(54) СОПЛО
| название | год | авторы | номер документа |
|---|---|---|---|
| Сопло | 1980 |
|
SU929422A2 |
| Сопло для подачи смазочно-охлаждающей жидкости | 1981 |
|
SU956260A1 |
| Сопло для подачи смазочно-охлаждающей жидкости | 1982 |
|
SU1038210A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU874321A2 |
| Сопло для подачи смазочно-охлаждающей жидкости | 1981 |
|
SU986762A1 |
| Устройство для поэтапной подачи смазочно-охлаждающих жидкостей | 1979 |
|
SU865641A1 |
| Устройство для подачи смазочно- охлаждающих жидкостей | 1979 |
|
SU772834A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU874322A2 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| Система подачи смазочно-охлаждающей жидкости | 1979 |
|
SU889408A1 |
I
Изобретение относится к машиностроению, а именно к холодной обработке металлов резанием, и может быть применено на всех машиностроительных предприятиях, использующих смазочно-охлаждаюш.ие жидкости (сож) при абразивно-алмазной обработке (круглое, наружное, плоское, резьбо- и зубошлифование и другие).
Известно сопло для подачи СОЖ, содержашее корпус и цилиндрическую вставку и электромагнитную катушку. Через это сопло жидкость подается непрерывно 1 .
Однако данное сопло не предотвраш,ает возможности попадания ферромагнитных частиц, пропущенных очистным устройством вместо с СОЖ в зону обработки, что приводит к снижению технологической эффективности СОЖ 1.
Цель изобретения - повышение технологической эффективности СОЖ.
Указанная цель достигается тем, что в предлагаемом устройстве электромагнитная катушка снабжена полюсными наконечниками и внешним магнитопроводом, а вставка оснашена концентрично расположенным внутри нее внутренним магнитопроводом.
Цикл шлифования включает время обработки и время, необходимое для смены детали, отвода и подвода круга. Поэтому предлагается в момент подвода круга включать электромагнитную катушку в цепь питания, что обеспечивает улавливание и удержание ферромагнитных частиц полюсным наконечником, а в момент отвода круга выключать катушку из сети питания, что обеспечит удаление налипших частиц и очистку сопла.
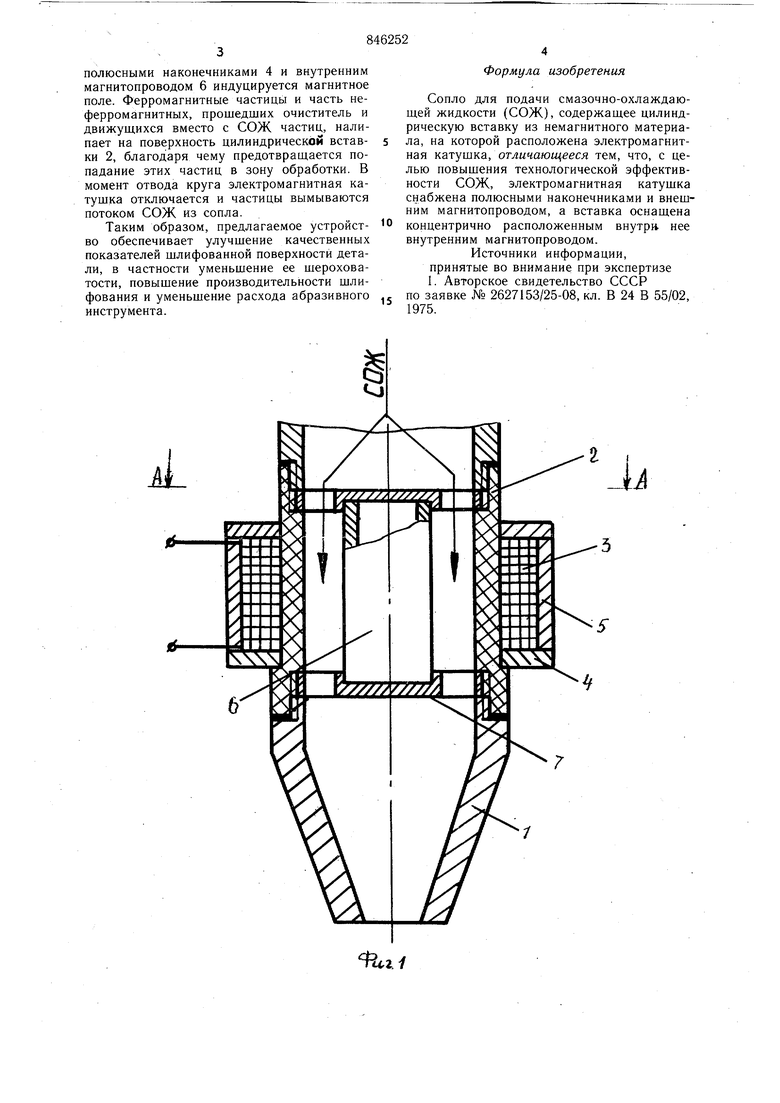
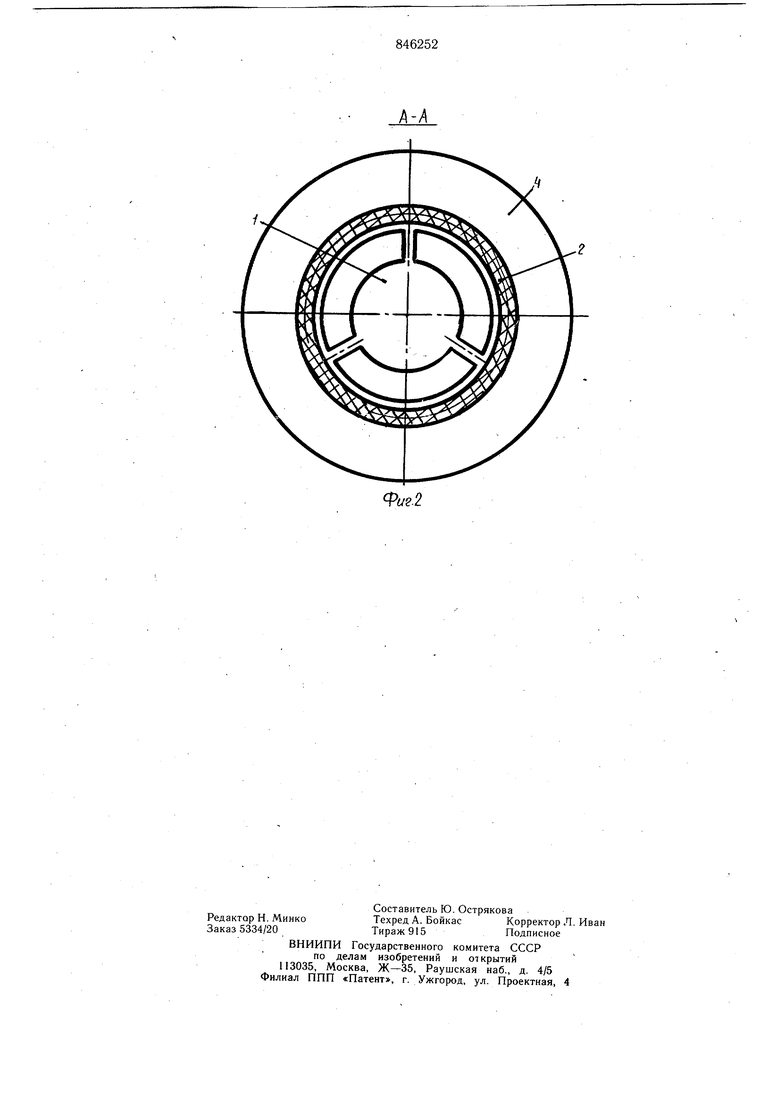
f. На фиг. 1 изображено устройство, общий вид, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из корпуса 1 и цилиндрической вставки 2, изготовленной из немагнитного материала, на которой расположена электромагнитная катушка 3 с полюсными наконечниками 4 и внешним магнитопроводом 5. Внутри цилиндрической вставки концентрично расположен внутренний магнитопровод 6, зажатый между упорными кольцами 7, выполненными с ребра20 ми.
Сопло работает следующим образом. В момент подвода круга к детали включается электромагнитная катушка 3. Между полюсными наконечниками 4 и внутренним магнитопроводом 6 индуцируется магнитное поле. Ферромагнитные частицы и часть неферромагнитных, нрошедших очиститель и движущихся вместо с СОЖ частиц, налипает на поверхность цилиндрической вставки 2, благодаря чему предотвращается попадание этих частиц в зону обработки. В момент отвода круга электромагнитная катущка отключается и частицы вымываются потоком СОЖ из сопла. Таким образом, предлагаемое устройство обеспечивает улучщение качественных показателей щлифованной поверхности детали, в частности уменьщение ее щероховатости, повыщение производительности щлифования и уменьщение расхода абразивного инструмента. Формула изобретения Сопло для подачи смазочно-охлаждающей жидкости (СОЖ), содержащее цилиндрическую вставку из немагнитного материала, на которой расположена электромагнитная катущка, отличающееся тем, что, с целью повыщения технологической эффективности СОЖ, электромагнитная катущка снабжена полюсными наконечниками и внещним магнитопроводом, а вставка оснащена концентрично расположенным внутр нее внутренним магнитопроводом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2627153/25-08, кл. В 24 В 55/02, 1975.
.i
