Изобретение относится к обработке металлов давлением и может быть использовано для электроимпульсной развальцовки труб в трубных досках теплообменников, калибровки трубных заготовок и емкостей.
Известно устройство для электрогидравлической развальцовки труб (А.С. РФ 1760677, МПК 6 B 21 D 26/10, опубл. 15.08.94), которое состоит из стержневого высоковольтного электрода с твердым изоляционным покрытием, токопроводящей вставки, опирающейся на центрирующие изолирующие элементы, и взрывающихся проволочек, помещенных в передающую рабочую среду.
Недостатками этого устройства являются сложность конструкции, наличие множества подготовительных операций, связанных с монтажом и демонтажем приспособлений для развальцовки, материалоемкость процесса, обусловленная наличием однородных расходных материалов, специальных одноразовых патронов с взрывающейся проволочкой и передающей давление среды.
Наиболее близким к заявляемому устройству является выбранное нами за прототип устройство для электрогидравлической развальцовки труб (патент РФ по заявке N 98122073, МПК 7 В 21 D 39/06, приоритет от 07.12.98), в котором стержневой высоковольтный электрод, снабженный твердой изоляцией, заземленный электрод, расположенный параллельно высоковольтному электроду в виде одной или нескольких упругих проволочек, стержневой высоковольтный электрод выполнен с возможностью продольного перемещения относительно заземленного электрода.
Недостатком этого устройства является высокая энергоемкость и раздача вальцуемой трубы на границе внутренней поверхности трубной доски на размер, превышающий диаметр отверстия в трубной доске при работе устройства.
Основной технической задачей предложенного решения является снижение энергоемкости до 30% за счет уменьшения числа поданных импульсов, а также уменьшение раздачи груб на границе внутренней поверхности трубной доски.
Указанная техническая задача достигается тем, что в устройстве для электрогидравлической развальцовки труб, устанавливаемых в отверстие трубной доски, содержащем стержневом высоковольтный электрод, снабженный твердым изоляционным покрытием и установленный с возможностью продольного перемещения относительно заземленного электрода, изготовленного в виде одной или нескольких упругих проволочек, расположенных вдоль стержневого высоковольтного электрода, согласно предложенному решению конец одной или нескольких проволочек заземленного электрода загнут внутрь под углом 90o на одном уровне, а над загнутыми концами размещена упругая изоляционная вставка, имеющая в середине продольное отверстие, причем верхняя часть вставки расположена выше нижней торцевой поверхности трубной доски.
Проведенный заявителем анализ уровня техники позволяет установить, что аналоги, характеризующиеся совокупностями признаков, тождественных всем признакам заявляемого устройства, отсутствуют. Следовательно, заявляемое изобретение соответствует условию патентоспособности "новизна".
Результаты поиска известных решений в данной и смежных областях техники с целью выявления признаков, совпадающих с отличительными признаками прототипа заявляемого изобретения, показали, что они не следуют явным образом из уровня техники.
Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками изобретения преобразований на достижение указанного результата. Следовательно, изобретение соответствует условию патентоспособности "изобретательский уровень".
На чертеже приведена схема устройства для электрогидравлической развальцовки труб в трубных досках теплообменных аппаратов.
Устройство состоит из стержневого высоковольтного электрода 1 с твердым изоляционным покрытием 2 из полиэтилена высокого давления. заземленного электрода 3, нижний конец которого изогнут под углом 90o (таких электродов может быть несколько, расположенных вокруг электрода), а верхний конец закреплен в металлической оправке 4. В металлическую оправку 4 одним концом вставлена прессуемая труба 5, которая пропущена через трубную доску 6. Внизу заземленного электрода 3 размещена упругая вставка 7 из изоляционного материала, например полиэтилена или вакуумной резины, имеющая в середине отверстие 8. Верхняя граница упругой вставки 7 расположена выше нижней границы трубной доски 6 на расстоянии, составляющем 1/3 от толщины трубной доски 6.
Работа устройства для электрогидравлической развальцовки труб осуществляется следующим образом.
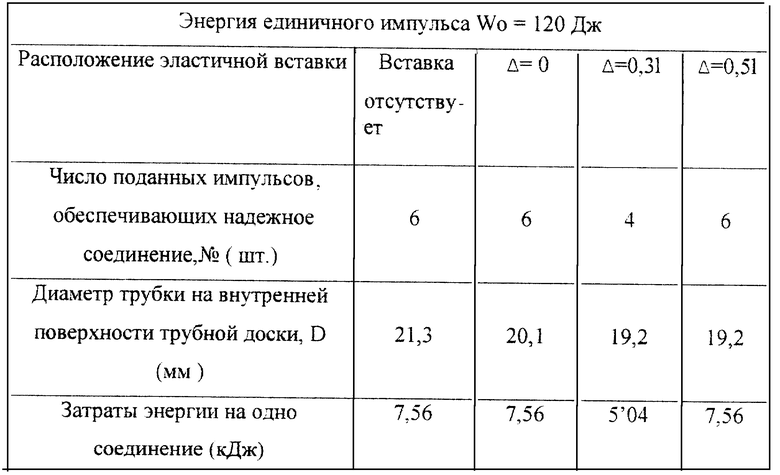
Труба 5 заполняется водой через отверстие 8 в упругой вставке 7. На стержневой высоковольтный электрод 1 подается импульс высокого напряжения, достаточный для пробоя межэлектродного промежутка(~ 30кВ), электрический разряд на одну из упругих проволочек заземленного электрода 3. В результате внутри вальцуемой трубы 5 создается давление, которое, деформируя трубу 5, развальцовывает ее в трубной доске 6. Это же давление воздействует на упругую вставку 7, которая гасит давление в зоне за нижней поверхностью трубной доски 6, препятствуя деформации трубы 5 в этой зоне. При необходимости подает еще несколько импульсов, повторяя процесс, что обеспечивает качество развальцовки, т. к. упругая вставка 7 останется на прежнем месте, удерживаясь на отогнутых концах заземленного электрода 3. После развальцовки трубы 5 в трубной доске 6 устройство свободно извлекается и готово к дальнейшему применению. В таблице представлены результаты влияния расположения эластичной вставки на изменение диаметра (D) вальцуемой трубки на внутренней границе трубной доски 6. В качестве вальцуемой трубы 5 использовалась латунная трубка марки Л070 - 1, имеющая внешний диаметр 19 мм, толщину стенки 1 мм. Трубная доска 6 выполнена из стали Ст 3, имела толщину 1=90 мм и диаметр отверстий 19,2 мм.
Расположение эластичной вставки оценивали как доля толщины трубной доски (1), перекрываемой эластичной вставкой (Δ).
Из представленных результатов следует, что при расположении упругой вставки 7 в положении Δ =0,31 достигается практически полная ликвидация раздачи трубы 5 на внутренней границе трубной доски 6 и затраты энергии при этом уменьшились до 30% по сравнению с устройством без использования упругой вставки 7.
Для развальцовки труб различных диаметров, толщин стенок и материалов, а также трубных досок других толщин оптимальная доля трубной доски, перекрываемая эластичной вставкой, выбирается экспериментально.
Изобретение относится к обработке металлов давлением и может быть использовано для электроимпульсной развальцовки труб в трубных досках теплообменников, а также для калибровки трубных заготовок и емкостей. Устройство состоит из стержневого высоковольтного электрода с твердым изоляционным покрытием из полиэтилена высокого давления и заземленного электрода в виде по меньшей мере одной упругой металлической проволочки. Нижний конец по меньшей мере одной упругой металлической проволочки загнут внутрь на 90o. Верхний конец закреплен в металлической оправке. В металлическую оправку одним концом вставлена прессуемая труба, пропущенная через трубную доску. Над загнутым концом проволочек заземленного электрода размещена упругая вставка из изоляционного материала. Верхняя часть упругой вставки расположена выше нижней торцевой поверхности трубной доски. В результате обеспечивается снижение энергоемкости и уменьшение раздачи труб на границе внутренней поверхности трубной доски. 1 ил., 1 табл.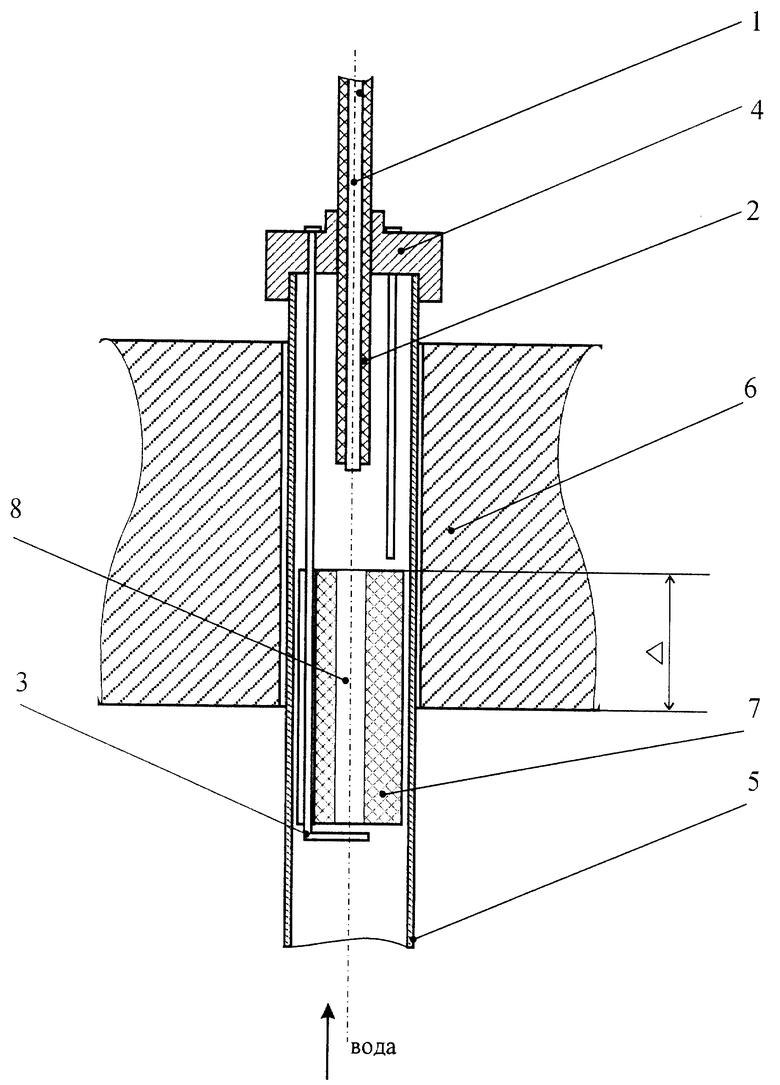
Устройство для электрогидравлической развальцовки труб, устанавливаемых в отверстии трубной доски, содержащее стержневой электрод, снабженный твердым изоляционным покрытием и установленный с возможностью продольного перемещения относительно заземленного электрода, выполненного в виде одной или нескольких упругих металлических проволочек, расположенных вдоль стержневого высоковольтного электрода, отличающееся тем, что конец одной или нескольких проволочек заземленного электрода загнут внутрь под углом 90o на одном уровне, а над загнутыми концами размещена упругая изоляционная вставка, имеющая в середине отверстие, причем верхняя часть вставки расположена выше торцевой поверхности трубной доски.
| RU 98122073 А, 20.09.2000 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ РАЗВАЛЬЦОВКИ ТРУБ РАДИАТОРОВ | 1976 |
|
SU566429A1 |
| ЭЛЕКТРОВЗРЫВНОЙ ПАТРОН ДЛЯ ЗАПРЕССОВКИ ТРУБ | 1981 |
|
SU1007264A1 |
| ПАТРОН ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ЗАПРЕССОВКИ ТРУБ | 1977 |
|
SU803229A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2447761C1 |
| СПОСОБ ДЛЯ ПОЛУПЕРМАНЕНТНОГО ВЫПРЯМЛЕНИЯ КУДРЯВЫХ, ВЬЮЩИХСЯ ИЛИ ВОЛНИСТЫХ ВОЛОС | 2011 |
|
RU2563126C2 |
| Мазуровский Б.Я | |||
| Электроимпульсная запрессовка труб в трубных решетках теплообменных аппаратов | |||
| - Киев, Наукова думка, 1980, с | |||
| Экономайзер | 0 |
|
SU94A1 |

