Изобретение относится к электротехнике, а именно к источникам питания сварочной дуги, в частности может быть использовано в аппаратах дуговой сварки и применено в различных отраслях народного хозяйства.
Для обеспечения устойчивости дугового процесса требуется определенная форма внешней вольтамперной характеристики от крутопадающей до жесткой. Известны различные способы и устройства для получения требуемых форм внешних характеристик.
Известен способ регулирования напряжения при электродуговой сварке, заключающийся в подаче от источника питания исходного напряжения, повышения его до напряжения зажигания дуги и снижения до величины, обеспечивающей устойчивое горение дуги, причем величину исходного напряжения выбирают равной напряжению горения, (см. А.С.СССР 1790475, кл.В 23 К 9/06, 1993г.).
Недостатками данного способа являются:
- однотипность формы характеристики экспоненциального типа, связанной с зарядом и разрядом конденсатора;
- неустойчивость дугового процесса, обусловленная наличием только двух уровней напряжения.
Известен способ формирования внешней характеристики, использующий напряжения двух параллельно соединенных источников. Одно напряжение меньшей величины подается от основного рабочего источника, а другое - от дополнительного источника подпитки с мягкой внешней характеристикой. Напряжение подпитки имеет значение 60-70 вольт (см. ВДГ-601 на стр. 485. Оборудование для дуговой сварки. /Под ред. В.В. Смирнова. Л.: Энергоатомиздат, 1986. -655с.).
Недостатком этого способа является:
- крутой излом формы внешней характеристики на токах 30А приводит к неустойчивости дугового процесса из-за скачкообразного изменения величины сварочного тока.
В качестве прототипа способа принят способ, реализованный с помощью устройства для электродуговой сварки, заключающийся в том, что формирование внешней характеристики источника осуществляется суммированием двух напряжений, совпадающих по фазе. Величина одного из суммируемых напряжений зависит от нагрузки, а другого не зависит (см. Патент России 2008150 C1, B 23 K 9/00, В 23 К 9/10, 1994г.).
Недостатками данного способа являются:
- неизменность фазового сдвига между напряжениями снижает эффективность влияния нагрузки на форму внешней характеристики;
- неизменность величины одного из суммируемых напряжений при изменении нагрузки.
Цель изобретения - повышение эффективности средств регулирования формы внешней характеристики источника.
Указанная цель достигается тем, что выходное напряжение источника дуговой сварки получают векторным сложением двух напряжений, причем величины модулей напряжений, фазовый угол между ними, а также сумма этих напряжений являются функциями величины тока сварки.
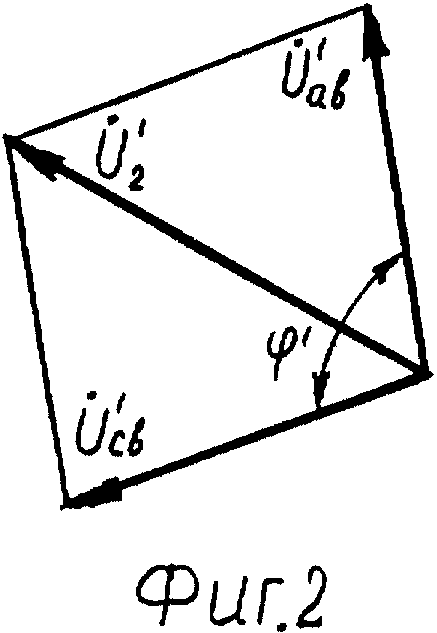
На фиг. 1 представлена векторная диаграмма напряжений источника для режима холостого хода, а на фиг.2 - для режима нагрузки.
Сущность способа заключается в том, что выходное напряжение источника сварочного тока U2 формируется сложением двух напряжений, например Uab и Ucb, сдвинутых относительно друг друга на ϕ1. Величина напряжений Uab, Ucb и угол ϕ1 изменяются в зависимости от величины тока сварки.
В режиме холостого хода по условию начального возбуждения дуги напряжение источника U2 должно быть наибольшим. В способе это достигается тем, что режиму возбуждения дуги, то есть малому току сварки, соответствуют наибольшие значения суммируемых напряжений Uab и Ucb, а также наименьшее значение угла ϕ1 между этими напряжениями. В пределе этот угол может быть равен нулю.
В рабочем процессе при больших токах сварки напряжение на дуге должно быть меньшей величины. Поэтому источник должен снизить значение напряжения  За счет зависимости от величины тока сварки напряжений
За счет зависимости от величины тока сварки напряжений  и угла
и угла  между ними происходит уменьшение этих напряжений и увеличение угла и как следствие снижение выходного напряжения источника
между ними происходит уменьшение этих напряжений и увеличение угла и как следствие снижение выходного напряжения источника 
Так как при сварке происходит изменение длины дуги, то источник должен согласно изменять напряжение  для поддержания устойчивого дугового процесса. При вариации длины дуги, например увеличении ее, происходит уменьшение тока сварки. Этому соответствует возрастание напряжения
для поддержания устойчивого дугового процесса. При вариации длины дуги, например увеличении ее, происходит уменьшение тока сварки. Этому соответствует возрастание напряжения  При уменьшении длины дуги - процесс обратный.
При уменьшении длины дуги - процесс обратный.
Известно устройство, содержащее два понижающих однофазных трансформатора, первичные обмотки которых включены параллельно, а вторичные обмотки последовательно. Все обмотки выполнены на общем пространственном катушечно-тороидальном магнитопроводе. Один трансформатор имеет мягкую внешнюю характеристику, а другой - жесткую. Жесткий трансформатор имеет отводы вторичной обмотки для регулирования величины тока сварки и, следовательно, формы внешней характеристики (см. Патент России 2008150 С1, кл. В 23 К 9/00, В 23 К 9/10, 1994г.).
Недостатками устройства являются:
- ухудшение начального процесса сварки при переходе на малые токи за счет снижения напряжения при уменьшении числа витков вторичной обмотки;
- большая реактивная мощность, потребляемая из сети за счет трансформатора с мягкой внешней характеристикой и избыточный расходный материал.
Известно устройство для регулирования напряжения при электродуговой сварке, содержащее диодный мостовой выпрямитель, подключенный к источнику переменного напряжения, в который введены два дросселя и два последовательно соединенных конденсатора, подключенных к выводам выпрямителя, а общая точка конденсаторов подключена через первый дроссель к общей точке выпрямителя, а второй дроссель последовательно соединен с выпрямителем и одной выходной клеммой (см. А.С.СССР 1790475, кл. В 23 К 9/06, 1993г.).
Недостатками данного устройства являются:
- наличие специального устройства удвоения напряжения для зажигания дуги;
- пригодность только для выпрямительных устройств.
Известно устройство - сварочный выпрямитель, содержащий два однофазных трансформатора, первичные обмотки которых подключены к двум линейным напряжениям трехфазной питающей сети, вторичные обмотки трансформаторов выполнены в виде двух полуобмоток с отводами, для переключения их числа витков с помощью двух переключателей, соединяющих полуобмотки, образуя средние точки вторичных обмоток, которые подключены к двум дросселям с изменяемым числом витков посредством еще двух переключателей. Выводы последних соединены вместе и образуют одну выходную клемму. Выводы вторичных полуобмоток обоих трансформаторов раздельно подключены к катодам четырех диодов, аноды которых объединены во вторую выходную клемму. Магнитопроводы дросселей выполнены с воздушным зазором. (см. А.С.СССР 1833265 А3, кл. В 23 К 9/00, 1993г.).
Недостатками устройства являются:
- сложная конструкция магнитопровода и устройства для регулирования сварочного тока;
- низкая эффективность регулирования формы внешней характеристики за счет изменения падения напряжения на дроссельных обмотках, включенных последовательно с вторичными обмотками;
- ухудшение зажигания дуги из-за снижения напряжения при переключении числа витков для малых токов сварки.
Наиболее близким устройством к заявленному способу и устройству является источник питания для сварки на переменном токе (см. АС СССР 417994, кл. В 23 К 9/06, 1975г. ), обеспечивающий ускоренный переход через ноль вторичного напряжения.
Источник содержит два трансформатора и блок управляемых вентилей, первичные обмотки трансформаторов подсоединены к разным фазам трехфазной сети, а их вторичные обмотки подключены встречно друг другу через блок управляемых вентилей.
Недостатками устройства являются:
- отсутствие возможности регулирования формы внешней характеристики (вольтамперной) источника,
- обязательная необходимость полностью управляемых вентилей как на открывание, так и на закрывание,
- поочередное подключение трансформаторов к нагрузке,
- неизменность (постоянство) фазового сдвига между первичными напряжениями трансформаторов,
- независимость вторичного напряжения от величины тока нагрузки.
Задачей данного изобретения является повышение эффективности средств регулирования формы внешней характеристики источника, упрощение конструкции и снижение массогабаритных показателей.
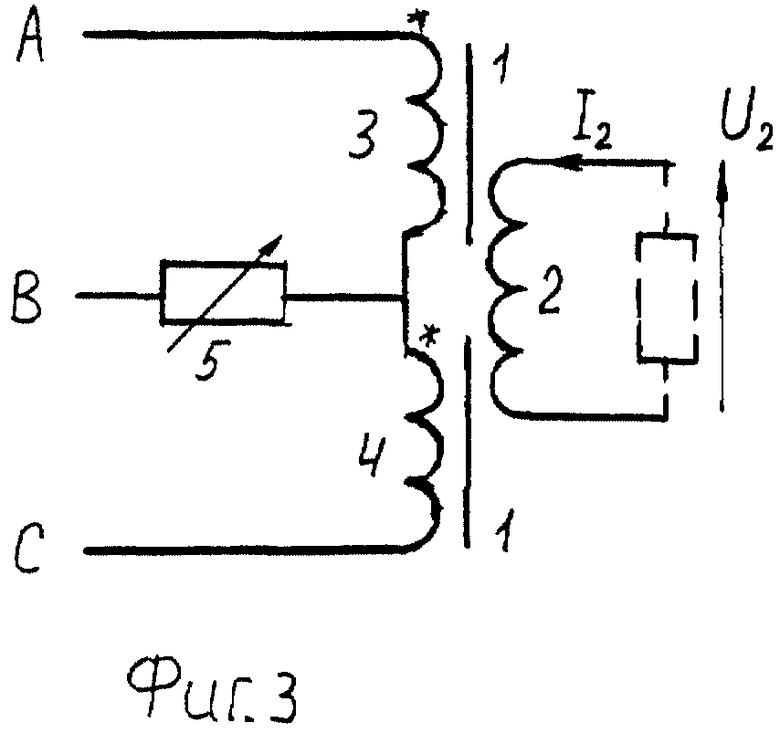
Для этого в устройстве для формирования внешней характеристики источника дуговой сварки, содержащем два двухобмоточных однофазных трансформатора, первичные обмотки которых подключены к различным фазам трехфазной цепи, и регулируемый фазосдвигающий элемент, трансформаторы выполнены с общей вторичной обмоткой, а первичные обмотки подключены к различным фазам трехфазной цепи одна началом, другая концом к двум фазам, а другие начало и конец этих обмоток соединены вместе и подключены к одному выводу регулируемого фазосдвигающего элемента, второй вывод которого подключен к третьей фазе питающей сети.
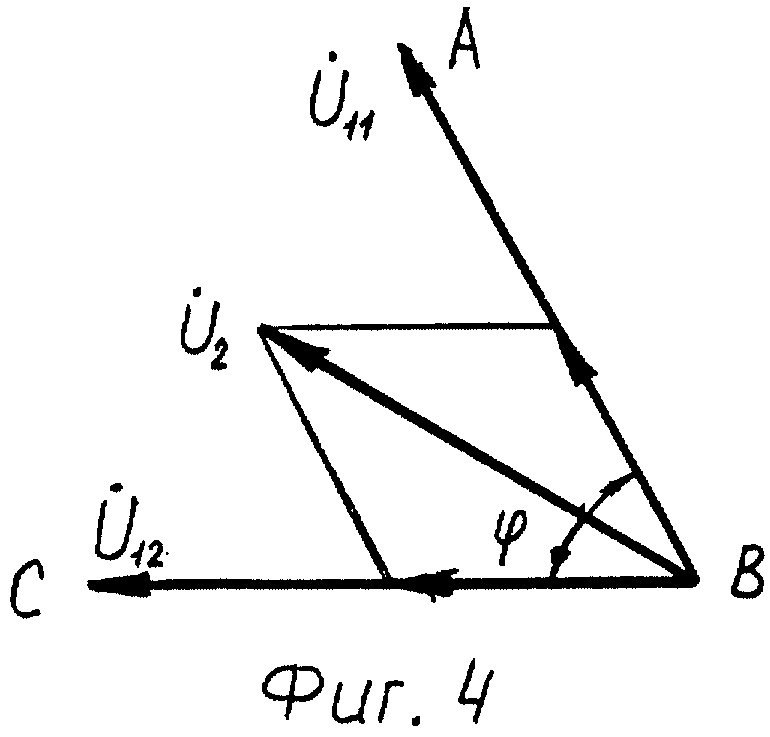
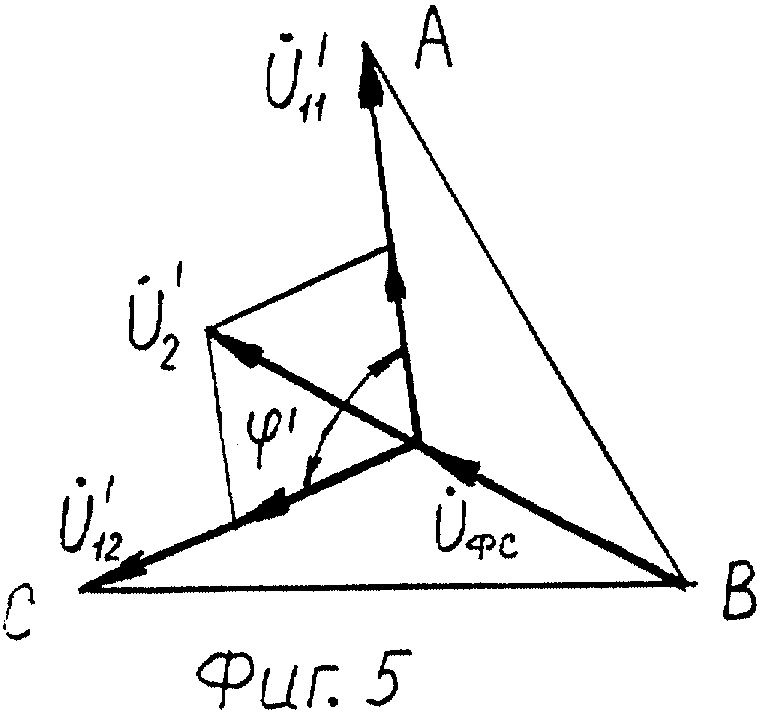
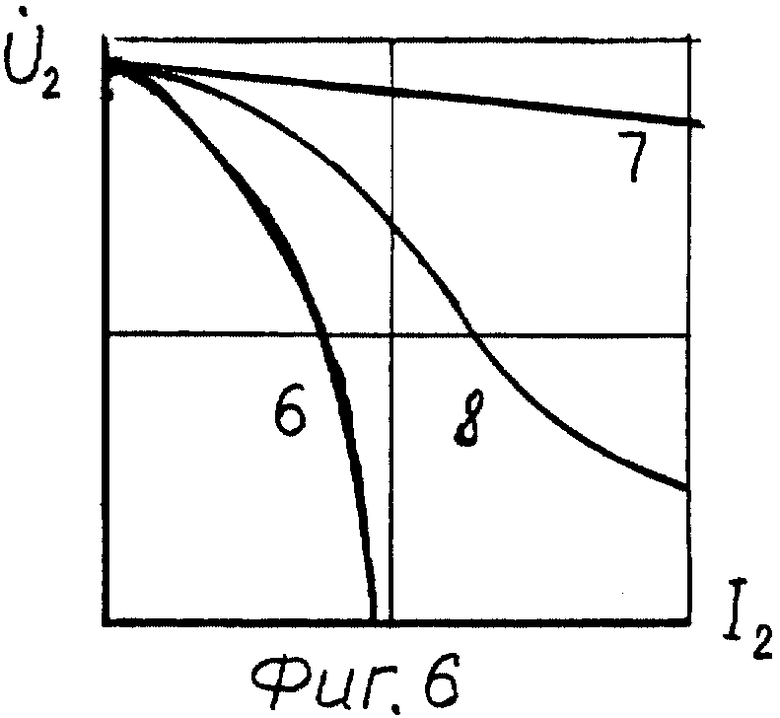
На фиг. 3 изображена принципиальная электрическая схема устройства, на фиг. 4, 5 - векторные диаграммы напряжений для режимов холостого хода и нагрузки, на фиг.6 - формы внешних характеристик.
Устройство состоит из двух однофазных трансформаторов 1 с общей вторичной обмоткой 2, первичными обмотками 3, 4 и фазосдвигающего элемента 5.
Работа устройства осуществляется следующим образом. При отсутствии нагрузки в цепи вторичной обмотки 2 по первичным обмоткам 3, 4 трансформаторов и фазосдвигающему элементу 5 протекают малые токи и на фазосдвигающем элементе 5 падение напряжения Uфс практически равно нулю. Следовательно, на первичных обмотках 3, 4 напряжения U11 и U12 соответственно (фиг.4) совпадают с линейными напряжениями питающей сети Uab, Ucb и имеют максимальные величины, а угол между ними ϕ1 наименьший. Поэтому векторная сумма этих двух напряжений, определяющая вторичное, т.е. выходное напряжение на обмотке 2, имеет наибольшее значение U2 с учетом коэффициента трансформации (на фиг.4, 5 он принят равным двум). При включении нагрузки во вторичной цепи (на фиг.3 отмечено пунктиром) по первичным обмоткам 3, 4 протекают большие токи, а по фазосдвигающему элементу 5 - практически удвоенное значение тока. Вследствие этого падение напряжения Uфс на фазосдвигающем элементе 5 имеет большое значение (фиг.5). Первичные напряжения  трансформаторов уменьшаются по величине и смещаются по фазе на угол
трансформаторов уменьшаются по величине и смещаются по фазе на угол  Угол
Угол  больше чем ϕ1. Вторичное напряжение
больше чем ϕ1. Вторичное напряжение  определяемое как векторная сумма вторичных напряжений трансформаторов, резко уменьшается, т. к. каждое из суммируемых напряжений
определяемое как векторная сумма вторичных напряжений трансформаторов, резко уменьшается, т. к. каждое из суммируемых напряжений  уменьшается по величине и угол
уменьшается по величине и угол  между напряжениями увеличивается.
между напряжениями увеличивается.
Как следует из векторных диаграмм, эффект достигается за счет одновременного использования двух факторов: первое - это изменение напряжения по величине, второе - за счет изменения угла между напряжениями, т.е. взаимного поворота векторов напряжения. Фазосдвигающий элемент может быть активным, индуктивным, емкостным или смешанным сопротивлением с линейной или нелинейной характеристикой в зависимости от требования к форме внешней характеристики конкретного устройства. Для изменения величины сварочного тока фазосдвигающий элемент выполняется регулируемым. В зависимости от величины и характера сопротивления фазосдвигающего элемента вектор падения напряжения на нем изменяется по величине и фазе по различным законам. За счет этого получается требуемая форма внешней характеристики (фиг.6): 6 - падающая, 7 - линейная, 8 - комбинированная. Так, при активном характере сопротивления фазосдвигающего элемента вектор падения напряжения на нем располагается по биссектрисе угла между линейными напряжениями питающей сети. При индуктивном сопротивлении фазосдвигающего элемента вектор падения напряжения располагается ближе к одному из линейных напряжений и т.д. Это приводит к различным законам изменения как величины суммируемых напряжений, так и угла между ними в зависимости от величины тока нагрузки.
Устройство реализовано в двух вариантах. Один выполнен на двух трансформаторах с общей вторичной обмоткой, а другой - на двух отдельных трансформаторах при соединении вторичных обмоток последовательно. Для сварки постоянным током на выходе применяется схема выпрямления. При использовании устройства на большие токи оно выгодно отличается от серийных сварочных трансформаторов с механическим регулированием типа ТДМ меньшей не симметрией нагрузки трехфазной сети (Оборудование для дуговой сварки. /Под ред. В.В. Смирнова. Л.: Энергоатомиздат, 1986. -655с.).
Предлагаемое изобретение по сравнению с прототипами и известными техническими решениями имеет следующие преимущества:
применимость способа и устройства для любых конструкций трансформаторов с использованием на выходе переменного либо постоянного тока;
используются в способе и устройстве два сдвинутых по фазе напряжения сети без дополнительных устройств на их формирование;
векторное суммирование двух напряжений, величина и фаза которых зависят от величины нагрузки, позволяет с меньшими затратами, т.е. более эффективно, достичь изменения величины напряжения источника;
за счет параметров фазосдвигающего элемента изменяется форма вольтамперной внешней характеристики источника на заданном участке кривой;
за счет применения фазосдвигающего элемента в первичной цепи создаются два фактора, влияющих на величину выходного напряжения источника: первый - это влияние на величину каждого из суммируемых напряжений, и второй - это влияние на угол между ними;
для снижения напряжения источника от холостого хода до требуемого рабочего нужна меньшая мощность регулирующих средств как по сравнению с однофазным питанием, так и при двухфазном с использованием трансформаторов с мягкой внешней характеристикой;
стабильность повышенного значения напряжения холостого хода при регулировании величины рабочего тока сварки обеспечивает устойчивость дугового процесса;
по сравнению с трансформаторами серии ТДМ предлагаемый создает меньшую асимметрию нагрузки для трехфазной сети;
отличается значительной простотой устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ | 1993 |
|
RU2050679C1 |
| РЕГУЛИРУЕМЫЙ ИСТОЧНИК ПИТАНИЯ | 1993 |
|
RU2111632C1 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| КОМПЕНСАТОР РЕАКТИВНОЙ МОЩНОСТИ | 1992 |
|
RU2031511C1 |
| Сварочный резонансный источник питания | 1987 |
|
SU1669656A1 |
| Устройство заземления нейтрали трехфазной электрической сети | 2015 |
|
RU2640033C2 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2069610C1 |
| СПОСОБ И СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ТРЕХФАЗНОЙ РУДОТЕРМИЧЕСКОЙ ПЕЧИ | 2005 |
|
RU2294603C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ОБРАБОТКИ | 1992 |
|
RU2049614C1 |
| Преобразователь напряжения постоянного тока в трехфазное напряжение переменного тока | 2024 |
|
RU2837816C1 |
Изобретение относится к электротехнике, в частности к способу формирования внешней характеристики источника дуговой сварки и устройству для его осуществления, и может найти применение при изготовлении сварных конструкций в различных отраслях машиностроения. Способ формирования внешней характеристики источника дуговой сварки заключается в получении выходного напряжения источника векторным сложением двух напряжений. Величины модулей этих напряжений, фазовый угол между ними, а также сумма этих напряжений являются функциями тока сварки. В устройстве трансформаторы выполнены с общей вторичной обмоткой, а первичные обмотки подключены к различным фазам трехфазной цепи одна началом, другая концом к двум фазам. Другие начало и конец этих обмоток соединены вместе и подключены к одному выводу регулируемого фазосдвигающего элемента. Второй его вывод подключен к третьей фазе питающей сети. Преимущества способа и устройства заключаются в том, что можно использовать любые конструкции трансформаторов, изменять форму вольтамперной внешней характеристики источника, требуется меньшая мощность регулирующих средств для снижения напряжения источника от холостого хода до требуемого рабочего значения. 2 с.п. ф-лы, 6 ил.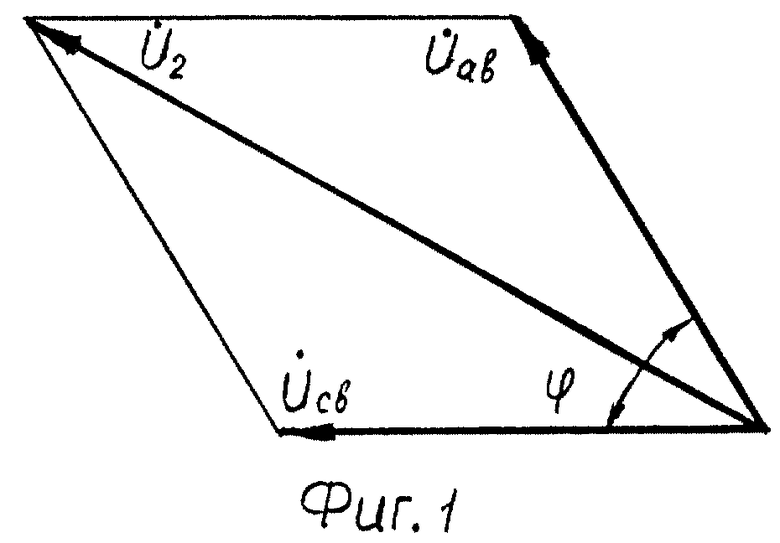
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1991 |
|
RU2008150C1 |
| Способ регулирования напряжения при электродуговой сварке и устройство для его осуществления | 1990 |
|
SU1790475A3 |
| Источник питания для сварки на переменном токе | 1971 |
|
SU417994A1 |
| Способ управления режимом работы источника тока | 1972 |
|
SU493048A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

