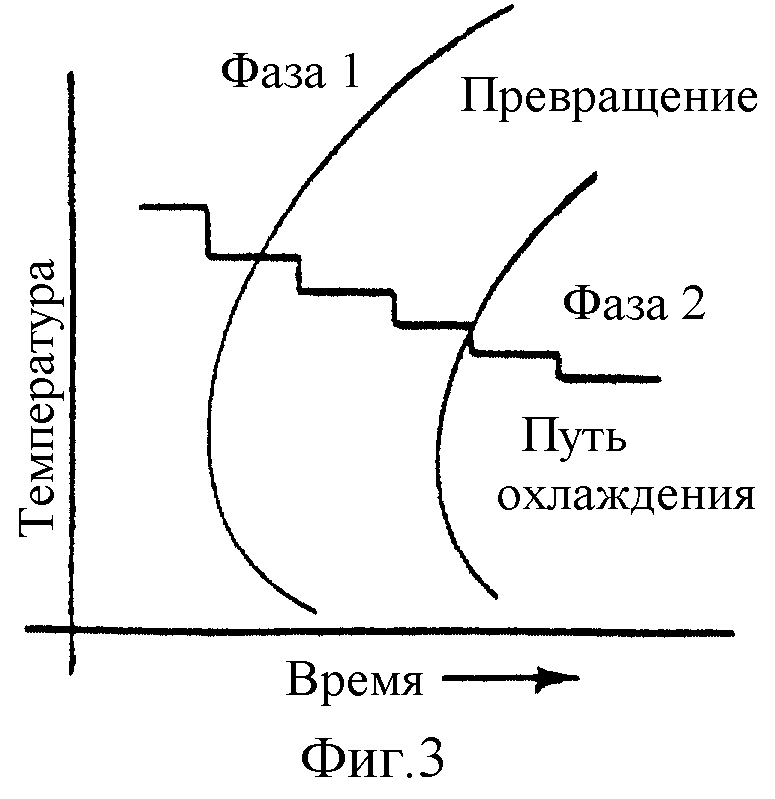
Путь охлаждения при металлургическом превращении является функцией скорости воздуха и количества воздуха (среди других факторов), подаваемого на пруток. Таким образом, при транспортировке прутка роликами 24 рольганга над расположенными последовательно щелями или соплами 23 существующие интервалы между последовательно расположенными местами подачи охлаждающего средства образуют ступенчатый путь охлаждения, показанный на фиг.3.
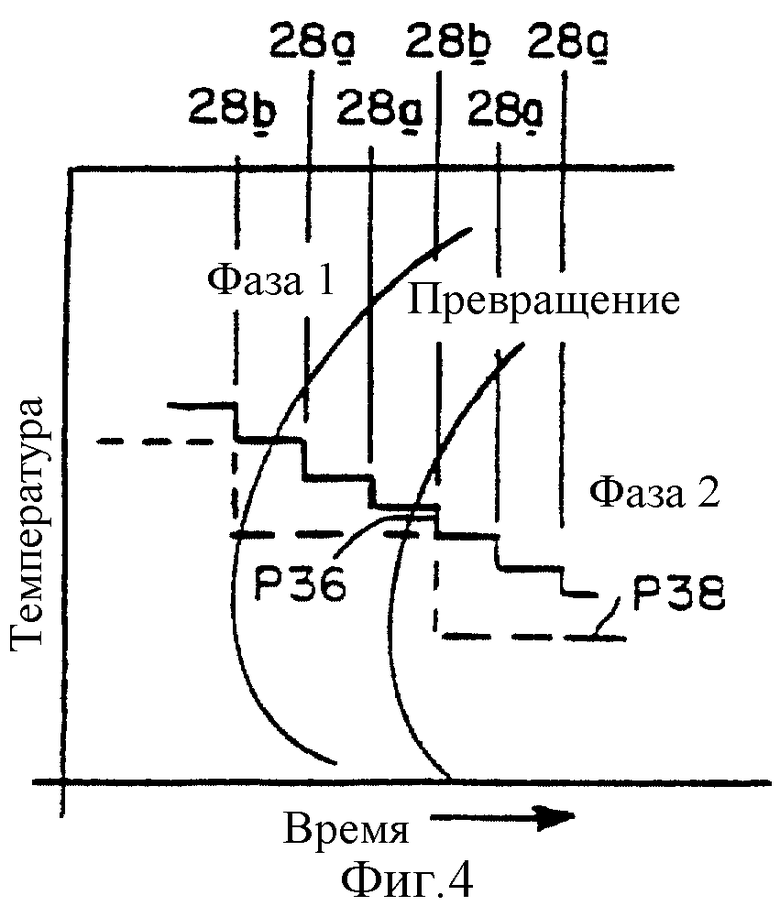
Как показано на фиг.4, при большем числе мест подачи охлаждающего средства в краевых зонах 36 по сравнению с центральной зоной 38 неравные расстояния между последовательными местами подачи охлаждающего средства приводят к получению одного пути Р36 охлаждения в краевых зонах 36 и другого пути Р38 охлаждения в центральной зоне 38. Эти различные пути охлаждения приводят к тому, что различные сегменты прутка проходят превращение при различных температурах и в различной степени, что обуславливает неравномерные металлургические качества по длине прутка.
Относительным недостатком обычных систем распределения воздуха является "жесткий" переход от высоких скоростей воздуха в краевых зонах 36 конвейера к более низким скоростям в центральной зоне 38. Там, где различное число сопел расположено в краевых и центральных зонах конвейера, как это показано на фиг. 2, там краевые сопла 28а подают воздух только на определенную часть полной ширины охлаждаемых стальных колец. Имеется резкое изменение от интенсивного воздушного охлаждения к воздушному охлаждению в переходах между краевыми зонами и центральной зоной. В случае применения сопел, проходящих по всей ширине конвейера, используемых в соединении с вентиляторами или демпферами для направления большей части потока к краевым зонам, также имеется "жесткий" переход от большого потока на краях к меньшему потоку в центре. Это является результатом наличия разделителей в газовой камере перед соплами, которые направляют воздух от вентиляторов к соплам.
Целью данного изобретения является устранение указанных выше недостатков обычных систем распределения воздуха посредством подачи охлаждающего воздуха на все сегменты колец с равномерно расположенными интервалами в соединении с уменьшением скорости потока воздуха в центральной зоне конвейера, где плотность колец меньше, чем в краевых зонах конвейера.
Дополнительной целью данного изобретения является устранение жестких переходов от высоких скоростей воздуха в краевых зонах конвейера к низким скоростям воздуха в центральной зоне конвейера.
Сущность изобретения
Согласно данному изобретению горячекатаный стальной пруток направляют в средство для формирования витков, где его преобразуют в непрерывную последовательность колец. Кольца помещают на конвейер с наложением друг на друга, так что следующие друг за другом кольца смещены относительно друг друга в направлении движения конвейера, что приводит к тому, что плотность прутка больше в краевых зонах конвейера по сравнению с плотностью прутка в центральной зоне конвейера. Охлаждающий воздух направляют вверх через кольца. Перфорированный элемент располагают под путем прохождения колец вдоль центральной зоны для замедления проходящего вверх потока воздуха в центральной зоне и направления воздуха предпочтительно в краевые зоны конвейера. Более плотно расположенный пруток в краевых зонах конвейера получает больший поток воздуха и поэтому охлаждается во время превращения примерно с той же скоростью, что и в центральной зоне конвейера.
Краткое описание чертежей
Далее следует подробное описание предпочтительного варианта выполнения изобретения со ссылкой на прилагаемые чертежи, на которых изображено:
фиг.1 - схематичный вид обычного прокатного стана;
фиг.2 - вид сверху части конвейера охлаждения, показанного на фиг.1;
фиг.3 - график обычного пути охлаждения;
фиг. 4 - другой график, показывающий пути охлаждения сегментов прутка, обрабатываемых на конвейере, показанном на фиг.2;
фиг.5 - вид сверху с частичными выровами части конвейера охлаждения согласно данному изобретению;
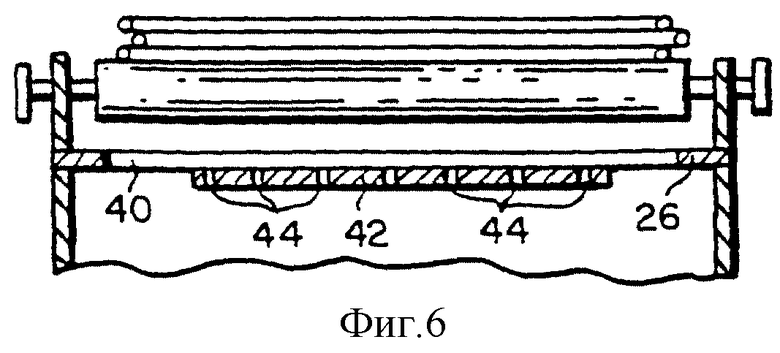
фиг.6 - сечение по линии 6-6 на фиг.5;
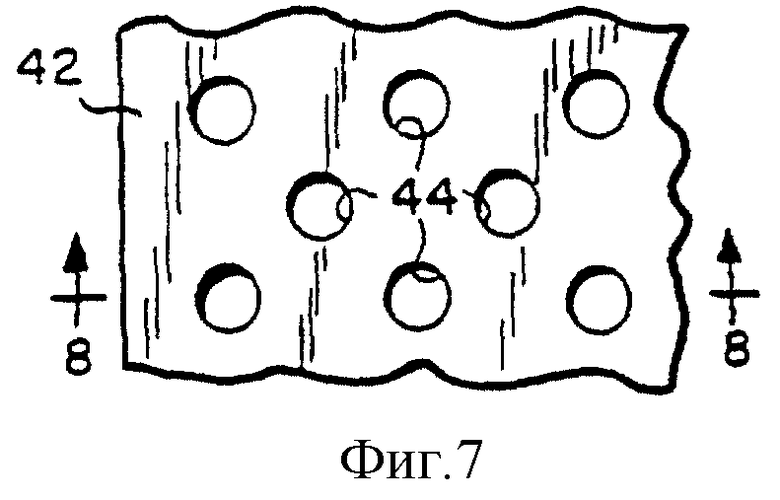
фиг. 7 - вид сверху в увеличенном масштабе части перфорированного элемента распределения воздуха, показанного на фиг.5 и 6;
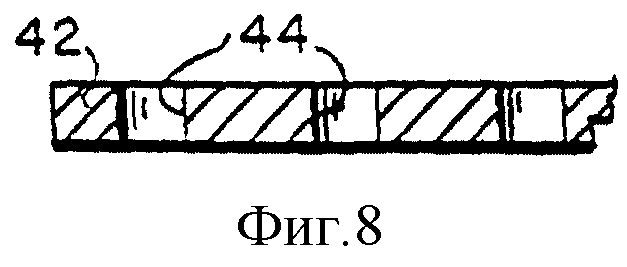
фиг.8 - сечение по линии 8-8 на фиг.7;
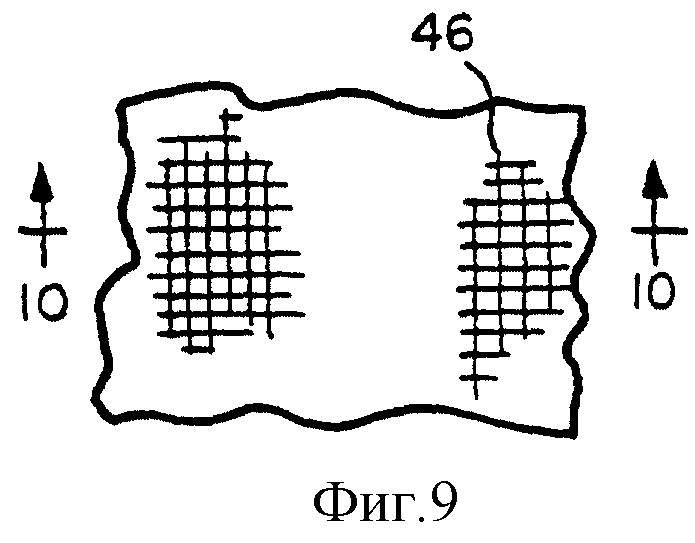
фиг. 9 - вид сверху части элемента распределения воздуха, выполненного в виде сетки;
фиг.10 - сечение по линии 10-10 на фиг.9;
фиг. 11 - график, показывающий пути охлаждения колец прутка, обрабатываемых на конвейере, показанном на фиг.5 и 6;
фиг. 12 - вид сверху части конвейера охлаждения согласно альтернативному варианту выполнения изобретения;
фиг.13 - сечение по линии 13-13 на фиг.12;
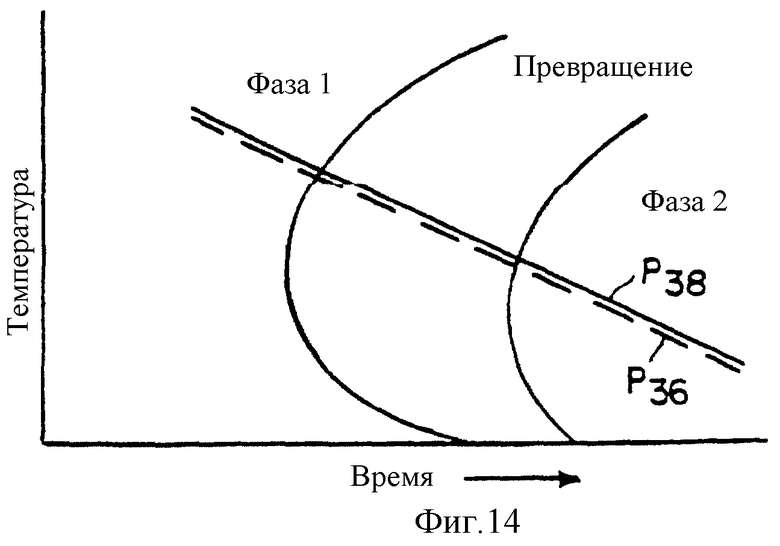
фиг. 14 - график, показывающий кривые охлаждения сегментов прутка, обрабатываемых на конвейере, показанном на фиг.12 и 13;
фиг. 15 - вид сверху части другого варианта выполнения элементов распределения воздуха согласно данному изобретению;
фиг.16 - сечение по линии 16-16 на фиг.15.
Детальное описание изображенных вариантов выполнения
Согласно данному изобретению и как показано на фиг.5 и 6, настил 26 конвейера прерван равномерно распределенными щелями или соплами 40, которые проходят непрерывно как в краевых зонах 36, так и в центральной зоне 38. Под настилом 26 конвейера вдоль центральной зоны 38 проходит перфорированный плоский элемент 42.
Как показано на фиг.7 и 8, перфорированный элемент 42 может состоять, например, из металлической пластины, имеющей толщину 1-25 мм, с периодической структурой из просверленных или штампованных отверстий 44, обеспечивающих 5-90% открытой поверхности. В качестве альтернативного решения, как показано на фиг. 9 и 10, перфорированный элемент может состоять из проволочной сетки 46 или любой другой имеющей проходы конструкции, способной замедлять направленный вверх поток воздуха через щели 40 в центральной зоне 38 конвейера.
При использовании перфорированной пластины 42, проволочной сетки 46 или т. п. в центральной зоне 38 конвейера поток воздуха через равномерно расположенные щели или сопла 40 перераспределяют для обеспечения дополнительного охлаждения в краевых зонах конвейера, одновременно обеспечивая то, что сегменты прутка как в краевых зонах, так и в центральной зоне конвейера подвергаются воздействию охлаждающего средства с одинаковыми интервалами. Таким образом, как показано на фиг.11, пути Р36 и Р38 в краевых зонах 36 и в центральной зоне 38 являются, по существу, идентичными, что в свою очередь обеспечивает более равномерные металлургические свойства по всей длине прутка.
Применение перфорированной пластины распределения воздуха или проволочной сетки имеет преимущества для а) систем с соплами, которые направляют воздух непосредственно через охлаждаемые кольца, причем воздух перемещается в основном в направлении, перпендикулярном направлению перемещения колец на конвейере; и b) систем с "угловыми" соплами, которые обычно проходят между роликами ближе к кольцам прутка и которые направляют воздух под углом к вертикали для увеличения времени контакта с охлаждаемым материалом. В обоих случаях перфорированная пластина или проволочная сетка обеспечивают то, что как центр, так и края, имеют одинаковое число равномерно распределенных мест подачи охлаждающего средства, как указывалось выше. В случае применения угловых сопел, которые обеспечивают большую степень охлаждения, прохождение прутком в краевых и центральной зонах конвейера одинаковых путей охлаждения является более важным, поскольку различие металлургических свойств, вызываемых превращениями в течение различного времени и при различных температурах, становятся более заметными при увеличении скорости охлаждения.
В альтернативном варианте выполнения изобретения, показанном на фиг.12 и 13, перфорированные пластины 48 и 50 используют без щелей или сопел в соответствующем настиле конвейера. Краевые пластины 48 имеют больший процент открытой поверхности по сравнению с центральной пластиной 50. Как показано на фиг. 14, такое расположение обеспечивает идентично плавные (в противоположность ступенчатым) пути Р36, Р38 охлаждения для всех сегментов колец.
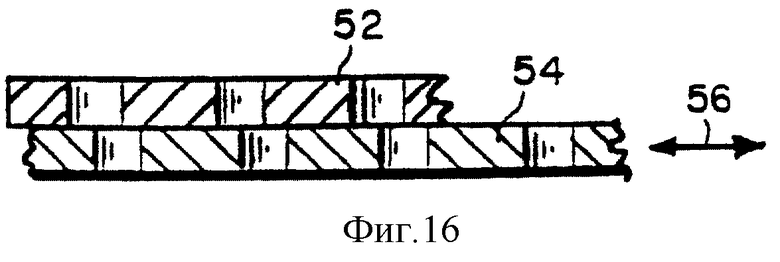
В другом варианте выполнения изобретения, как показано на фиг.15 и 16, вдоль краевых зон 36 и центральной зоны 38 могут быть размещены две расположенные друг над другом перфорированные пластины 52, 54. Одна пластина 54 может быть регулируемой в обоих направлениях, как показано стрелкой 56, относительно другой пластины 52 для управления количеством воздуха, проходящего через них для воздействия на расположенные сверху сегменты колец.
Различия в геометрии между обычными открытыми щелями или соплами, известными из предшествующего уровня техники и имеющими проходы элементами, согласно данному изобретению обеспечивают значительные функциональные преимущества. В частности, воздух проходит через обычные открытые щели или сопла в больших "макроскопических" объемах и является в значительной степени турбулентным и в высокой степени ненаправленным. При использовании имеющих проходы элементов для распределения воздуха, т.е. перфорированных пластин, проволочных сеток и т.п., вызывается "микроскопическое" воздействие, создающее местное падение давления, которое хотя и мало, но все же достаточно для обеспечения того, что через каждое отверстие (дырку, пору и т.д.) проходит относительно одинаковый поток воздуха. Макроскопические турбулентности разрушаются и заменяются множеством очень маленьких турбулентностей, которые быстро затухают, образуя при этом более плавный и более определенный поток воздуха перпендикулярно плоскости имеющего проходы элемента. Изменения объема и скорости охлаждающей среды между краевыми и центральными зонами конвейера становятся также более постепенными, устраняя таким образом жесткие переходы, которые характерны для обычных установок.
На основе вышесказанного для специалиста в этой области понятно, что можно производить различные модификации раскрытых вариантов выполнения, не отклоняясь от объема изобретения, изложенного в прилагаемой формуле изобретения. Например, тип имеющих проходы элементов распределения воздуха и их открытая поверхность могут изменяться для удовлетворения преобладающих условий работы и требований. Имеющие проходы элементы могут быть расположены выше или ниже настила конвейера и могут опираться на обычные конструкции и/или управляться обычными механизмами. Имеющие проходы элементы могут быть выполнены из любого материала, способного выдерживать воздействие горячего прутка, включая металлы, такие как сталь, медь и т.д., а также неметаллические материалы, включая керамику, высокотемпературные пластмассы и т.д., и их комбинации.





Изобретение относится к прокатным станам, в частности к усовершенствованию устройства и способа, используемых для контролируемого охлаждения горячекатаного стального прутка. Техническим результатом изобретения является обеспечение подачи охлаждающего воздуха на все сегменты колец с равномерно расположенными интервалами в соединении с уменьшением скорости потока воздуха в центральной зоне конвейера, где плотность колец меньше, чем в краевых зонах конвейера. Средство для формирования витков образует из горячекатаного стального прутка непрерывную последовательность колец. Кольца размещают на конвейере для транспортировки в наложенном друг на друга состоянии вдоль пути, проходящего через по меньшей мере одну зону охлаждения. Плотность колец при этом расположении больше в краевых зонах конвейера по сравнению с плотностью колец в центральной зоне конвейера. Газообразную охлаждающую среду направляют вверх через наложенные друг на друга кольца, и экран или другой аналогичный, имеющий проходы элемент замедляет направленный вверх поток газообразной охлаждающей среды в центральной зоне конвейера. 2 с. и 6 з.п. ф-лы, 16 ил.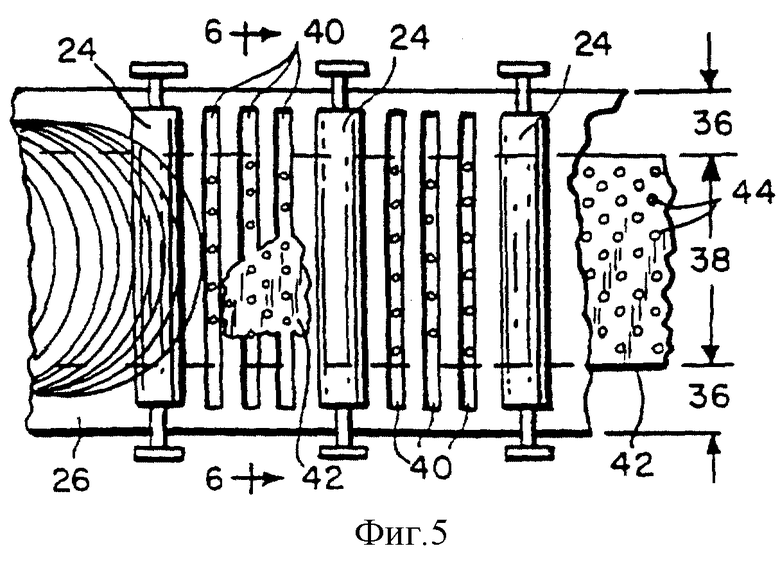
| Полуавтомат для сборки карданного шарнира | 1974 |
|
SU516502A1 |
| ЕР 0069616 А1,12.01.1983 | |||
| УСТРОЙСТВО для СМЕШИВАНИЯ МЕТАл4А ^J^iS'" — С ДОБАВКАМИ'ui^Si'".-^*^-'^-'^'* | 0 |
|
SU359279A1 |
| US 4423856, 03.01.1984 | |||
| СПОСОБ ГЕРМЕТИЗАЦИИ СВИНЦОВОГО АККУМУЛЯТОРА | 2005 |
|
RU2297079C1 |
| EP 0216434 A1, 01.04/1987. | |||

