(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНООХЛАЖДАЮЩЕЙ ЖИДКОСТИ
1
Изобретение относится к машиностроению, а именно к холодной обработке материалов резанием, и может быть использовано на всех машиностроительных предприятиях, применяюших СОЖ при абразивной обработке (круглое наружное, плоское, внутреннее бесцентровое, резьбо- и зубошлифование и др.).
По основному авт. св. № 753624 известно устройство для подачи СОЖ- устройство работает по следующей схеме: на первом этапе цикла шлифования через клиновое сопло подается поливом свободнопадающей струей в зону шлифования водная СОЖ-А. В момент перехода на выхаживание (или несколько позже) подача СОЖ-А прекращается, и из накопительной камеры допо лнительного сопла с очень небольшим расхбдом на шлифуемую поверхность детали подают СОЖ-Б, обладающую хорошими смазочными свойствами. Для прохода СОЖ-Б на срезе дополнительного сопла выполнены калиброванные отверстия малого диаметра, периодически закрываемые резиновыми пробками (или резиновой прокладкой) 1.
Благодаря небольшому количеству масляной СОЖ-Б на поверхности обрабатываемой детали образуется тонкий слой смазки, обеспечивающий в итоге значительное уменьшение шероховатости шлифовальной поверхности. Эффективность применения способа поэтапной подачи СОЖ-Б, от прочности масляной пленки, образующейся на поверхности обрабатываемой детали. В свою очередь, смазочная способность и технологическая эффективность жидкости определяется степенью ее адсорбционной и проникающей спо10собности.
Проведенными в последние годы исследованиями доказано, что адсорбционную и смазочную способность масляной СОЖ можно повысить путем ее обработки слабым магнитным полем. Установлено также, что после магнитной обработки масляной технологической жидкости скорость ее фильтрации через тонкопористые перегородки возрастает в 2-3 раза. Это является прямым
20 подтверждением повышения проникающей способности масляной жидкости вследствие ее магнитной обработки.
Цель изобретения - повышение технологической эффективности масляной жидкости путем ее магнитной обработки поэтапной подачей СОЖ.
Указанная цель достигается тем, что дополнительное сопло снабжено размещенным в нём кольцом, выполненным из высококоэрцитивного материала.
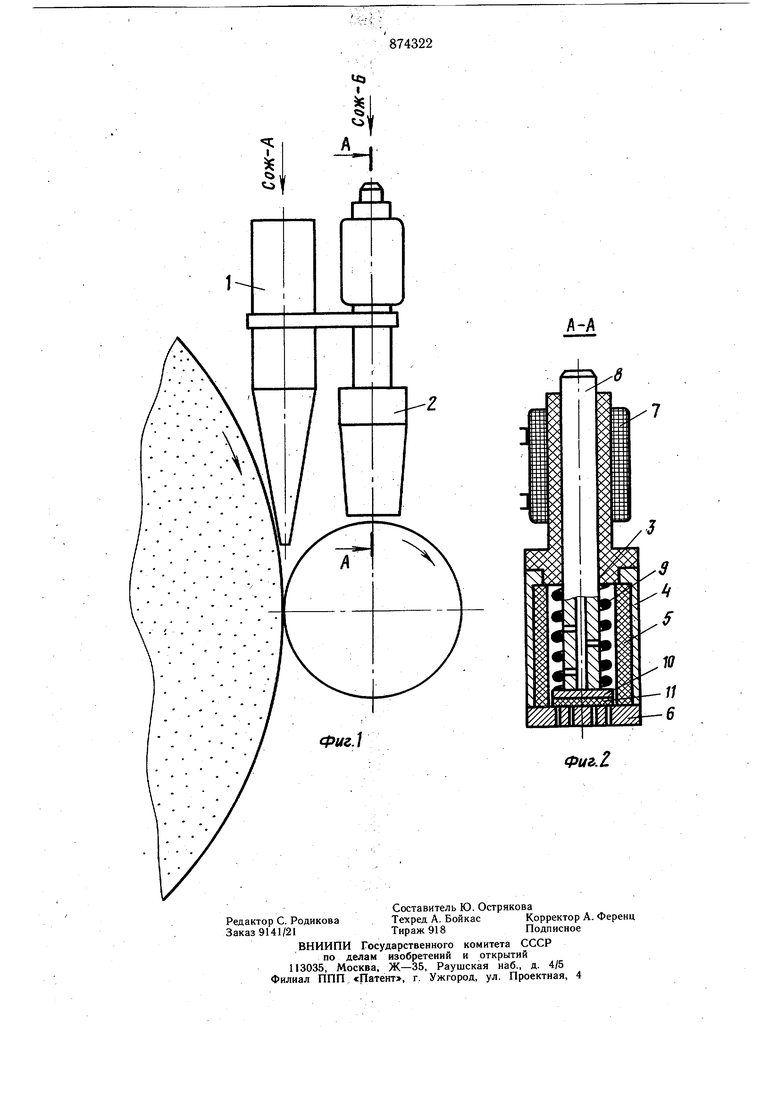
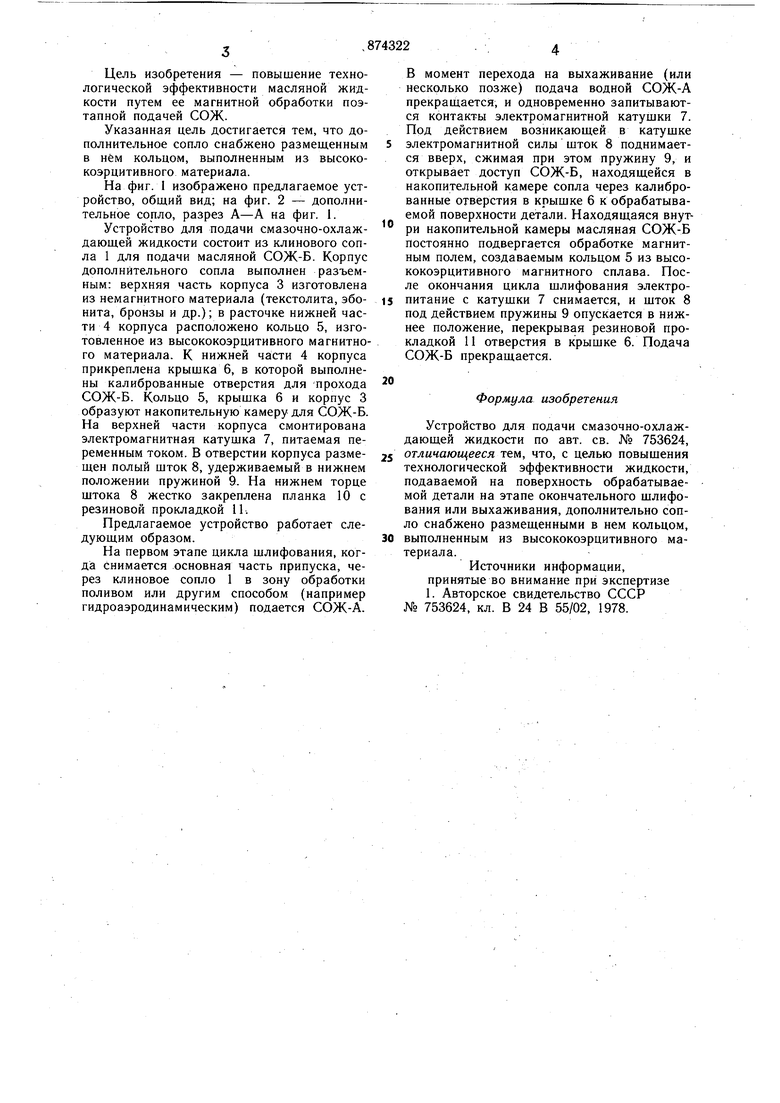
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - дополнительное сопло, разрез А-А на фиг. 1.
Устройство для подачи смазочно-охлаждающей жидкости состоит из клинового сопла 1 для подачи масляной СОЖ-Б. Корпус дополнительного сопла выполнен разъемным: верхняя часть корпуса 3 изготовлена из немагнитного материала (текстолита, эбонита, бронзы и др.); в расточке нижней части 4 корпуса расположено кольцо 5, изготовленное из высококоэрцитивного магнитного материала. К нижней части 4 корпуса прикреплена крышка б, в которой выполнены калиброванные отверстия для прохода СОЖ-Б. Кольцо 5, крышка б и корпус 3 образуют накопительную камеру для СОЖ-Б. На верхней части корпуса смонтирована электромагнитная катушка 7, питаемая переменным током. В отверстии корпуса размещен полый шток 8, удерживаемый в нижнем положении пружиной 9. На нижнем торце щтока 8 жестко закреплена планка 10 с резиновой прокладкой П.
Предлагаемое устройство работает следующим образом.
На первом этапе цикла шлифования, когда снимается основная часть припуска, через клиновое сопло 1 в зону обработки поливом или другим способом (например гидроаэродинамическим) подается СОЖ-А.
В момент перехода на выхаживание (или несколько позже) подача водной СОЖ-А прекращается, и одновременно запитываются контакты электромагнитной катушки 7. Под действием возникающей в катушке
электромагнитной силы шток 8 поднимается вверх, сжимая при этом пружину 9, и открывает доступ СОЖ-Б, находящейся в накопительной камере сопла через калиброванные отверстия в крышке б к обрабатываемой поверхности детали. Находящаяся внутри накопительной камеры масляная СОЖ-Б постоянно подвергается обработке магнитным полем, создаваемым кольцом 5 из высококоэрцитивного магнитного сплава. После окончания цикла шлифования электропитание с катушки 7 снимается, и шток 8 под действием пружины 9 опускается в нижнее положение, перекрывая резиновой прокладкой 11 отверстия в крышке б. Подача СОЖ-Б прекращается.
Формула изобретения
Устройство для подачи смазочно-охлаждающей жидкости по авт. св. № 753624, отличающееся тем, что, с целью повышения технологической эффективности жидкости, подаваемой на поверхность обрабатываемой детали на этапе окончательного шлифования или выхаживания, дополнительно сопло снабжено размещенными в нем кольцом, выполненным из высококоэрцитивного материала.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 753624, кл. В 24 В 55/02, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поэтапной подачи смазочно-охлаждающих жидкостей | 1979 |
|
SU865641A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU874321A2 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1978 |
|
SU753624A1 |
| Устройство для подачи смазочно- охлаждающих жидкостей | 1979 |
|
SU772834A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU874320A2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176587C1 |
| Устройство для подачи смазочноохлаждающих жидкостей | 1978 |
|
SU781038A1 |
| СПОСОБ ПОЭТАПНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2009 |
|
RU2424104C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |