Изобретение относится к устройствам для охлаждения и смазки зоны резания при обработке металлов резанием.
Наиболее близким к заявленному изобретению является сопловой насадок для подачи смазочно-охлаждающей жидкости (СОЖ), в корпусе которого размещены два электрода: центральный и кольцевой, выполненные из одного материала и подключенные к источнику тока [1]. Однако при его использовании эффективность действия СОЖ недостаточно высокая.
Технический результат - повышение эффективности действия СОЖ путем комплексного воздействия на нее постоянного электрического тока и омагничивания.
Указанный технический результат достигается тем, что в сопловом насадке, выполненном в виде цилиндрического корпуса с размещенными в нем центральным и кольцевым электродами из одного материала и подключенными к источнику тока, установлена система постоянных магнитов, причем внутренний диаметр каждого последующего магнита dn+1 определяют по формуле
dn+1=(0,8-0,85)dn,
где dn - внутренний диаметр предыдущего магнита, а электроды выполнены в виде тел вращения, площади поперечных сечений которых в рабочей зоне параллельными плоскостями монотонно изменяются.
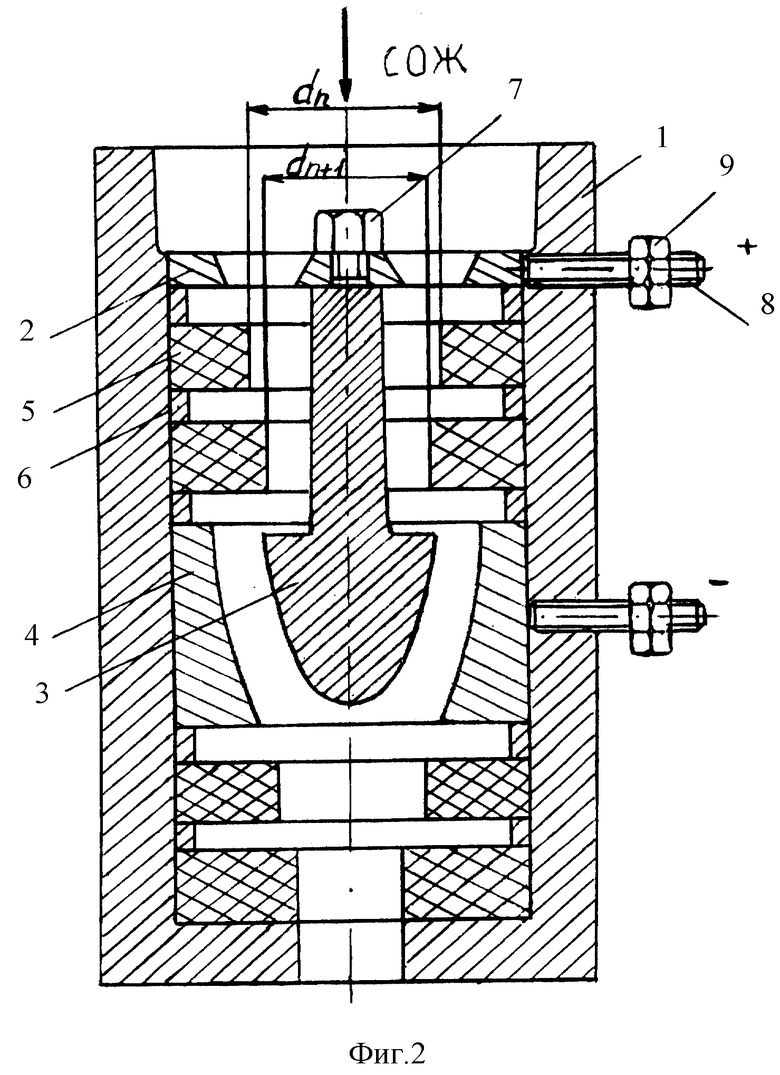
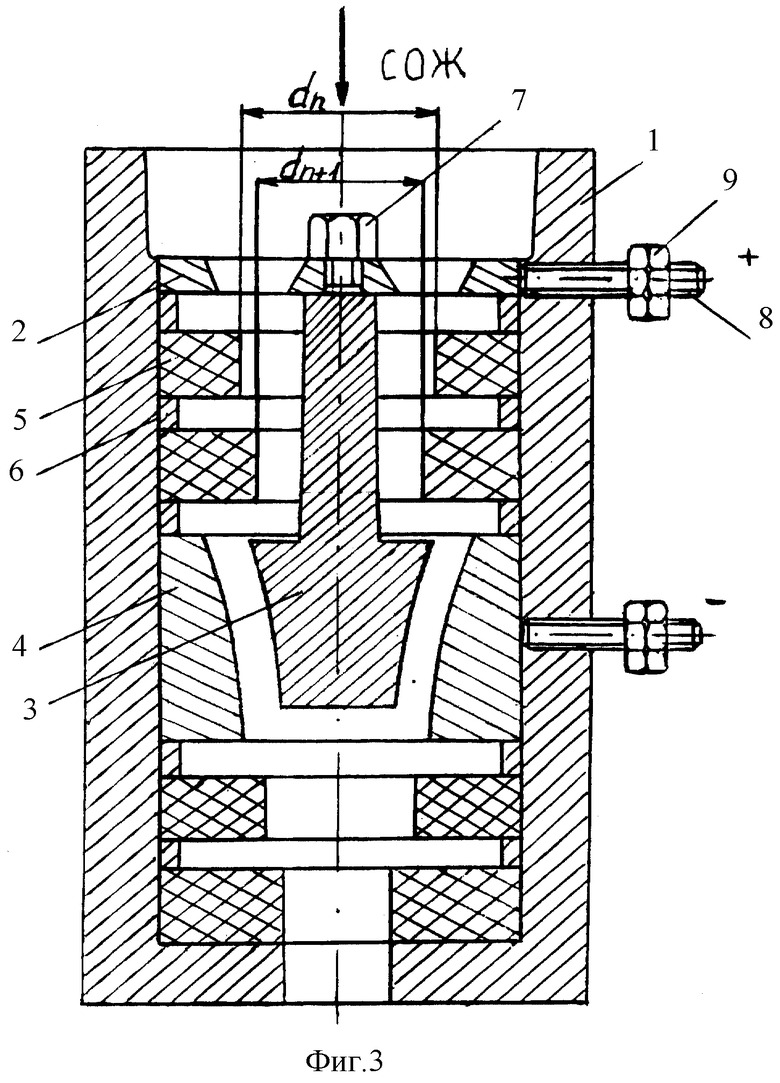
На фиг. 1-3 изображен предлагаемый насадок.
Сопловой насадок, состоящий из корпуса 1, изготовленного из диэлектрического материала, кольцевого 4 и центрального 3 электродов, дополнительно снабжен системой постоянных магнитов 5, диафрагмой 2 с тремя отверстиями, диэлектрической шайбой 6, установленных в корпусе. К диафрагме с помощью гайки 7 прикреплен центральный электрод 3. Электроды 3 и 4 через клеммные винты 8 с помощью гаек 9 подсоединены к источнику тока. Центральный электрод подсоединен к положительному, а кольцевой к отрицательному полюсу источника постоянного тока, при этом электроды выполнены в виде тел вращения, площади поперечных сечений которых в рабочей зоне параллельными плоскостями монотонно изменяются.
Монотонное изменение площади поперечных сечений электродов в рабочей зоне параллельными плоскостями состоит в однообразном изменении (изменении в одном направлении), т. е. постепенном изменении, согласно уравнениям, описывающим поверхности первого и второго порядков [2]. Поверхности первого и второго порядков являются рабочими поверхностями электродов. Площади поперечных сечений электродов в рабочей зоне параллельными плоскостями изменяются в одном направлении (однообразно): либо уменьшаются, либо увеличиваются в зависимости от вида электрода (центральный - уменьшается по ходу движения СОЖ, кольцевой - увеличивается).
На фиг.1 электроды выполнены в виде усеченного конуса (центральный электрод) и перевернутого полого усеченного конуса (кольцевой электрод). Поверхности усеченного конуса (центральный электрод) и перевернутого полого усеченного конуса (кольцевой электрод) являются поверхностями первого порядка [2].
На фиг. 2 и 3 электроды в рабочей зоне выполнены в форме эллиптического параболоида и усеченного однополостного гиперболоида. Эллиптический параболоид и усеченный однополостной гиперболоид - поверхности второго порядка.
Испытываемая жидкость из системы станка поступает в полость устройства и проходит сквозь отверстия диафрагмы 2. Затем жидкость омагничивается магнитами 5 и проходит в зазоре между электродами 3 и 4, где она подвергается воздействию электрического тока, снова омагничивается и через отверстие поливом поступает в виде свободно-падающей струи в зону резания.
Совместное действие электрического тока и омагничивания в значительной степени изменяет свойства жидкости [3-8]. За счет анодного растворения одного из электродов происходит насыщение раствора ионами металла, являющегося анодом. Электроды из одного материала используются для улучшения управления ходом электрохимических реакций, а также для исключения негативного влияния коррозионных процессов, возникающих при использовании электродов из различных материалов, и уменьшения числа испытаний СОЖ (уменьшается количество факторов исследуемого процесса).
В результате сложных ионных изменений, рекомбинации и диссоциации ионов в СОЖ появляются продукты Н, H2, ОН, ООН, которые разнообразными путями реагируя друг с другом, могут образовывать молекулы Н2О2, Н+, O2, Н2. Количество ионов Н+ ОН- возрастает. Снижается критическая концентрация мицеллообразования. Возрастает скорость перемещения ионов и молекул, и усиливается процесс поглощения и диффузии компонентов воздушной среды. За счет последовательного уменьшения внутреннего диаметра магнитов и изменения площади (характера) поверхности электродов увеличивается скорость прохождения СОЖ (изменяются коэффициенты местных гидравлических сопротивлений в зазоре между электродами) и увеличивается площадь соприкосновения (контакта) СОЖ и отдельных магнитов. Происходит постепенное ориентирование молекул СОЖ и повышение дипольного момента Р, протекают структурные изменения, которые описывает эффект Зеемана [9].
Таким образом повышается активность СОЖ. Все это способствует улучшению смазочного, проникающего и моющего действия СОЖ, а также стабилизирует ее свойства, в результате чего стойкость инструмента повышается и улучшается качество обработанной поверхности.
Источники информации
1. Авторское свидетельство СССР 449799, кл. В 23 q 11/10, 1975.
2. Выгодский М.Я. Справочник по высшей математике. М.: Наука, 1972,-872 с.
3. Худобин Л. В., Бердичевский Е.Г. Техника применения смазочно-охлаждающих средств в металлообработке. - М.: Машиностроение, 1977,-189 с.
4. Худобин Л. В. , Жданов В.Ф. О возможности активации СОЖ импульсными электрическими полями// Физико-механическая механика процессов трения. - Иванова: Изд-во Ивановского ун-та, 1977. С.60-62.
5. Худобин Л.В., Котельникова В.И., Лукc Р.К. О возможности влияния физико-химической активации на свойства СОЖ / ред. журн. "Физико-хим. матер." АН УССР-Львов, 1980. 15 с. Деп. В ВИНИТИ 16.10.80, 4439-80.
6. Латышев В.Н. Повышение эффективности СОЖ. - М.: Машиностроение, 1985, -4с.
7. Бердичевский Е.Г. Интенсификация обработки резанием термомеханическими способами и активация технологических средств. - М.: НИИмаш, 1982,-253 с.
8. Бердичевский Е.Г. Интенсификация обработки резанием термомеханическими способами и активация технологических средств. - М.: Машиностроение, 1984,-224 с.
9. Хабердитцел В. Строение материи и химическая связь. М.: Мир, 1974,-231 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ИЗ СОЖ НЕМАГНИТНОГО ШЛИФОВАЛЬНОГО ШЛАМА | 1996 |
|
RU2142429C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2000 |
|
RU2186094C2 |
| ПОЛЯРИЗОВАННЫЙ ЭЛЕКТРОМАГНИТНЫЙ МЕХАНИЗМ БРОНЕВОГО ТИПА | 2002 |
|
RU2215162C1 |
| ШАРОШЕЧНОЕ ДОЛОТО | 2000 |
|
RU2184831C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| СПОСОБ УДАЛЕНИЯ ИЗ СОЖ НЕМАГНИТНОГО ШЛИФОВАЛЬНОГО ШЛАМА | 1996 |
|
RU2150328C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| МАГНИТНЫЙ СЕПАРАТОР | 1996 |
|
RU2144431C1 |
| ШАРОШЕЧНОЕ ДОЛОТО | 2001 |
|
RU2208122C2 |
| БАК-ОТСТОЙНИК ДЛЯ ОЧИСТКИ СОЖ | 1993 |
|
RU2077366C1 |
Изобретение относится к устройствам для охлаждения и смазки зоны резания при обработке металлов резанием. Сопловой насадок состоит из цилиндрического корпуса, изготовленного из диэлектрического материала. В нем размещены центральный и кольцевой электроды из одного материала, которые подключены к источнику тока. В корпусе насадка установлена система постоянных магнитов, причем внутренний диаметр каждого последующего магнита dn+1 определяют как dn+1= (0,8-0,85)dn, где dn - диаметр предыдущего магнита. Электроды выполнены в виде тел вращения, площади поперечных сечений которых в рабочей зоне параллельными плоскостями монотонно изменяются. Использование такой конструкции позволяет повысить эффективность действия смазочно-охлаждающей жидкости путем воздействия на нее постоянного электрического тока и омагничивания. 3 ил.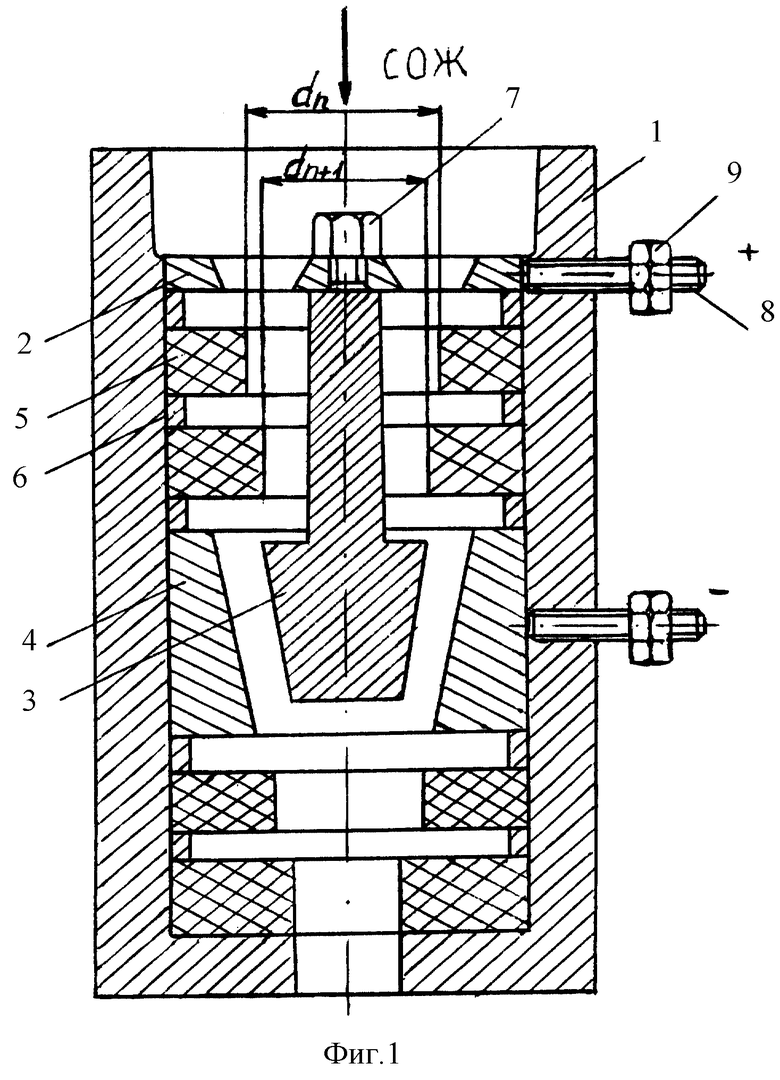
Сопловой насадок для подачи смазочно-охлаждающей жидкости, выполненный в виде цилиндрического корпуса с размещенными в нем центральным и кольцевым электродами из одного материала, подключенными к источнику тока, отличающийся тем, что он снабжен системой постоянных магнитов, установленных в корпусе, при этом электроды выполнены в виде тел вращения, площади поперечных сечений которых в рабочей зоне параллельными плоскостями монотонно изменяются, а внутренний диаметр каждого последующего магнита dn+1 определяют по формуле
dn+1= (0,8-0,85)dn,
где dn - внутренний диаметр предыдущего магнита.
| Сопловой насадок | 1972 |
|
SU449799A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU874322A2 |
| Сопло | 1979 |
|
SU846252A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1465285A2 |
| Устройство для загрузки прутков в зону обработки | 1985 |
|
SU1368077A1 |

