Изобретение относится к источникам питания для сварки, предназначенным для использования во всех отраслях промышленности, применяющих дуговую сварку.
Цель изобретения - расширение технологических возможностей, повышение качества сварки путем точного дозирования энергии и улучшение условий техники безопасности.
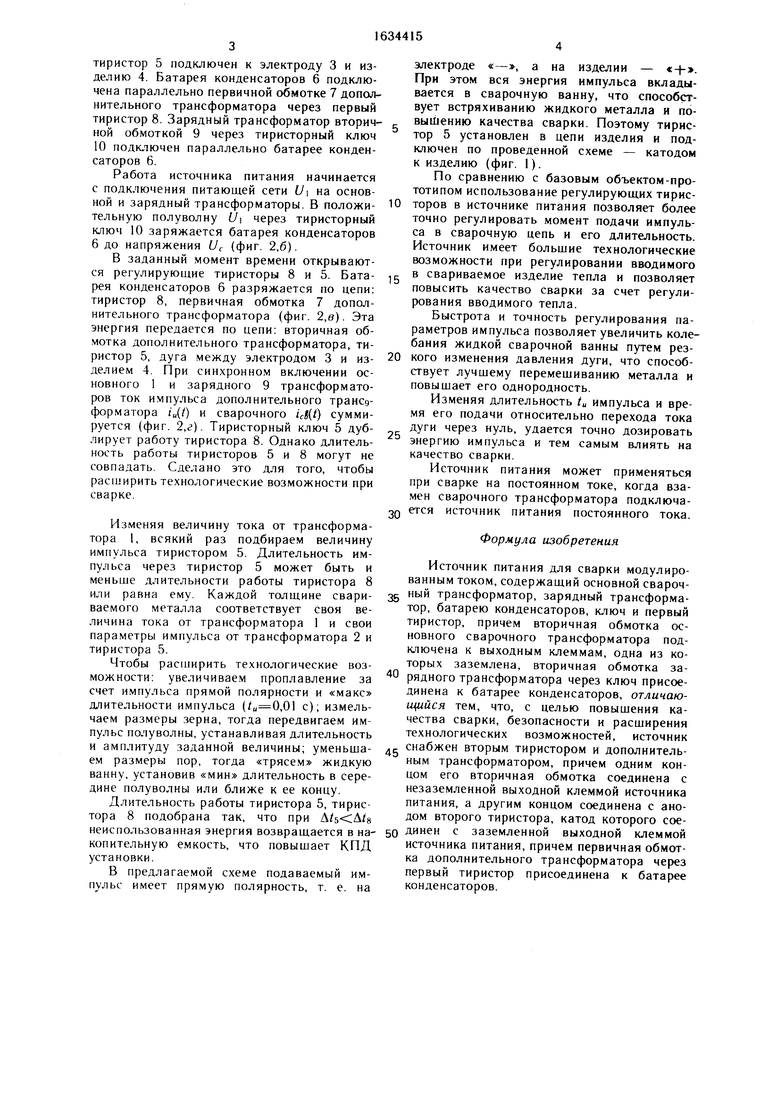
На фиг. 1 приведена принципиальная электрическая схема источника питания для сварки модулированным током; на фиг. 2 - графики характера изменения параметров источника при его работе: а) напряжение сети, поданное на обмотки основного и зарядного трансформаторов U, б) характер изменения напряжения на батарее конденсаторов Uc в) форма тока основного трансформатора icg(t) и форма импульса iu(t) дополнительного трансформатора; г) форма модулированного тока iM). действующая в промежутке между электродом и изделием; на фиг. 3 - графики режимов работы источника питания: а) максимальная длительность импульса; б) подача импульса в начале полуволны; в) подача импульса в конце полуволны.
От основного трансформатора подается ток ict, а от вторичной обмотки дополнительного трансформатора ток импульса /„, характеризуемый длительностью нмtut, Ls и амплитудными зна- 1и., 1и3, определяемыми выбпульсов ;Uf чениями /Uf , iU4 ранным режимом.
Устройство содержит основной 1 сварочный и дополнительный 2 трансформаторы, подключенные параллельно электроду 3 и изделию 4, при этом дополнительный трансформатор вторичной обмоткой чере второй
оэ со
Ј 4
СП
тиристор 5 подключен к электроду 3 и изделию 4 Батарея конденсаторов 6 подключена параллельно первичной обмотке 7 дополнительного трансформатора через первый тиристор 8 Зарядный трансформатор вторич- 5 ной обмоткой 9 через тиристорный ключ 10 подключен параллельно батарее конденсаторов 6
Работа источника питания начинается с подключения питающей сети U на основэлектроде «-, а на изделии - «-(-. При этом вся энергия импульса вкладывается в сварочную ванну, что способствует встряхиванию жидкого металла и повышению качества сварки Поэтому тиристор 5 установлен в цепи изделия и подключен по проведенной схеме - катодом к изделию (фиг 1).
По сравнению с базовым объектом-прототипом использование регулирующих тирисной и зарядный трансформаторы В положи- 1° торов в источнике питания позволяет более тельную полуволну U через тиристорныйточно регулировать момент подачи импульключ 10 заряжается батарея конденсаторов 6 до напряжения Uc (фиг 2,6)
В заданный момент времени открываются регулирующие тиристоры 8 и 5 Бата- рея конденсаторов 6 разряжается по цепи: тиристор 8, первичная обмотка 7 дополнительного трансформатора (фиг 2,в) Эта энергия передается по цепи вторичная обмотка дополнительного трансформатора, тиса в сварочную цепь и его длительность. Источник имеет большие технологические возможности при регулировании вводимого в свариваемое изделие тепла и позволяет повысить качество сварки за счет регулирования вводимого тепла.
Быстрота и точность регулирования параметров импульса позволяет увеличить колебания жидкой сварочной ванны путем рез25
ристор 5, дуга между электродом 3 и из- 20 кого изменения давления дуги, что способствует лучшему перемешиванию металла и повышает его однородность
Изменяя длительность tu импульса и время его подачи относительно перехода тока дуги через нуль, удается точно дозировать энергию импульса и тем самым влиять на качество сварки
Источник питания может применяться при сварке на постоянном токе, когда взамен сварочного трансформатора подключается источник питания постоянного тока.
Формула изобретения
Источник питания для сварки модулированным током, содержащий основной сварочделием 4 При синхронном включении основного 1 и зарядного 9 трансформаторов ток импульса дополнительного трансд- форматора iu(t) и сварочного ict(t) суммируется (фиг 2,г) Тиристорный ключ 5 дублирует работу тиристора 8 Однако длительность работы тиристоров 5 и 8 могут не совпадать Сделано это для того, чтобы расширить технологические возможности при сварке
Изменяя величину тока от трансформатора 1, всякий раз подбираем величину импульса тиристором 5 Длительность импульса через тиристор 5 может быть и меньше длительности работы тиристора 8
30
или равна ему Каждой толщине свари- 35 ный трансформатор, зарядный трансформа
тор, батарею конденсаторов, ключ и первый тиристор, причем вторичная обмотка основного сварочного трансформатора подключена к выходным клеммам, одна из которых заземлена, вторичная обмотка заваемого металла соответствует своя величина тока от трансформатора 1 и свои параметры импульса от трансформатора 2 и тиристора 5
Чтобы расширить технологические возтор, батарею конденсаторов, ключ и первый тиристор, причем вторичная обмотка основного сварочного трансформатора подключена к выходным клеммам, одна из которых заземлена, вторичная обмотка заможности
увеличиваем проплавление за 40 рядного трансформатора через ключ присоединена к батарее конденсаторов, отличающийся тем, что, с целью повышения качества сварки, безопасности и расширения технологических возможностей, источник
и амплитуду заданной величины, уменьша- 45 снабжен вторым тиристором и дополнитель- ем размеры пор, тогда «трясем жидкуюным трансформатором, причем одним конванну, установив «мин длительность в сере-ном его вторичная обмотка соединена с
дине полуволны или ближе к ее концунезаземленной выходной клеммой источника
питания, а другим концом соединена с анодом второго тиристора, катод которого соенеиспользованная энергия возвращается в на- 50 динен с заземленной выходной клеммой копительную емкость, что повышает КПД источника питания, причем первичная обмот- установкика дополнительного трансформатора через
В предлагаемой схеме подаваемый им-первый тиристор присоединена к батарее
пульс имеет прямую полярность, т е наконденсаторов
счет импульса прямой полярности и «макс длительности импульса (,01 с), измельчаем размеры зерна, тогда передвигаем импульс полуволны, устанавливая длительность
Длительность работы тиристора 5, тирис тора 8 подобрана так, что при
электроде «-, а на изделии - «-(-. При этом вся энергия импульса вкладывается в сварочную ванну, что способствует встряхиванию жидкого металла и повышению качества сварки Поэтому тиристор 5 установлен в цепи изделия и подключен по проведенной схеме - катодом к изделию (фиг 1).
По сравнению с базовым объектом-прототипом использование регулирующих тирис торов в источнике питания позволяет более точно регулировать момент подачи импульса в сварочную цепь и его длительность. Источник имеет большие технологические возможности при регулировании вводимого в свариваемое изделие тепла и позволяет повысить качество сварки за счет регулирования вводимого тепла.
Быстрота и точность регулирования параметров импульса позволяет увеличить колебания жидкой сварочной ванны путем резкого изменения давления дуги, что способствует лучшему перемешиванию металла и повышает его однородность
30
ный трансформатор, зарядный трансформа
тор, батарею конденсаторов, ключ и первый тиристор, причем вторичная обмотка основного сварочного трансформатора подключена к выходным клеммам, одна из которых заземлена, вторичная обмотка зарядного трансформатора через ключ присое ty ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Машина для конденсаторной сварки | 1979 |
|
SU872115A1 |
| Способ конденсаторной сварки и устройство для его осуществления | 1988 |
|
SU1609581A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА | 2007 |
|
RU2343051C1 |
| Устройство для заряда аккумуляторной батареи асимметричным током (его варианты) | 1981 |
|
SU1048546A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Машина для контактной сварки | 1984 |
|
SU1186433A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА | 2005 |
|
RU2294269C1 |


Изобретение относится к источникам питания для сварки, предназначенным для использования во всех отраслях промышленности, применяющих дуговую сварку. Целью изобретения является расширение технологических возможностей, повышение качества сварки за счет точного дозирования энергии и улучшение условий техники безопасности. Устройство содержит зарядный, дополнительный и основной сварочные трансформаторы, два тиристора, ключ и конденсаторную батарею. Предварительно заряже - ная конденсаторная батарея разряжается на дуговой промежуток. Сварочный ток и ток импульса суммирчются, что позволяет регулировать количество вводимого в и де- лие тепла. 3 ил. и С/)
75
. Ј
Ј
13 /
i
H фиг.1
tu,
ice
В
Ui
a
tic 5
4,
/
V / U ч
ч
iutti
ictft)
tu x
t
)
ч
x..
Фиг. I
U
Фиг. 3
| Сварка в машиностроении | |||
| Справочник в четырех томах./Под ред | |||
| Ю | |||
| Н | |||
| Зорина, М.: Машиностроение, 1979, том 4, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
