Изобретение относится к сварочному оборудованию, а именно к источникам питания сварочной дуги переменного тока.
Известны источники питания для дуговой сварки с повышенным коэффициентом мощности (см., например, А.С. СССР 841833, опубл. Бюл. 24, 1981).
Наиболее близким к предлагаемому является источник питания для дуговой сварки на переменном токе ИПК-350-4, содержащий сварочный трансформатор, конденсаторную батарею и реле дуги (см. Источник питания ИПК-350-4. Инструкция по эксплуатации НИИ технологии и организации производства. НИАТ, 1967).
Наличие компенсирующих устройств во вторичной цепи приводит к тому, что энергия, накопленная в компенсирующем устройстве полностью расходуется для поддержания тока сварочной цепи. В результате потребляемая из сети переменного тока реактивная мощность снижается только в цикле горения дуги, а в цикле холостого хода и короткого замыкания возможности регулирования соответственно отсутствуют или ограничены, и коэффициент мощности остается низким. Кроме того, отрицательное влияние на питающую сеть, а также на другое параллельно подключенное оборудование, особенно на различные системы автоматики, оказывают генерируемые источником высшие гармонические составляющие.
Сущность предлагаемого изобретения заключается в том, что в источник, содержащий реле дуги с нормально замкнутыми контактами, введен дополнительный компенсирующий конденсатор. Один из управляющих выводов реле дуги присоединен к сварочному электроду, другой к свариваемому изделию, а один из выводов нормально замкнутых контактов реле дуги подключен к одной из клемм питающей сети. Другой вывод нормально замкнутых контактов реле дуги подключен к одному из выводов компенсирующего конденсатора, второй вывод которого подсоединен ко второй клемме питающей сети.
На чертеже изображена схема источника питания дуги переменного тока.
Источник питания содержит источник переменного напряжения 1; компенсирующий конденсатор 2, подключенный параллельно клеммам питающей сети; фильтрующее устройство 3, также подключенное параллельно клеммам питающей сети; реле дуги 4, один из управляющих выводов которого подключен к сварочному электроду 5, другой к свариваемому изделию 6; дополнительный компенсирующий конденсатор 7, один из выводов которого соединен с одним из выводов нормально замкнутых контактов 8 реле дуги 4, а вторые выводы дополнительного компенсирующего конденсатора и нормально замкнутых контактов реле дуги подключены к клеммам питающей сети.
Устройство работает следующим образом.
Источник питания сварочной дуги является для питающей сети резкопеременной нагрузкой, поскольку работа такого источника состоит из цикла холостого хода, короткого замыкания и горения дуги. При этом в каждом цикле реактивная мощность, потребляемая источником и требующая компенсации, различна.
Слежение за циклами работы источника и управление процессом компенсации осуществляется с помощью реле дуги 4.
Во время интервала горения дуги величины разности потенциалов между сварочным электродом 5 и свариваемым изделием 6 недостаточно для срабатывания реле дуги 4, его нормально замкнутые контакты 8 замкнуты и дополнительный компенсирующий конденсатор 7 подключен к клеммам питающей сети. Емкости конденсаторов 2 и 7 суммируются и при этом происходит компенсация реактивной составляющей первой гармоники потребляемого из сети тока, а компенсация высших гармоник осуществляется фильтрующим устройством 3. Во время интервала холостого хода, когда дуга не горит, величины разности потенциалов между сварочным электродом и свариваемым изделием достаточно для срабатывания реле дуги 4. Его нормально замкнутые контакты 8 размыкаются, дополнительный компенсирующий конденсатор 7 отключается от сети. Происходит компенсация реактивной составляющей первой гармоники потребляемого из питающей сети тока на холостом ходу сварочного источника питания компенсирующим конденсатором 2. Емкость компенсирующего конденсатора рассчитана только для компенсации на холостом ходу. При возникновении короткого замыкания между сварочным электродом и свариваемым изделием разности потенциалов между ними недостаточно для срабатывания реле дуги, нормально замкнутые контакты 8 реле дуги замкнуты, и дополнительный компенсирующий конденсатор подключен к питающей сети, осуществляя компенсацию реактивной составляющей первой гармоники потребляемого из питающей сети тока.
Применение изобретения позволяет достигнуть улучшения формы кривой потребляемого тока, то есть уменьшить в потребляемом токе гармонические составляющие, а также значительно уменьшить сдвиг фаз первой гармоники потребляемого тока относительно питающего напряжения, чем достигается резкое повышение коэффициента мощности.
Так, при наплавке обмазанным стальным электродом FOXSAS 2347-15 диаметром d= 2 мм стальной пластины Ст-3 толщиной δ = 3 мм с питанием от модернизированного согласно чертежу сварочного источника ИПК-120 удалось снизить потребление реактивной мощности более чем в 220 раз (с 11,2 кВАР до 49 ВАР), что привело к повышению коэффициента мощности с 0,36 до 0,93.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2421311C2 |
| СПОСОБ КОМПЕНСАЦИИ НЕАКТИВНЫХ СОСТАВЛЯЮЩИХ МОЩНОСТИ | 1998 |
|
RU2145761C1 |
| Источник питания для сварки модулированным током | 1988 |
|
SU1634415A1 |
| Трансформатор для сварки | 1977 |
|
SU792306A1 |
| Устройство для регулирования реактивной мощности М.В.Агунова | 1987 |
|
SU1480016A1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ИСКАЖЕНИЯ КРИВОЙ НАПРЯЖЕНИЯ В РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХ ПЕРЕМЕННОГО ТОКА | 2002 |
|
RU2222855C1 |
| УСТРОЙСТВО ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2096147C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ДУГОВОГО РАЗРЯДА | 1991 |
|
RU2014186C1 |
| Источник питания для дуговой сварки | 1981 |
|
SU998037A1 |
Изобретения относится к сварочному оборудованию, в частности к источникам питания сварочной дуги, и может найти применение при изготовлении сварных конструкций в различных отраслях машиностроения. Источник питания сварочной дуги содержит источник переменного напряжения, компенсирующий конденсатор, фильтрующее устройство, реле дуги и дополнительный компенсирующий конденсатор. Один из выводов нормально замкнутых контактов реле дуги подключен к одной из клемм питающей сети. Другой их вывод подключен к одному из выводов дополнительного компенсирующего конденсатора. Второй вывод дополнительного компенсирующего конденсатора подсоединен ко второй клемме питающей сети. 1 ил.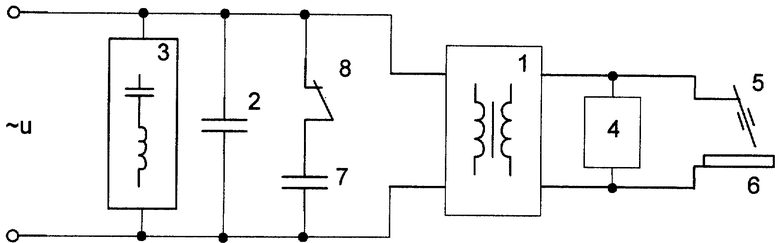
Источник питания сварочной дуги переменного тока, содержащий источник переменного напряжения, компенсирующий конденсатор, фильтрующее устройство и реле дуги, отличающийся тем, что в источник введен дополнительный компенсирующий конденсатор, при этом один из выводов нормально замкнутых контактов реле дуги подключен к одной из клемм питающей сети, а другой вывод - к одному из выводов дополнительного компенсирующего конденсатора, причем второй вывод дополнительного компенсирующего конденсатора подсоединен ко второй клемме питающей сети.
| Способ приготовления консистентных мазей | 1912 |
|
SU350A1 |
| Инструкция по эксплуатации НИИ технологии организации производства | |||
| НИАТ, 1967 | |||
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ И СТАБИЛИЗАЦИИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2106944C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 1994 |
|
RU2062685C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЭЛЕКТРОМАГНИТНОЙ ВОЛНЫ | 2010 |
|
RU2473917C2 |
| US 5753888, 19.05.1998. | |||

