Изобретение относится к светотехническим изделиям, в частности к широко распространенным корпусам светильников с линейными, например, люминесцентными лампами, выполненным из листового металла методом штамповки или профилирования. Конструктивно их можно разделить на два вида:
- полносборные, изготовляемые из отдельных элементов (частей), соединенных вместе с помощью, резьбовых, заклепочных, сварных и других известных соединений;
- цельноштампованные,
Примером корпусов первого вида могут служить корпуса светильников серий ЛСП02, ЛПО46, серийно выпускаемых Ардатовским светотехническим заводом (Каталог изделий ОАО "Ардатовский светотехнический завод", г. Саранск, типография "Красный Октябрь", 1998 т.).
Недостатками конструкции таких изделий является их многоэлементность и, как следствие, высокая технологическая трудоемкость, вызванная необходимостью изготовления нескольких деталей (обечаек, торцевин, мостиков) и последующей их сборкой в единое целое, большая стоимость технологической подготовки производства: сборная конструкция, в ряде случаев, не отвечает конструктивным, эксплуатационным требованиям к изделию и уровню дизайна.
По аналогичному принципу сконструированы корпуса светильников фирмы THORN ("Каталог современных светильников широкого назначения внутреннего и наружного освещения", раздел 6, Finland), корпуса светильников фирмы SIEMENS ("J.Katalog"), 1992 г., с. 10/88; 10/69) и др.
Светильники имеют корпуса П-образной формы, выполненные на всю длину изделия, с торцов корпуса закрываются отдельно изготовленными торцевинами, крышками, снизу к корпусам крепятся мостики для крепления других элементов светильника, например ЭУИ, панелей и т.д. Для изготовления торцевин, крышек и мостиков в виде самостоятельных деталей требуются дополнительные материальные и трудовые затраты. Выступающие торцевины резко увеличивают видимые размеры светильников, что отражается на их дизайне в целом.
Стремление устранить отмеченные выше недостатки привело ряд светотехнических фирм к созданию конструкций светильников с цельноштампованными корпусами. Примером такой конструкции являются светильники серий ЛСП16-2х40 (г. Азов, УПП ВОС), ЛСП40-2х40 (г. Ардатов, ОАО "АСТЗ") и др. Корпуса светильников этих типов изготовляются двойной вытяжкой из листового металла заодно с торцевинами.
Конструкция характеризуется высокой жесткостью, корпус и торцевины выполнены как единое целое.
Однако изготовление корпусов по такому принципу требует сложной, высокоточной оснастки и дорогостоящего оборудования, предполагает вытяжку коробчатых деталей с широким фланцем по контуру, что возможно только при использовании специальных дорогостоящих сталей, предназначенных для глубокой и сложной вытяжки; наладка процесса вытяжки деталей с широким фланцем трудоемка, требует специалистов высокой квалификации. Все названное в целом повышает себестоимость готового изделия.
Наиболее близким к предлагаемому техническому решению являются светильники типа SYLFAST, выпускаемые фирмой SYLVANJA (Каталог "LAMPES ETAPPAREJLS Д'ECLAJRAGE"). Корпус светильника состоит из обечайки П-образной формы и двух торцевин. Корпус изготовлен из листовой стали методом штамповки и профилирования, торцевины изготовлены из термопластичной пластмассы методом литья под давлением. Торцевины устанавливаются с натягом на торцевые части обечайки, образуя замкнутую по периметру конструкцию. На торцевинах предусмотрены гнезда (отверстия) и площадки для установки ламподержателей, благодаря чему исключается потребность в дополнительных мостиках. Конструкция имеет перед другими известными решениями преимущества: сокращено количество сборных элементов светильника, что снижает технологические затраты на изготовление корпусов в целом и затраты на подготовку их производства.
Однако данная конструкция не устраняет отмеченные недостатки предшествующих конструкций корпусов, в том числе:
- конструкция состоит, как минимум, из трех частей - обечайки и двух торцевин, сборка их в единое целое увеличивает трудоемкость;
- использование разнородных материалов - листовой стали для обечайки и пластмассы для торцевин, требует наличия различного технологического оборудования для их переработки, что повышает затраты на технологическую подготовку производства;
- применение пластмассовых торцевин увеличивает материалоемкость и технологическую себестоимость изделия;
- накладные торцевины увеличивают видимые габариты корпуса светильника и ухудшают его эстетическое восприятие.
Предлагаемая конструкция исключает отмеченные недостатки.
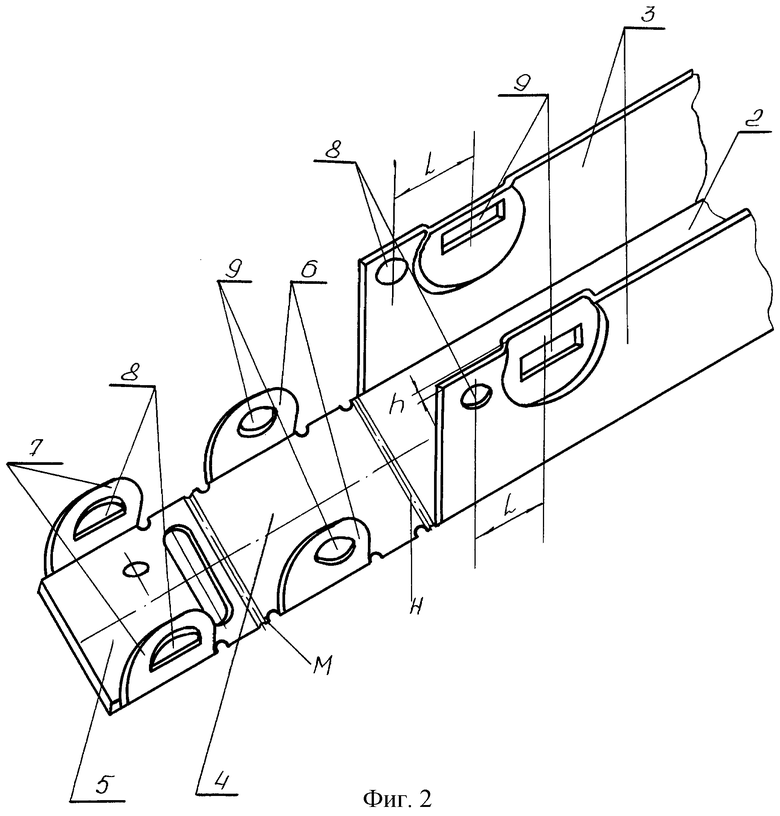
На фиг. 1 показан фрагмент корпуса в сборе (вид с торца). Он состоит из обечайки 1 П-образной формы, образованной одной горизонтальной 2 и двумя вертикальными полками 3 (фиг.2), двух торцевин 4 и двух мостиков 5, выполненных за одно целое с обечайкой.
Торцевины 4 своими боковыми полками 6 с натягом введены внутрь обечайки, а мостики 5, также с натягом, охватывают ее боковыми полками 7 снаружи; обечайка с обоих концов зажата между торцевинами и мостиками, места прилегания торцевин и мостиков к обечайке находятся на расстоянии L друг от друга, величина расстояния L принята из условия обеспечения упругой деформации стенки обечайки и гарантированного постоянного давления на нее со стороны торцевин и мостиков в противоположных направлениях. В обечайке, торцевинах и мостиках выполнены выступы 8 и отверстия 9. В процессе сборки выступы плотно входят в соответствующие им отверстия в сопрягаемых элементах корпуса и обеспечивают четкую их фиксацию друг относительно друга.
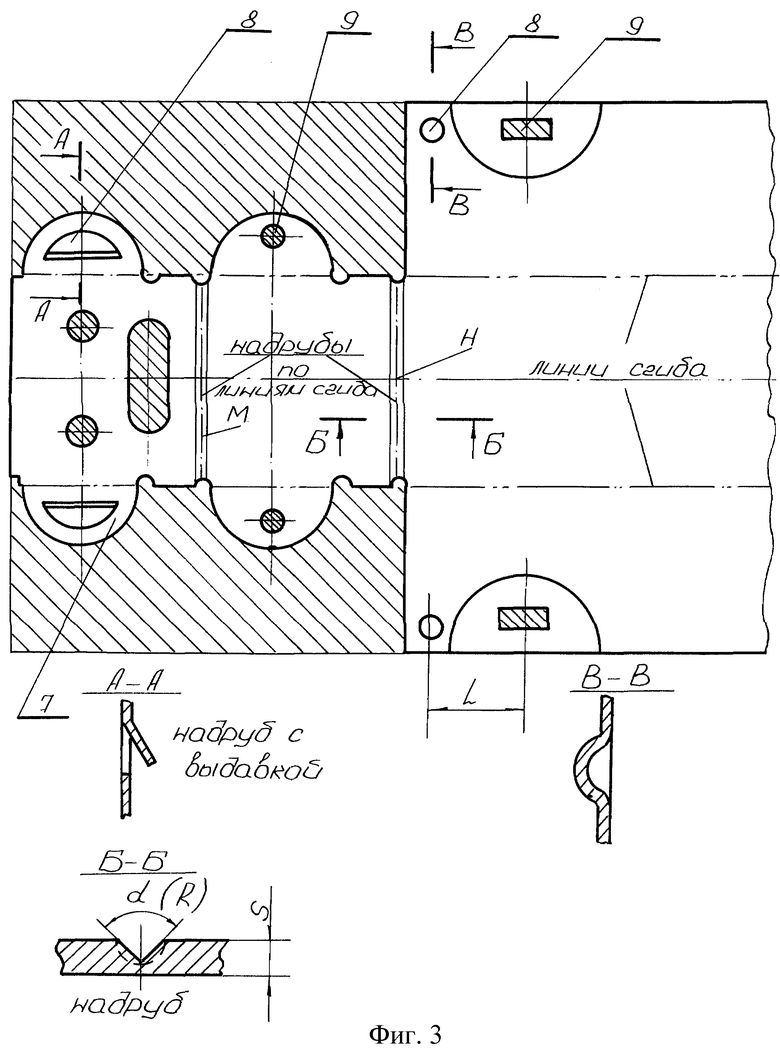
На фиг.3 представлен вариант развертки корпуса. Надрубы M, Н выполняются согласно RU 208978101, F 21 V7/12, 17/00 (автор В.В. Бармин).
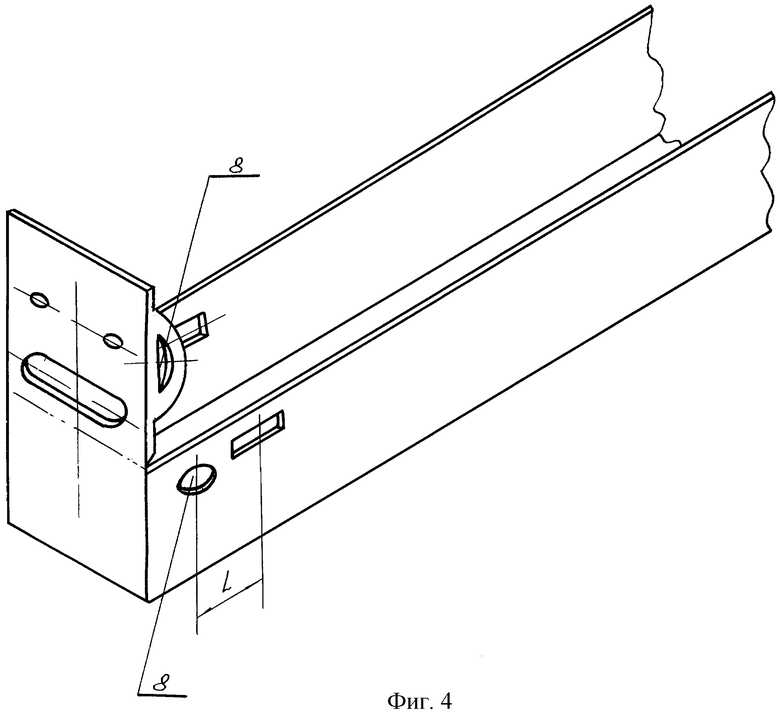
На фиг. 1, 2, 4 представлена последовательность сборки корпуса.
Изготовление корпуса светильника осуществляется следующим образом.
Из рулона или листа отрезается плоская заготовка, равная ширине обечайки корпуса в развертке. Затем из заготовки вырубаются все излишки металла, определяемые наложением на заготовку развертки готового корпуса (заштрихованная часть заготовки), формуются выступы и пробиваются соответствующие им при сборке отверстия, в местах будущих сгибов выштамповываются надрубы М, Н (фиг.3). Затем заготовка гнется для придания всем элементам корпуса коробчатой П-образной формы (фиг.2). Далее торцевины 4 разворачиваются в местах надрубов Н до соприкосновения с вертикальными полками 3 обечайки 1. За счет упругих свойств вертикальные полки 3 обечайки разводятся, а вертикальные полки 6 торцевин 4 вводятся в пространство между полками обечайки, выступы 8 полок 3 входят в отверстия 9 полок торцевин и фиксируют последние в этом положении. Затем мостики 5 разворачиваются вокруг надрубов М, охватывают вертикальные полки 3 обечайки своими полками 7 снаружи, при надавливании сверху вертикальные полки 3 обечайки деформируются в пределах упругой деформации, полки 7 мостиков своими выступами 8 входят в соответствующие пазы 9 вертикальных полок 3 обечайки и фиксируются в этом положении. Вертикальные полки обечайки оказываются защемленными между стенками полок торцевин с одной стороны, стенками полок мостиков с другой стороны.
Расположение полок торцевин и мостиков относительно вертикальных полок обечайки может меняться, не нарушая механизма упругого взаимодействия торцевин и мостиков на обечайку.
Для улучшения фиксации элементов корпуса и эстетического вида корпуса, в обечайке, в местах ее стыковки с мостиками и торцевинами, могут быть сделаны подформовки, по форме соответствующие форме охватывающих элементов на глубину не более двух толщин боковой стенки обечайки h≤2S.
В мостике предусмотрены отверстия для крепления электроустановочных изделий. Форма и размеры отверстий выбираются из конструктивных соображений. Длина мостика может меняться в пределах длины корпуса светильника и выполнять одновременно функцию крышки.
Весь процесс формовки корпуса может осуществляться как из отдельных заготовок, так и из рулона, ленты, например, методом профилирования.
Перечень использованных источников
1. Каталог изделий ОАО "Ардатовский светотехнический завод", г. Саранск, типография "Красный Октябрь", 1998 г.
2. Каталог фирмы ТНОRN ("Каталог современных светильников широкого назначения внутреннего и наружного освещения ", раздел 6, Finland).
3. Каталог фирмы SIEMENS ("Jnnen -beleuchtung Katalog"), 1992 г.).
4. Каталог фирмы SVLVANJA (Каталог "LAMPES ET APPAREJLS Д'ECLAJRAGE").
5. Патент RU 2089781 C1, GF 21 V 7/12, 17/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС СВЕТОВОГО ПРИБОРА | 1996 |
|
RU2089781C1 |
| КОРПУС СВЕТОВОГО ПРИБОРА | 1998 |
|
RU2137026C1 |
| Светильник с люминесцентными лампами | 1987 |
|
SU1511517A1 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 1997 |
|
RU2124671C1 |
| СВЕТОТЕХНИЧЕСКИЙ БОКС С РАЗРЯДНОЙ ЛАМПОЙ | 1994 |
|
RU2066809C1 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 2007 |
|
RU2352858C1 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 1997 |
|
RU2117213C1 |
| КОРПУС СВЕТОДИОДНОЙ ЛАМПЫ | 2014 |
|
RU2580825C1 |
| СВЕТОТЕХНИЧЕСКИЙ БЛОК С РЕГУЛИРУЕМЫМ СВЕТОРАСПРЕДЕЛЕНИЕМ | 2012 |
|
RU2502920C2 |
| СВЕТИЛЬНИК С РЕГУЛИРУЕМЫМ СВЕТОРАСПРЕДЕЛЕНИЕМ | 1994 |
|
RU2079043C1 |
Изобретение относится к светотехнике. Корпус светового прибора состоит из обечайки П-образной формы, двух торцевин и мостиков для крепления элементов светильника, отформованных из упругого материала, например стали. Отличительной особенностью корпуса является то, что все его элементы: обечайки, торцевины, мостики - выполнены из единого куска материала, которые скреплены за счет упругих сил при операции сборки. Техническим результатом является снижение материалоемкости и трудоемкости при изготовлении корпуса. 1 з. п.ф-лы, 4 ил.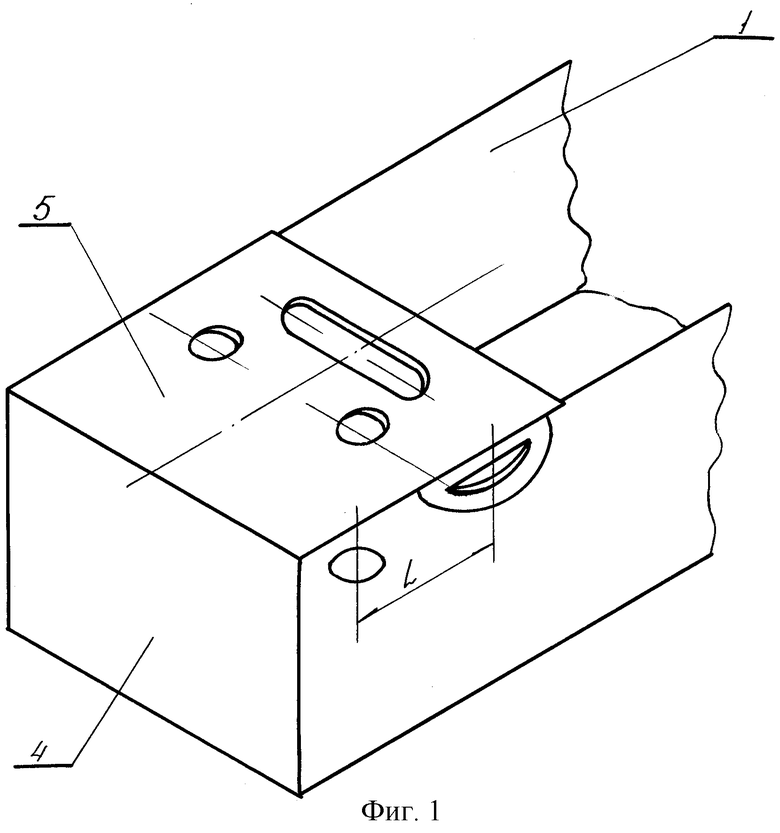
| Отражатель светильника | 1987 |
|
SU1597492A1 |
| КОРПУС СВЕТОВОГО ПРИБОРА | 1996 |
|
RU2089781C1 |
| FR 1590992 A, 29.05.1970 | |||
| US 5570947 А, 05.11.1996 | |||
| DE 3524251 А, 08.01.1987. | |||

