Предлагаемое изобретение относится к области светотехники и может быть использовано в производстве светодиодных источников света с мощными, сверхъяркими и блочными кристаллами.
Важной задачей при конструировании светодиодных ламп является создание оптимального температурного режима на «р-n» переходе излучающего кристалла. С увеличением мощности, выделяемой на кристалле, соответственно повышается выделяемой в нем тепловая энергия, растет температура, что ведет к повышению выделяемое в нем тепловой энергии, росту температуры и, как правило, снижению светового потока, сокращению полезного срока службы, изменению цветовой температуры излучения. Для обеспечения приемлемых, с экономической точки зрения, технико-экономических параметров светодиодных модулей, используются различные средства снижения и стабилизации теплового режима. Самым распространенным способом отвода тепловой энергии от «р-n»-перехода кристалла, является применение радиаторов различного конструктивно-технологического исполнения. Массовое распространение получили цельнолитые конструкции, в которых теплорассеивающий радиатор выполнен заодно с корпусом лампы. Для увеличения площади рассеяния тепла корпус снабжается ребрами, расположенными осесимметрично вокруг образующей стенки корпуса. Корпус одновременно исполняет роль связующего элемента между цоколем лампы, электротехническими компонентами лампы и светотехническим блоком.
Примером конструкции корпуса светодиодной лампы с единым, охватывающим группу светодиодов или светодиодный модуль «молочным» рассеивателем, являются корпуса светодиодных ламп типов: BFO-2S, ВХ1-21С, MO-2S, B30-2S, В30-2С и других, фирмы ТАУРЭЙ (1), типа Е27 10W(Bт) SAMSUNG. Арт.930-018 (2) и подобные им лампы фирмы General Lighting System (3) и Green Light (4). Корпусы указанных типов ламп выполнены из алюминиевого сплава методом литья под давлением. Центральная часть корпуса имеет форму цилиндра, вокруг центральной части соосно расположены теплорассеивающие ребра. Конструкция корпусов обеспечивает необходимый тепловой режим на активной зоне светодиодов, однако отличается высокими материалоемкостью и трудоемкостью в изготовлении.
Примером корпуса светодиодной лампы с дискретно установленными светодиодами и индивидуальными светооптическими системами являются корпуса светодиодных ламп типов: PAR-BrightLu-9W, Арт.930-030, BRIGLUX-9W, Арт.930-026 фирмы DIODIX (5), Е27 3W LG-30LED, Арт.930-010 (6) и Е27 9W(Bт) BRIGHTLUX. Арт.930-026 (7).
Корпус выполнен сборным и состоит из собственно корпуса и, закрывающего его снизу, основания для светодиодов. Оба составляющих элемента выполнены литыми из алюминиевого сплава. Корпус оснащен теплорассеивающими ребрами, расположенными осесимметрично относительно центральной оси лампы. Светодиоды располагаются на нижней части корпуса - основании и оснащены индивидуальными оптическими элементами. Такая конструкция корпуса обеспечивает хороший тепловой режим всем комплектующим элементам лампы. Однако такой конструкции присущи недостатки: большая масса и высокая трудоемкость в изготовлении.
Наиболее близкой к предлагаемой конструкции корпуса является конструкция корпуса лампы модели Е27 4W(Вт) PHILIPS-4W-DAT, Арт.930-044 (8) и модели MG-LED-A60-10W/3000K/850LM/220-240V/E27-1LL (9), ставшего практически «классикой» корпусов для светодиодных ламп данного назначения. Корпус выполнен методом литья под давлением из алюминиевого сплава с хорошими теплорассеивающими характеристиками. Он состоит из центральной обечайки цилиндрической формы, вокруг которой, соосно, осесимметрично располагаются теплорассеивающие ребра переменной высоты. В нижней части корпус обрамлен кольцевым фланцем, в который упираются своими торцевыми частями теплорассеивающие ребра. Верхняя часть корпуса (дно) служит для крепления цоколя, а нижняя для крепления рассеивателя. Внутри обечайки корпуса расположены электронная часть и светооптические элементы лампы. Конструкция отличается от предыдущих конструкций корпусов своей лаконичностью, но в ней также не удалось избежать недостатков, присущих всем аналогичным конструкциям корпусов: высокая материалоемкость и трудоемкость изготовления.
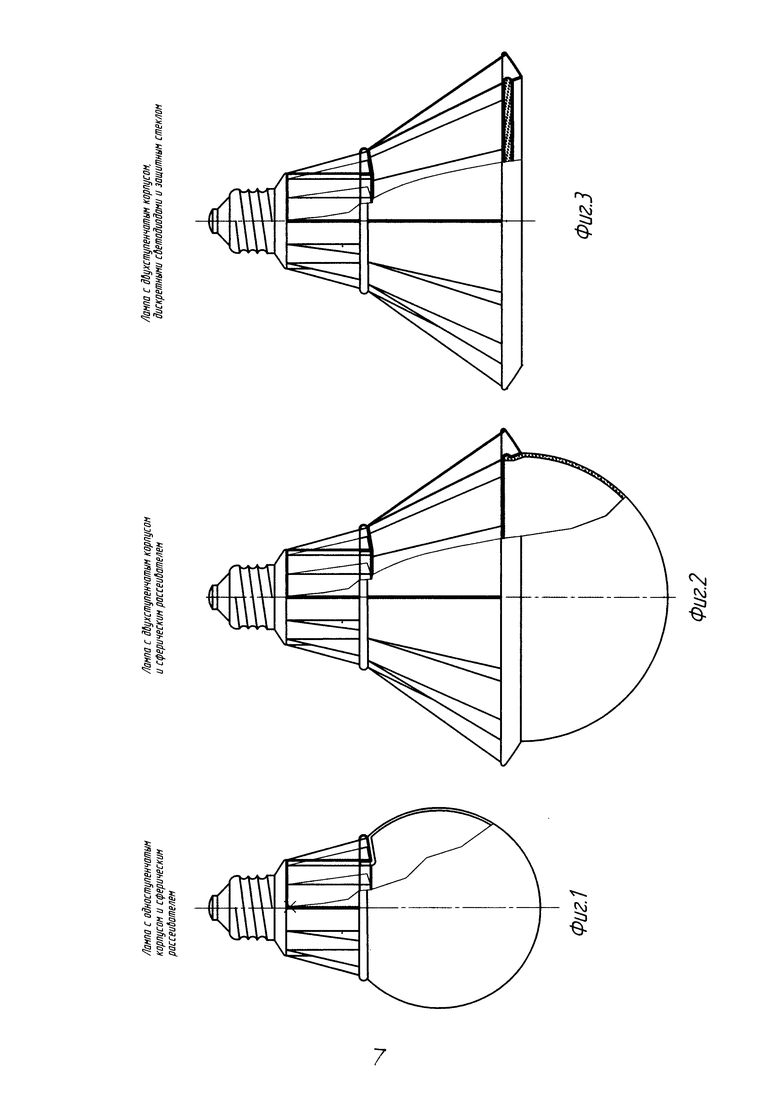
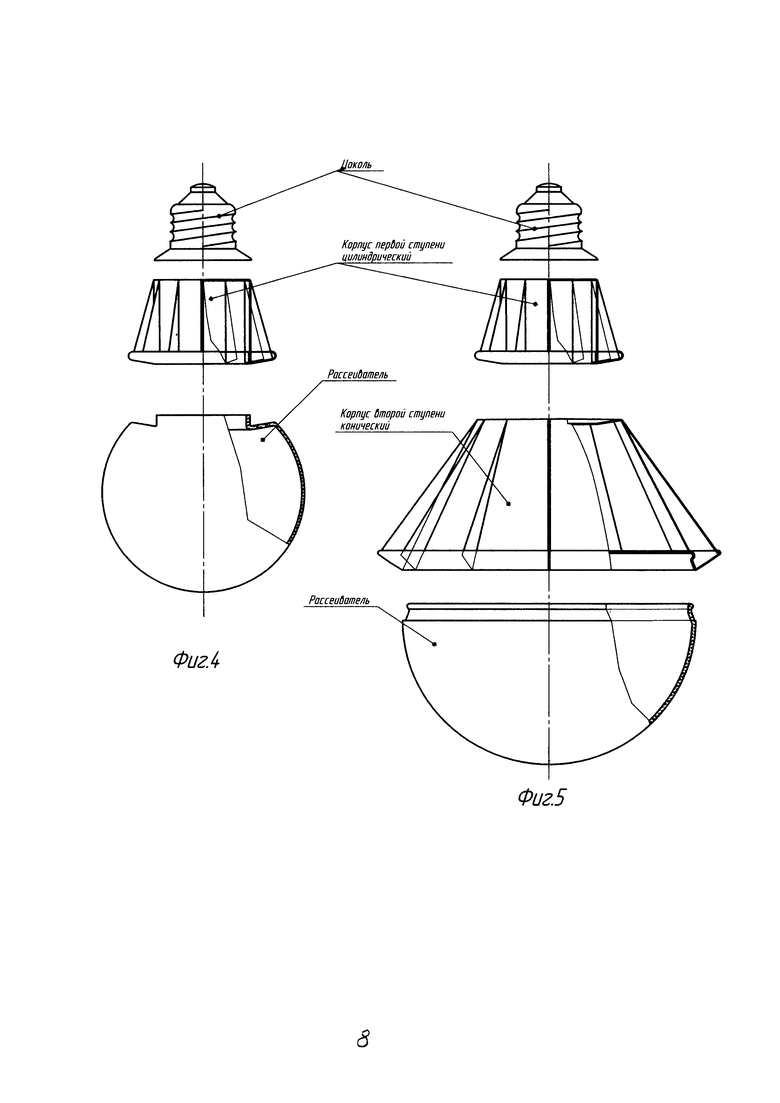
Предлагаемое техническое решение позволяет минимизировать указанные недостатки корпусов известных конструкторско-технологических решений. Эскизы внешнего вида светодиодных ламп с использованием корпусов предложенной конструкции, представлены на фиг. 1, 2, 3 (выполнены в произвольном масштабе). В зависимости от расчетных габаритных размеров и функционального назначения светодиодной лампы корпус может иметь однозвенное (моноблочное) фиг. 1 или двухзвенное (двухступенчатое) исполнение фиг. 2, 3. Кинематическая схема связи внешних элементов лампы с корпусом представлена на фиг. 4 для однозвенного исполнения и на фиг. 5 для двухзвенного исполнения корпуса.
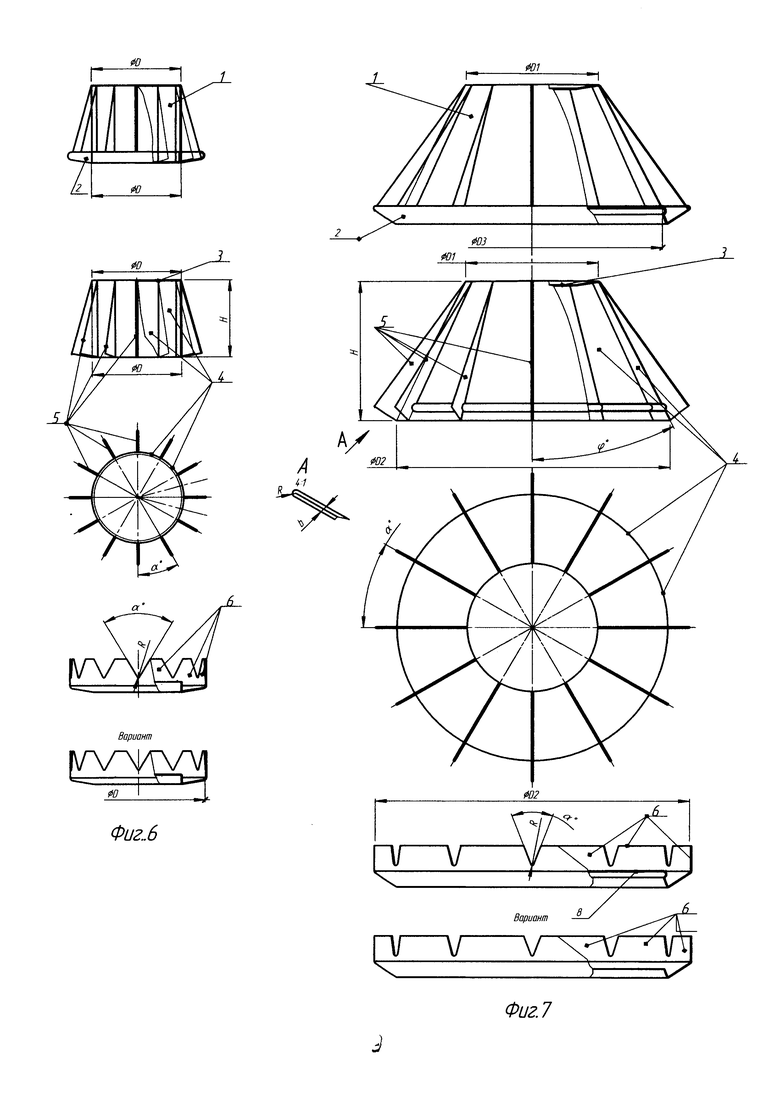
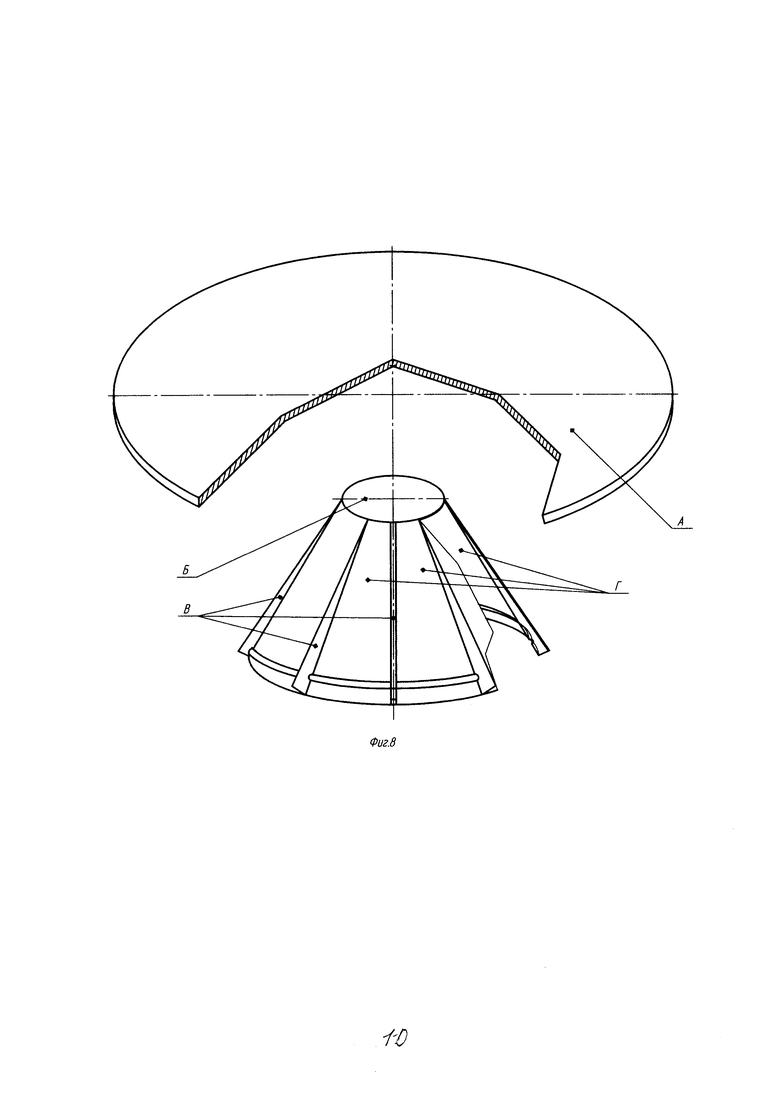
Корпус фиг. 6 и фиг. 7 состоит из пустотелой оболочки 1 и обжимного кольца 2, плотно охватывающего оболочку по всему периметру в сечении, перпендикулярном продольной оси лампы. Оболочка состоит из дна (основания) 3 и осесимметричной обечайки 4. С целью снижения материалоемкости и трудоемкости изготовления, улучшения теплового режима установленных в корпусе комплектующих изделий, дно 3 и обечайка 4 выполнены за одно целое из тонкостенного листового материала с высокой теплопроводностью. Заготовка А и технологическая схема формовки оболочки представлены на фиг. 8. Обечайка отформована путем продольно-поперечной гибки; излишки металла, образующиеся в процессе формовки обечайки, сложены вдвое и перетянуты в ребра 5 фиг. 6, 7, 8 переменной высоты толщиной b, равной удвоенной толщине исходной заготовки. Ребра расположены радиально, осесимметрично по цилиндрическому фиг. 6 или конусообразному контуру фиг. 7, 8. Образующие стенок обечайки и ребер имеют прямолинейную форму, при этом высота ребер, в любом сечении, определяется из соотношения:
h=π*H*(1/Cosφ-tgφ)/N, где h - высота ребра обечайки в сечении ее плоскостью, перпендикулярной продольной оси симметрии корпуса; H - расстояние от дна (основания) корпуса до плоскости сечения или полная высота обечайки для максимального значения высоты ребра; N - число сдвоенных ребер обечайки; φ - угол между образующей обечайки и продольной осью ее симметрии.
Ребра обеспечивают эффективный отвод тепла от оболочки и размещенных внутри нее узлов лампы. Для крупногабаритных ламп корпус изготовлен двухъзвенным (двухступенчатым) - из двух частей, при этом обе части имеют одинаковое указанное конструктивно-технологическое решение, а их размеры, форма и взаимное расположение определяются требованиями, исходя из конкретного конструктивного исполнения изделия.
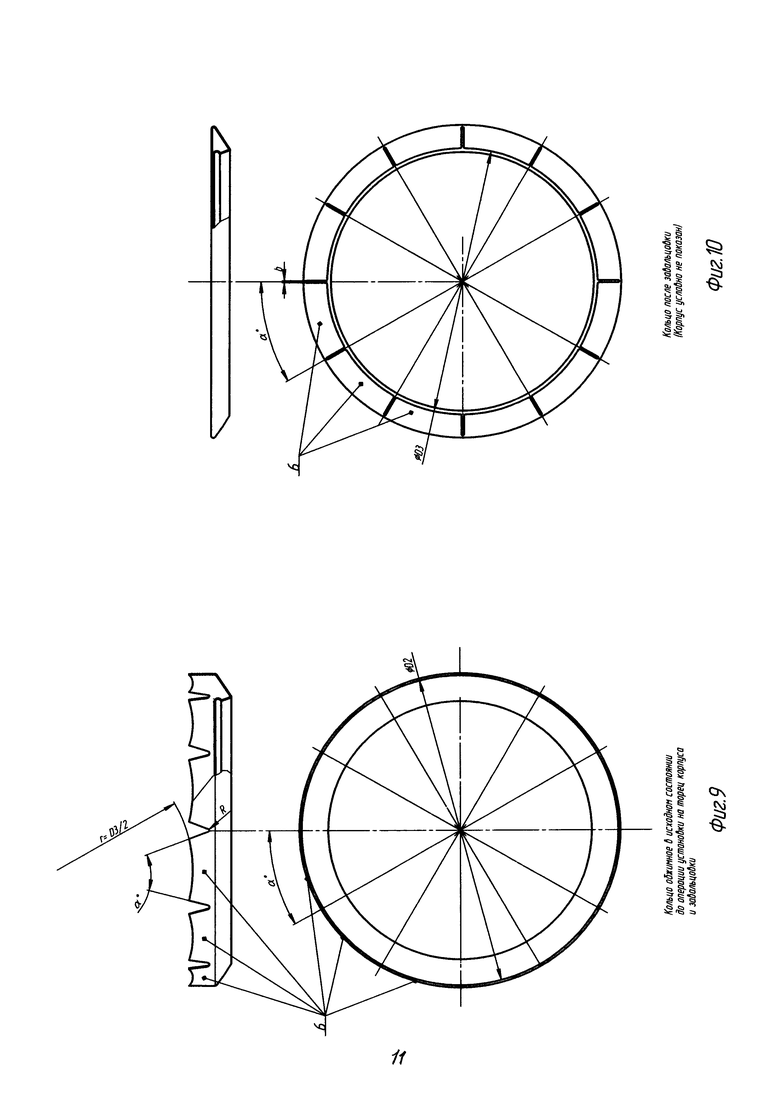
На обечайку 4, с открытой стороны оболочки 1, установлено обжимное кольцо 2 фиг. 6, 7, 9, 10, плотно охватывающее обечайку 1 по всему наружному контуру в сечении, перпендикулярном продольной оси корпуса (базовый размер D3 фиг. 7). Обжимное кольцо фиг. 9, до операции обжимки (завальцовки), имеет цилиндрическую полку с перфорацией в верхней части (базовый размер D и D2 фиг. 6, 7). Перфорация (высечка) разделяет цилиндрическую полку на N лепестков (кляммеров). Высечка имеет угловую форму, угол α между сторонами определяется соотношением α=360°/N; радиус R в корне угла (при вершине), подобен радиусу гибки ребер R фиг. 7, 9.
Расстояние между кромками соседних полок лепестков, в обжатом (завальцованном) состоянии, соответствует толщине ребра, то есть удвоенной толщине материала исходной заготовки А фиг. 8.
В завальцованном состоянии полки лепестков отогнуты на 90° от исходного состояния, при этом они своим внутренним контуром, плотно охватывают обечайку по прилегающему внешнему контуру обечайки, включая ребра. Одновременно обечайка поджимается и плотно охватывает защитное стекло или рассеиватель (при их наличии в конструкции).
Источники информации
1. Лампы светодиодные типов: BFO-25, ВХ1-21С, МО-25. Каталог фирмы ТАУРЕЙ.
2. Е27 10W SAMSUNG Арт.930-018. Каталог фирмы.
3. Каталог фирмы General LightingSistem.
4. Лампа светодиодная фирмы Green Lights. Каталог фирмы.
5. Лампы светодиодные типов: PAR - BrightLux-9W, Арт.930-030, BRIGLUX-9W, Арт.930-026. Каталог фирмы DIODIX.
6. Е27 3W LG-30LED, Арт.930-010.
7. Е27 9W SAMSUNG. Арт.930-026. Каталог фирмы.
8. Е27 4W PHILIPS-4W-DAT, Арт.930-044 Каталог фирмы.
9. VG-LED-A60-10W/3000K/850LM/220-240/E27-1LL. Каталог фирмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕТОТЕХНИЧЕСКИЙ МОДУЛЬ СО СВЕТОДИОДАМИ (СИД) | 2013 |
|
RU2547460C9 |
| СВЕТОТЕХНИЧЕСКИЙ БОКС С РАЗРЯДНОЙ ЛАМПОЙ | 1994 |
|
RU2066809C1 |
| КОРПУС СВЕТОВОГО ПРИБОРА | 2001 |
|
RU2192582C1 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 1997 |
|
RU2117213C1 |
| СВЕТОТЕХНИЧЕСКИЙ БЛОК С РЕГУЛИРУЕМЫМ СВЕТОРАСПРЕДЕЛЕНИЕМ | 2012 |
|
RU2502920C2 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 1997 |
|
RU2124671C1 |
| Рециркулятор бактерицидный для обеззараживания воздуха | 2021 |
|
RU2766301C1 |
| КОРПУС СВЕТОВОГО ПРИБОРА | 1996 |
|
RU2089781C1 |
| СВЕТИЛЬНИК С РЕГУЛИРУЕМЫМ СВЕТОРАСПРЕДЕЛЕНИЕМ | 1994 |
|
RU2079043C1 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 2007 |
|
RU2352858C1 |
Изобретение относится к области светотехники и может быть использовано в производстве ламп и световых приборов с мощными, сверхъяркими и блочными светодиодными кристаллами. Техническим результатом является снижение и стабилизация теплового режима, повышение эффективности светового потока и увеличение срока службы. Корпус светодиодной лампы выполнен в виде оболочки, состоящей из дна (основания), осесимметричной обечайки и зажимного кольца. В качестве исходного применен тонколистовой прокат из материала с высокой теплопроводностью. Обечайка корпуса отформована путем продольно-поперечной гибки плоской в исходном состоянии заготовки; излишки металла в процессе формовки сложены вдвое и перетянуты в ребра переменной высоты, расположенные радиально по цилиндрическому или конусообразному контуру, при этом образующие боковых стенок обечайки и ребер имеют прямолинейную форму, а высота ребер в любом сечении определяется из соотношения: h=π*H*(1/Cosφ-tgφ)/N, где h - высота ребра обечайки в сечении ее плоскостью, перпендикулярной продольной оси; H - расстояние от дна (основания) корпуса до плоскости сечения; N - число сдвоенных ребер обечайки; φ - угол между образующей обечайки и продольной осью ее симметрии. Корпус снабжен обжимным кольцом, которое своими лепестками, с расчетными формой и размерами, охватывает и плотно обжимает обечайку и ребра по всему контуру в поперечном сечении обечайки и прижимают ее боковую стенку к торцу установленного внутрь защитного стекла или рассеивателя, в зависимости от конструкции лампы. 1 з.п. ф-лы, 10 ил.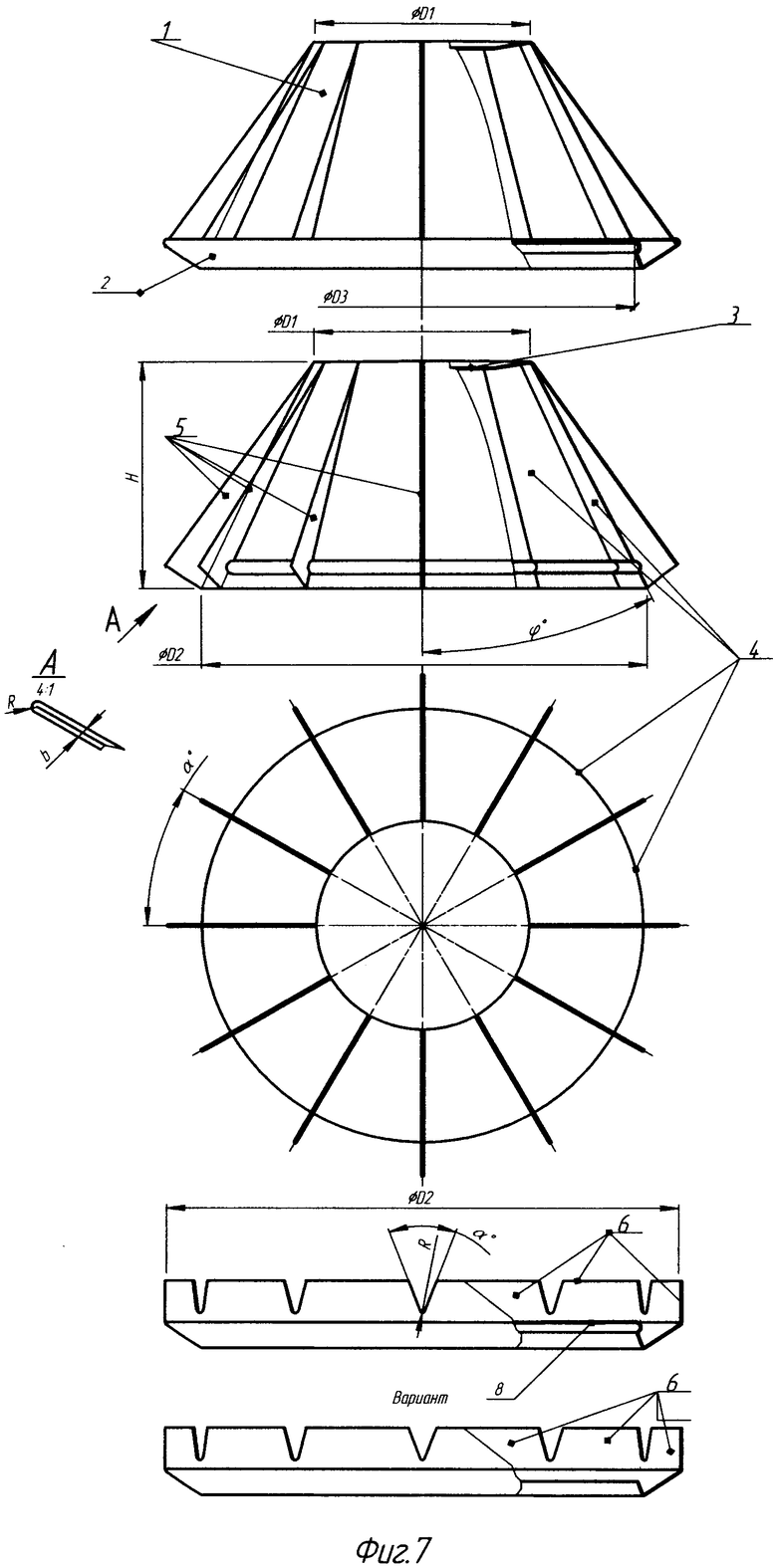
1. Корпус светодиодной лампы, служащий для крепления цоколя и размещения электротехнических и светотехнических узлов светодиодного модуля, выполненный в виде оболочки, состоящей из дна (основания), осесимметричной обечайки и обжимного кольца, отличающийся тем, что корпус выполнен из листового материала путем продольно-поперечной гибки плоской, в исходном состоянии, заготовки; излишки металла в процессе формовки сложены вдвое и перетянуты в ребра переменной высоты, расположенные радиально по цилиндрическому или конусообразному контуру, при этом образующие стенок обечайки и ребер имеют прямолинейную форму, а высота ребер в любом сечении определяется из соотношения
 ,
,
где h - высота ребра обечайки в сечении ее плоскостью, перпендикулярной оси симметрии корпуса;
Н - расстояние от дна (основания) корпуса до плоскости сечения;
N - число сдвоенных ребер обечайки;
φ - угол между образующей обечайки и продольной осью ее симметрии.
2. Корпус светодиодной лампы по п. 1, отличающийся тем, что он снабжен обжимным кольцом, в которое вставлена нижняя часть обечайки и обжата по всему контуру лепестками обжимного кольца, лепестки кольца имеют форму и размеры, повторяющие, в обжатом состоянии, контур обечайки с ребрами по линии их прилегания друг к другу, расстояние между смежными (соседними) кромками лепестков в обжатом состоянии соответствуют толщине ребра, то есть удвоенной толщине исходного материала заготовки, при этом лепестки плотно охватывают по всему контуру наружную стенку обечайки и прижимают ее внутренней стороной к кромке защитного стекла или рассеивателя (при их наличии), ребра плотно охвачены боковыми стенками соседних лепестков.
| CN 202252963 U, 30.05.2012 | |||
| ЭЛЕКТРИЧЕСКАЯ ОТВОДКА ДЛЯ ПРИВОДНЫХ РЕМНЕЙ | 1930 |
|
SU19873A1 |
| Машина для мойки и шпарки консервных банок | 1951 |
|
SU93929A1 |
| Гидравлическая система подачи и поворота заготовки к станам холодной прокатки труб роликового и валкового типа | 1959 |
|
SU128432A1 |
| CN 202082885 U, 21.12.2011 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КАЛИБРОВАННЫХ ПО УСИЛИЮ ДИНАМОМЕТРИЧЕСКИХ КЛЮЧЕЙ | 1992 |
|
RU2105659C1 |
| US 2007230188 A1, 04.10.2007. | |||

