Изобретение относится к войлочному изделию, которое уплотнено таким образом, что имеет уменьшенную кажущуюся толщину и уменьшенную кажущуюся способность или поддержку и, следовательно, является более долговечным для потребительского использования.
Предпосылки создания изобретения
Войлочные изделия, изготовленные по технологии вертикального складывания (VFT - vertical folding technology), производятся с применением способа, описанного в патенте США 5558924, права на который принадлежат Чиен (Chien) и др. Такие войлочные изделия могут использоваться для матрацев, подушек сидений или наземных ковриков для спальных мешков и т.д., где несущая способность и комфорт являются ключевыми требуемыми свойствами. Хотя эти произведенные по технологии вертикального складывания войлочные изделия обеспечивают хорошую несущую способность и упругость сразу после изготовления, они могут характеризоваться кажущейся толщиной и кажущейся несущей способностью или поддержкой. Таким образом, новое войлочное изделие, имеющее кажущиеся приемлемыми высоту и поддержку, может утратить значительную их часть после использования в течение достаточно короткого периода времени. После многократного использования такие войлочные изделия имеют тенденцию к проваливанию и образованию отпечатков тела. Это представляет собой нежелательные проблемы, являющиеся источником жалоб и возвратов со стороны потребителей.
Следовательно, существует потребность в устранении кажущейся толщины и кажущейся несущей способности в войлочном изделии до начала его интенсивного использования.
Краткое существо изобретения
Настоящее изобретение уменьшает проблемы существующего уровня техники путем уплотнения войлочного изделия перед началом его интенсивного использования для устранения в как можно большей степени кажущейся толщины и кажущейся поддержки. Такое войлочное изделие может использоваться, например, в матраце, подушке сидения или наземной подкладке для спального мешка.
Согласно настоящему изобретению войлочное изделие уплотняют так, что после уплотнения оно имеет приемлемое уменьшение толщины и приемлемую нагрузку для уменьшения высоты наполовину во время его использования в течение среднего срока эксплуатации. В частности, войлочное изделие характеризуется уменьшением толщины менее чем на 15% и уменьшением нагрузки cжатия до половинной высоты менее чем на 40%.
Краткое описание чертежей
Фиг. 1 представляет собой схематический вид в поперечном сечении одной группы уплотняющих валиков, предназначенных для уплотнения войлочного изделия согласно одному варианту выполнения настоящего изобретения.
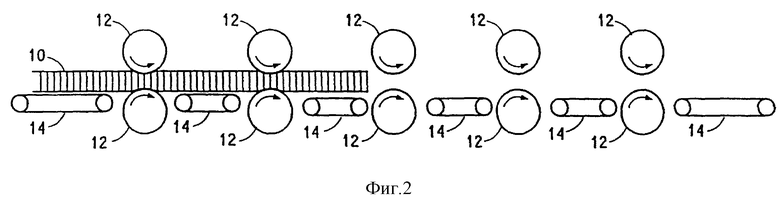
Фиг. 2 представляет собой схематический вид в поперечном сечении множества групп уплотняющих валиков, предназначенных для уплотнения войлочного изделия согласно другому варианту выполнения настоящего изобретения.
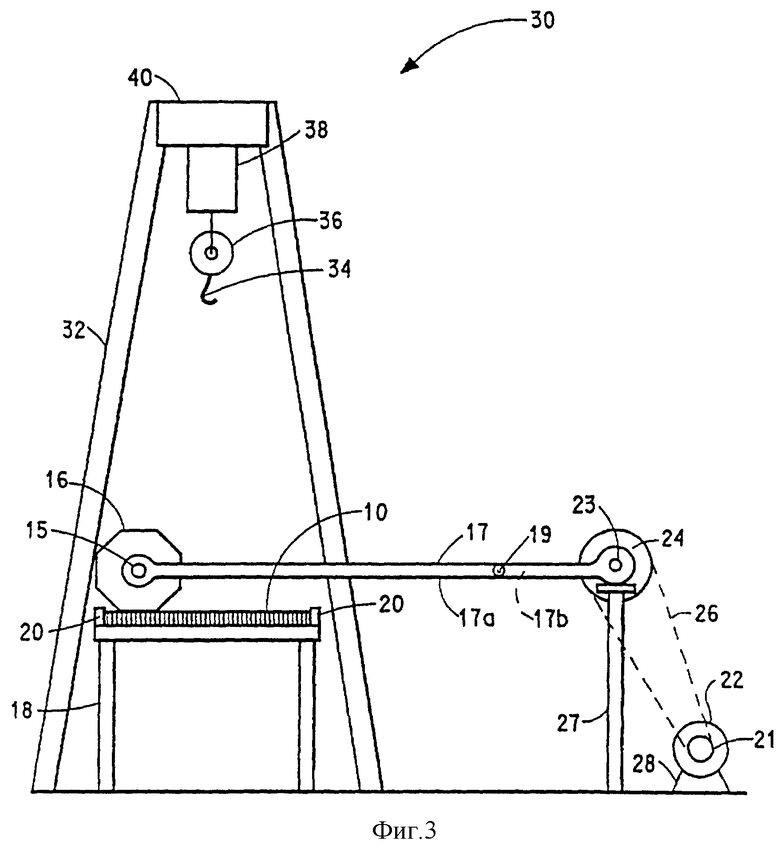
Фиг. 3 представляет собой вид сбоку другого устройства, предназначенного для уплотнения войлочного изделия согласно еще одному варианту выполнения настоящего изобретения, на котором устройство находится в крайнем положении своего перемещения по поверхности войлочного изделия.
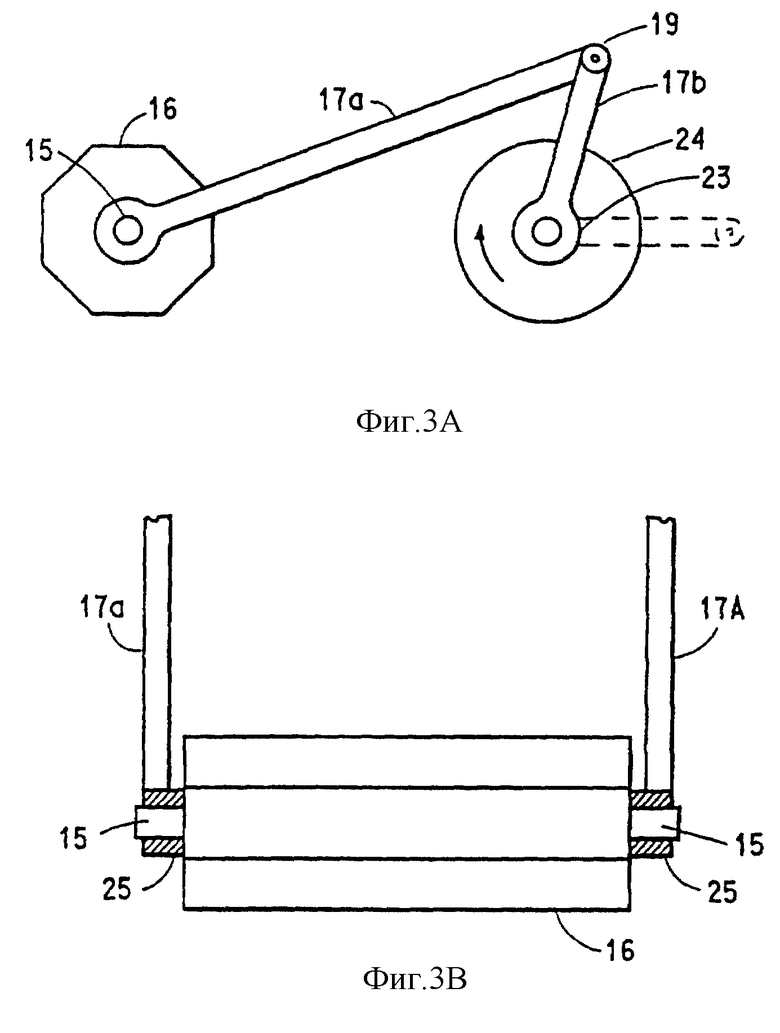
Фиг. 3А представляет собой частичный вид устройства по фиг.3, на котором устройство находится в промежуточном положении своего перемещения по поверхности войлочного изделия.
Фиг. 3В представляет собой вид сверху восьмиугольного валика устройства по фиг.3.
Фиг. 4 представляет собой аксонометрическую проекцию устройства, используемого для измерения толщины и нагрузки при половинной высоте согласно настоящему изобретению.
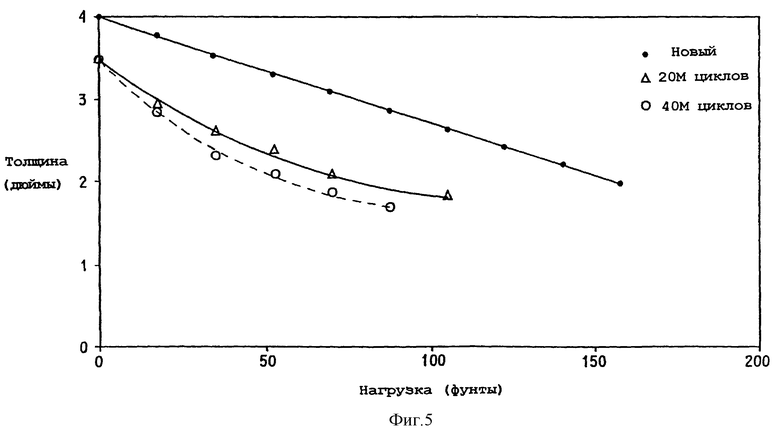
На фиг. 5 приведены кривые "нагружение - деформация" для нового войлочного изделия, подвергнутого пяти уплотнениям согласно настоящему изобретению, и для того же войлочного изделия после 20000 циклов и после 40000 циклов имитации использования.
Подробное описание предпочтительных вариантов выполнения изобретения
В соответствии с настоящим изобретением предлагается способ изготовления уплотненного войлочного изделия. Войлочное изделие изготавливается по известной технологии вертикального складывания. Если говорить более конкретно, войлок изготавливается путем смешивания основных или бикомпонентных волокон со связующими волокнами, при этом основные волокна и связующие волокна имеют заданное соотношение по весу. Основные или бикомпонентные волокна могут включать синтетическое волокно любого типа, такое, например, как полиэфирное штапельное волокно, нейлон и т.д., но не ограничиваясь ими, или любое природное волокно, такое, например, как хлопок. Эта смесь затем подается в расправитель крупных спутываний, который разделяет скрученные волокна и далее перемешивает смесь основных волокон и связующих волокон. В непрерывном режиме эта смесь под действием воздуха транспортируется через серию трубопроводов и подается в расправитель мелких спутываний, который снова обеспечивает еще большее расправление и перемешивание волокон. Эта смесь затем подается в бункер путем транспортировки через трубопроводы под действием воздуха. Хорошо перемешанные волокна затем подаются в кардочесальную машину. На выходе кардочесальной машины двумя съемными барабанами одновременно создаются две ленты волокна. Эти две ленты непрерывно подаются в складывающий блок, который имеет формирующую камеру. Данные ленты в непрерывном режиме горизонтально укладываются и складываются внутри камеры. Эти слои горизонтально уложенных лент переориентируются в вертикальном направлении при помощи серии конвейеров. Эта серия конвейеров удерживает вертикально сложенный войлок на месте и непрерывно подает его в печь. Связующие волокна в войлоке активируются под действием тепла и скрепляются с основными волокнами для обеспечения в войлоке поддержки и стабильности. Скрепленный войлок затем охлаждается на выходе из печи.
Способ по настоящему изобретению дополнительно содержит этап уплотнения войлочного изделия с использованием уплотняющего устройства. Соответствующее настоящему изобретению войлочное изделие показано на фиг.1, 2, 3 и 4 в общем под номером 10. В соответствии с первым вариантом выполнения настоящего изобретения, который изображен на фиг.1, войлочное изделие уплотняется способом холодного каландрования. При использовании этого способа войлочное изделие подается через зазор между парой валиков, каждый из которых на фиг.1 показан под номером 12. Зазор между валиками регулируется до значения менее половины толщины войлочного изделия. Как альтернатива, согласно второму варианту выполнения настоящего изобретения, изображенному на фиг.2, уплотняющее устройство содержит множество пар валиков 12, и войлочное изделие подается последовательно через пары валиков, расположенные одна после другой, как изображено на фиг.2. Показанный на фиг.2 конвейер 14 перемещает войлочное изделие в продольном направлении между парами валиков. Как в первом, так и во втором варианте выполнения настоящего изобретения войлочное изделие уплотняется, по меньшей мере, пять раз. В дополнение к этому во втором варианте, также как и в первом, зазор между валиками регулируется до значения менее половины толщины войлочного изделия. Как альтернатива вместо использования для уплотнения войлочного изделия пары или множества пар валиков может использоваться гидравлический пресс (не показан) или любое другое механическое компрессионное устройство. Если используется гидравлический пресс, войлочное изделие уплотняется, по меньшей мере, пять раз и до высоты, приблизительно меньшей половины его первоначальной высоты. Если используются другие механические уплотняющие устройства, которые сминают войлочное изделие, уплотнение войлочного изделия производится в течение такого количества циклов, которого достаточно, чтобы в результате фактически устранить ложную толщину.
Согласно третьему варианту реализации настоящего изобретения, который изображен на фиг.3 и 3А, войлочное изделие уплотняется с использованием уплотняющего устройства, известного как ролатор и показанного в общем под номером 30. Ролатор является запатентованным устройством, которое может использоваться для уплотнения войлочных изделий, производимого по аналогии с уплотнением парой валиков каландра, что описано выше применительно к первому варианту выполнения настоящего изобретения, за исключением того, что ролатор применяет уплотнение под действием постоянного веса вместо уплотнения при помощи пары валиков, расположенных друг относительно друга с постоянным зазором. Согласно этому третьему варианту выполнения настоящего изобретения войлочное изделие уплотняется в течение, по меньшей мере, двадцати полных циклов, где цикл определяется как единичное возвратно-поступательное перемещение привода. Используемый в настоящем изобретении восьмиугольный валик весит около 145 кг (320 фунтов). Однако необходимо отметить, что может использоваться более тяжелый валик, что уменьшит число циклов уплотнения, или, наоборот, может использоваться более легкий валик, что увеличит число циклов уплотнения.
Устройство ролатора показано с восьмиугольным валиком, находящимся в крайнем положении на одном конце поверхности войлочного изделия на фиг.3 и находящимся в промежуточном положении на поверхности войлочного изделия на фиг.3А. Как показано на фиг.3 и 3А, ролатор 30 содержит восьмиугольный валик 16, который может вращаться вокруг фиксированного центрального вала 15. Показанный на фиг.3 ролатор также содержит опору 18 для войлочного изделия и пару ограничителей 20, по одному с каждого конца войлочного изделия, в результате чего войлочное изделие не будет перемещаться возвратно-поступательно при возвратно-поступательном перемещении по нему валика. Ролатор по третьему варианту выполнения настоящего изобретения далее содержит узел зубчатых барабанов, включающий ведущий зубчатый барабан (или мотор) 22, который вращается вокруг центральной оси 21 и ведомый зубчатый барабан 24, который приводится во вращение вокруг центрального вала 23. Ведущий зубчатый барабан и ведомый зубчатый барабан соединены цепью 26. Ведущий зубчатый барабан 22 установлен на основании 28, как показано на фиг.3, а ведомый зубчатый барабан 24 установлен на балке 27. Ведущий зубчатый барабан 22 приводится в действие пусковым выключателем мотора, который не показан. Ведомый зубчатый барабан 24 соединен с восьмиугольным валиком 16 приводом 17. Как можно видеть из фиг.3 и 3А, привод 17 содержит рычаг 17а и рычаг 17b, которые соединены шарниром 19. Рычаг 17а соединен с центральным валом 15, установленным в подшипники 25, как показано на фиг.3В. Рычаг 17b соединен с центральным валом 23. Рычаг 17а поворачивается относительно центрального вала 15 восьмиугольного валика 16, а также относительно шарнира 19. Рычаг 17b соединен с зубчатым барабаном 24 и поворачивается вместе с ним, а также поворачивается относительно шарнира 19. Вращение ведомого зубчатого барабана приводит к повороту рычага 17b относительно шарнира 19 и, следовательно, к повороту рычага 17а относительно этого же шарнира, и в результате к перемещению восьмиугольного валика 16 по поверхности войлочного изделия.
Ролатор по настоящему изобретению далее содержит А-образную раму 32, которая создает опору для узла подъемника. Узел подъемника делает возможным поднятие привода, соединенного с восьмиугольным валиком, в результате чего можно заменить войлочное изделие. Как можно видеть из фиг.3, узел подъемника содержит крюк 34 и ролик 36. Узел подъемника моторизован для обеспечения легкости функционирования и включает мотор 38 и балку 40, которая удерживает мотор.
В любом из рассмотренных выше вариантов выполнения настоящего изобретения войлочное изделие уплотняется, чтобы устранить в как можно большей степени кажущуюся толщину и кажущуюся поддержку, в результате чего оно имеет приемлемое уменьшение толщины и приемлемую нагрузку сжатия до половинной высоты, когда оно используется в течение среднего срока эксплуатации. Так как кажущаяся толщина и кажущаяся поддержка фактически устраняются, эти уменьшение толщины и нагрузка сжатия до половинной высоты оказываются меньше, чем в случае, когда уплотнение не применяется. Уменьшение толщины определяется как величина, на которую уменьшилась толщина войлочного изделия по окончании среднего срока эксплуатации по сравнению с тем, когда войлочное изделие являлось новым. Нагрузка сжатия до половинной высоты является усилием (в кг или фунтах), требуемым для сжатия войлочного изделия до половины его первоначальной толщины, что характеризует уровень поддержки войлочного изделия. Чем выше величина нагрузки сжатия до половинной высоты, тем большей поддержкой характеризуется войлочное изделие. Средний срок эксплуатации для войлочного изделия, используемого для матраца, подушки сидения или наземной подкладки для спального мешка, задается как шесть лет использования "средним человеком", по истечении которых эксплуатационные характеристики матраца начинают становиться неприемлемыми. Для целей настоящего изобретения, чтобы количественно выразить "среднего человека", средний срок эксплуатации имитируется 40000 циклов уплотнения устройством ролатор с использованием восьмиугольного валика массой 145 кг.
В соответствии с настоящим изобретением изготавливается войлочное изделие, которое перед его использованием уплотняется, в результате чего по истечении среднего срока эксплуатации оно характеризуется уменьшением толщины менее чем на 15% и уменьшением нагрузки сжатия до половинной высоты менее чем на 40%. Такое уменьшение толщины и нагрузки сжатия до половинной высоты считается приемлемым, так как после относительно небольшого числа циклов (пять циклов согласно первым двум вариантам выполнения настоящего изобретения по фиг.1 и 2 соответственно или двадцать циклов согласно третьему варианту выполнения настоящего изобретения по фиг.3 и 3А) удаляется большая часть кажущейся толщины и кажущейся поддержки. Значимость этих величин для нагрузки сжатия до половинной высоты и уменьшения толщины будет проиллюстрирована при помощи приведенных далее примеров.
Способы испытания
Ниже описаны способы испытания, использованные в приведенных далее примерах. Толщина и нагрузка измерялись с использованием устройства, показанного на фиг. 4 в общем под номером 40. Эти измерения были затем использованы для вычисления нагрузки сжатия до половинной высоты и уменьшения толщины, как описано ниже. Если обратиться к фиг.4, устройство 40 включает стенд 42, на котором размещается войлочное изделие. Устройство также включает круглое металлическое основание 44 диаметром 20 см (8 дюймов), которое соединено с линейкой 46 из металлического стержня. Круглое основание установлено на поверхность войлочного изделия. Кроме того, устройство включает опорную раму 48, имеющую пару ножек 48а, 48b, установленных на поверхности стенда. Металлическая линейка удерживается на месте при помощи небольшого отверстия 50, образованного в раме. Линейка калибруется, когда основание устанавливается на поверхность стенда, но не на войлочное изделие. Металлическое основание затем поднимается, и войлочное изделие кладется на поверхность стенда под опорную раму. Металлическое основание затем размещается на поверхности войлочного изделия, и на линейке считывается первоначальная толщина. Уменьшение толщины получается в результате вычитания толщины войлочного изделия после имитации среднего срока эксплуатации из толщины войлочного изделия до имитации среднего срока эксплуатации.
После считывания и записи первоначальной толщины, то же устройство затем используется для определения нагрузки, а следовательно, нагрузки при половинной высоте. Груз 52, в данном случае весом 7,7 кг (17 фунтов) и диаметром 20 см (8 дюймов), имеющий такую сквозную прорезь 54, чтобы через нее могла проходить линейка 46, размещается на металлическом основании. Под этим весом войлочное изделие сжимается и толщина войлочного изделия уменьшается, что показывается на линейке. После того, как толщина считана и записана, сверху предыдущего груза, который уже установлен на круглое металлическое основание, размещается другой груз, в данном случае груз диаметром 20 см (8 дюймов) и весом 7,7 кг (17 фунтов). И снова войлочное изделие дополнительно сжимается и толщина его далее уменьшается. Толщина и суммарный вес (т.е. вес первого и второго грузов по 7,7 кг) считываются и записываются. Процесс повторяется с использованием третьего и четвертого грузов и т.д., идентичных первому и второму грузам по диаметру и весу, до тех пор, пока толщина не уменьшится до половины от первоначальной толщины войлочного изделия. Суммарный вес, использованный для уменьшения толщины до половины первоначальной толщины, считается нагрузкой сжатия до половинной толщины. Если последний груз, положенный на круглое металлическое основание, уменьшает толщину до значения ниже половины первоначальной толщины, производится вычисление для определения нагрузки сжатия до половинной толщины на основе графика "вес - толщина", изображенного на фиг.5. На этот график "вес - толщина" будем далее ссылаться как на кривую "нагружение - деформация", хотя на используемых здесь графиках изображается соотношение "усилие на единицу площади изменение толщины (но не удлинение) на единицу площади". Измерения проводятся в трех местах войлочных изделий, т.е. в центре, затем в месте по вертикали вверх в направлении от центра согласно фиг.4 и в месте по вертикали вниз в направлении от центра согласно фиг.4. Среднее от этих трех результатов занесено в таблицы приведенных ниже примеров как нагрузка сжатия до половинной высоты.
Пример 1
Полиэфирное штапельное волокно, содержащее формованную смесь (т.е. смесь волокон, получаемую на выходе многоканального мундштука экструдера), состоящую из 50% волокна с титром 15 денье (17 дтекс), имеющего круглое поперечное сечение с 4 отверстиями, и 50% волокна с титром 15 денье (17 дтекс), имеющего сплошное трехлепестковое поперечное сечение, с длиной нарезки 76 мм (3 дюйма), было смешано со связующим волокном Melty 4080 с титром 4 денье (4,5 дтекс) длиной 64 мм (2,5 дюйма), имеющим оболочку и сердцевину. А именно, 75 частей полиэфирного штапельного волокна смешивались с 25 частями волокна Melty. Эта смесь была обработана на линии с технологией вертикального складывания, чтобы изготовить войлочные изделия по технологии вертикального складывания, которые имели плотность 27 кг/м3 (1,7 фунт/фут3). Войлочные изделия нагревались, чтобы активировать волокно Melty 4080 при заданной температуре печи 200oС. Были изготовлены 4 войлочных изделия размером с одинарный матрац 183х91х10 см (72х36х4 дюйма). Эти войлочные изделия были обработаны следующим образом.
Образец А. Контрольный, без уплотнения.
Образец В. Уплотнен 1 раз пропусканием через пару валиков для холодного каландрования, имеющих зазор 38 мм (1,5 дюйма) (меньше половинной высоты войлочного изделия толщиной 102 мм (4 дюйма), изготовленного по технологии вертикального складывания).
Образец С. Уплотнен 5 раз пропусканием через пару валиков для холодного каландрования, имеющих тот же зазор, что и в случае для образца В.
Образец D. Уплотнен 10 раз пропусканием через валики для холодного каландрования, имеющие тот же зазор, что и в случае для образца В.
Была измерена толщина войлочных изделий. Измерения толщины приведены в табл. 1 под заголовками "новый", дюймовые эквиваленты даны в скобках. Были также построены кривые "нагружение - деформация", как показано на фиг.5 для образца С, путем измерения соотношения уменьшения толщины к весу грузов, положенных на круглую металлическую пяту диаметром 20 см (8 дюймов) и площадью 325 см2 (50,3 кв.дюйма), которая устанавливалась на поверхность войлочного изделия, как описано выше применительно к фиг.4. На основе этих кривых "нагружение - деформация" были определены нагрузки сжатия до половинной высоты. После завершения этих измерений изготовленные по технологии вертикального складывания войлочные изделия были обработаны с использованием ролатора, которое неоднократно прокатывали по ширине войлочных изделий возвратно-поступательно в течение 20000 (20М) циклов. Для каждого из четырех изготовленных по технологии вертикального складывания войлочных изделий были затем измерены нагрузка сжатия до половинной высоты и толщина. После этих измерений войлочные изделия были подвергнуты следующим 20000 циклам прокатывания для достижения в сумме 40000 (40М) циклов. Снова были измерены нагрузка сжатия до половинной высоты и толщина. Результаты приведены в табл.1. Процентные уменьшения нагрузки сжатия до половинной толщины и толщины были вычислены на основе разности между толщиной нового войлочного изделия (т.е. уплотненного согласно настоящему изобретению, но еще не использовавшегося в течение среднего срока эксплуатации) и толщиной войлочного изделия по истечении среднего срока эксплуатации (т.е. 40М циклов).
Этот пример показывает, что даже после одного уплотнения снижение нагрузки сжатия до половинной высоты и толщины меньше, и следовательно, войлочное изделие характеризуется большей выносливостью с точки зрения потребительского использования. При пяти уплотнениях или более улучшение является еще более значительным.
Пример 2
Для изготовления войлочных изделий с различной плотностью, как показано в табл. 2, использовались те же волокна, что и в примере 1. Однако в этом примере температура, использованная для активации волокна Melty, составляла 220oС вместо 200oС. Для каждого войлочного изделия измерялась нагрузка сжатия до половинной высоты и толщина. Затем войлочные изделия уплотнялись ролатором в течение 20 циклов, и измерялась нагрузка сжатия до половинной высоты и толщина. После этого войлочные изделия уплотнялись устройством ролатором для достижения в сумме 40000 циклов, при этом нагрузка сжатия до половинной высоты и толщина измерялись соответственно после 20М циклов и 40М циклов уплотнения.
Процентное уменьшение нагрузки сжатия до половинной высоты и толщины вычислялось на основе разности для нового войлочного изделия и войлочного изделия, прошедшего 40М циклов, и разности для войлочного изделия, прошедшего 20 циклов, и войлочного изделия, прошедшего 40М циклов. Результаты приведены в табл.2.
Как показывают результаты, приведенные в данном примере, образцы Е, F и G характеризуются большей поддержкой (меньше снижение нагрузки при половинной высоте) и толщиной (меньше снижение толщины) после 20 циклов уплотнения ролатором. 20 циклов составляет всего лишь 0,05% от суммарных 40М циклов, обычно применяемых для испытания на средний срок эксплуатации, при котором имитируются шесть лет использования. Таким образом, ролатор представляет собой другой эффективный способ уплотнения войлочного изделия для уменьшения изменений толщины и нагрузки сжатия до половинной высоты во время использования и продлевает период нормальной эксплуатации войлочного изделия.
Пример 3
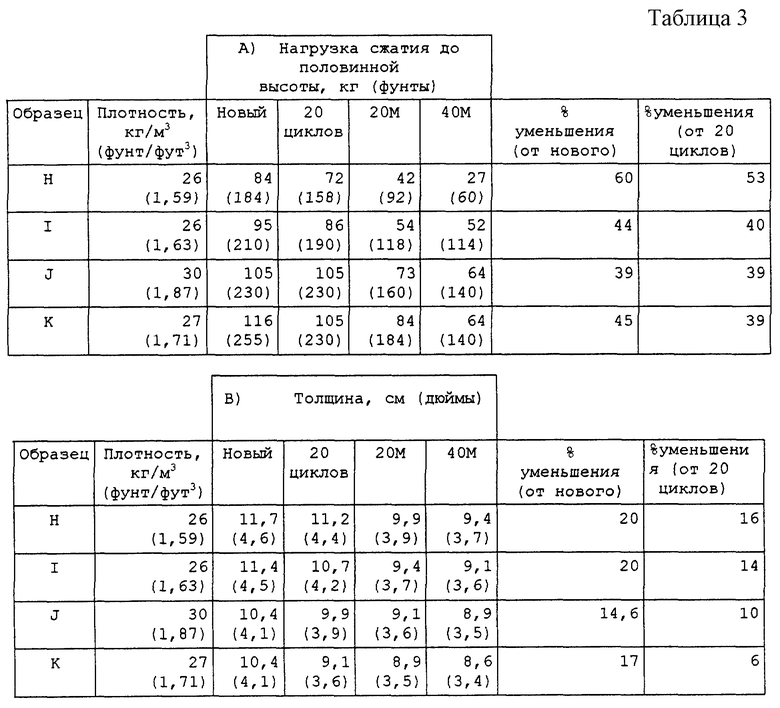
Для изготовления войлочного изделия с плотностью приблизительно 27 кг/м3 (1,7 фунт/фут3) применялись те же волокна, что и в примере 1, но в этом примере использовались различные температуры связывания. Для четырех образцов были установлены температуры печи соответственно 180oС, 200oС, 220oС и 240oС. Каждое войлочное изделие было уплотнено устройством ролатором как описано применительно к фиг.3. Результаты приведены в табл.3.
Как показывают результаты для этого примера, все войлочные изделия, обработанные при различных температурах связывания, выиграли от 20 циклов уплотнения ролатором. Уменьшения нагрузки сжатия до половинной восоты и толщины были значительно снижены.
Пример 4
В этом примере были использованы те же волокна, что и описанные в примере 1, но соотношения полиэфирного штапельного волокна и связующего волокна менялись. Температура печи была установлена 220oC. Плотность войлочных изделий поддерживалась на уровне 29 кг/м3 (1,8 фунт/фут3). Войлочные изделия были уплотнены ролатором в течение 20 циклов. Результаты испытания приведены в табл.4.
Результаты примера 4 демонстрируют, что все войлочные изделия с различными уровнями содержания связующего волокна выиграли от уплотнения с использованием ролатора. Процентные уменьшения нагрузки сжатия до половинной высоты и толщины были значительно снижены.
Пример 5
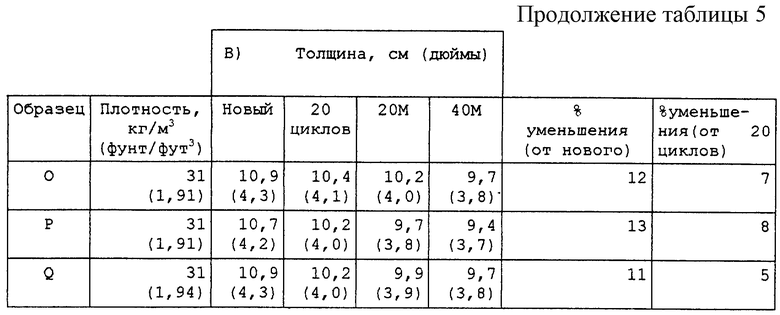
То же полиэфирное штапельное волокно, которое использовалось в примерах 1-4, было смешано с Melty 7080, связующим волокном с титром 4 денье (4,5 дтекс), имеющим оболочку и сердцевину и имеющим более высокую температуру плавления, чем связующее волокно, использовавшееся в примерах 1-4 (Melty 4080). Соотношение смешивания было тем, же что и в примере 1 (т.е. были смешаны 75% полиэфирного штапельного волокна и 25% связующего волокна). Войлочные изделия были изготовлены так же, как описано в примере 1, но температура печи была установлена 240oC. Войлочные изделия уплотнялись ролатором в течение 20 циклов. Результаты приведены в табл.5.
Как можно видеть из табл.5, когда используется связующее волокно Melty 7080, войлочные изделия характеризуются реакцией, аналогичной реакции при использовании связующего волокна Melty 4080. Уплотнение ролатором в течение 20 циклов значительно улучшает выносливость войлочных изделий.
Пример 6
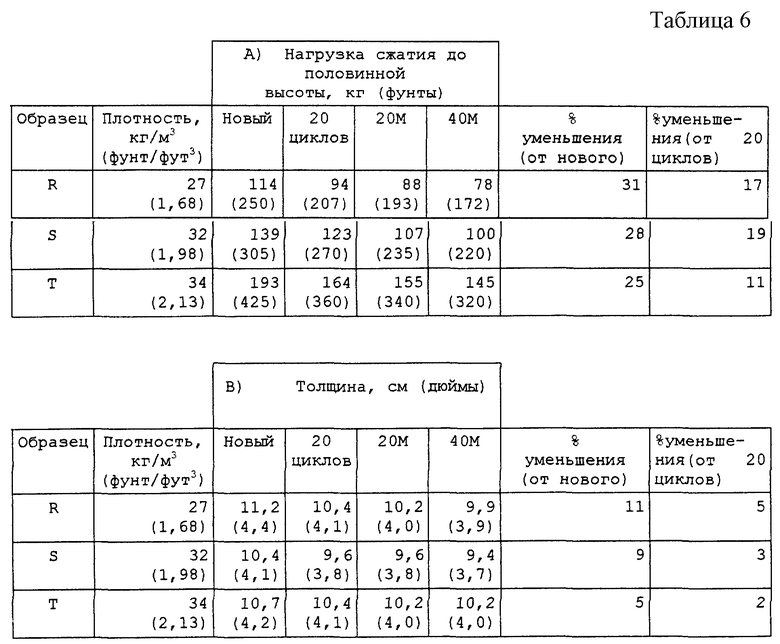
В этом примере были использованы те же волокна, что и в примере 5, за исключением того, что соотношение полиэфирного штапельного волокна и связующего волокна (Melty 7080) составляло 70/30. Войлочные изделия были изготовлены таким же образом, как в примере 1. Эти войлочные изделия уплотнялись в течение 20 циклов ролатором, как и в примерах 2-5. Результаты приведены в табл.6.
Как можно видеть из этого примера, войлочные изделия, изготовленные из Melty 7080 с соотношением полиэфирного штапельного волокна и связующего волокна 70/30, могут выиграть от циклов уплотнения ролатором. После 20 циклов уплотнения ролатором выносливость войлочных изделий была значительно улучшена путем уменьшения кажущейся толщины и кажущейся поддержки.
Пример 7
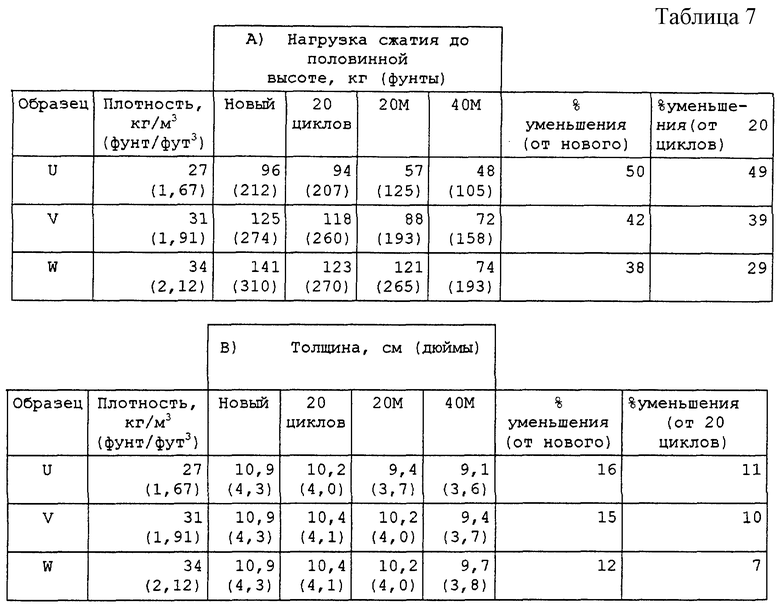
В этом примере с тем же связующим волокном, которое описано в примере 1, вместо основного волокна, описанного в примере 1, было использовано бикомпонентов полиэфирное штапельное волокно с титром 15 денье (17 дтекс), имеющее длину нарезки 76 мм (3 дюйма). Были изготовлены войлочные изделия, и результаты приведены в табл.7.
Как можно видеть в табл.7, уплотнение ролатором в течение 20 циклов также благоприятно сказывается на войлочных изделиях, в которых в качестве поддерживающих волокон используются бикомпонентные волокна, а именно, выносливость войлочных изделий при использовании уплотнения улучшается.





Изобретение относится к войлочному изделию, которое может использоваться для матраца, подушки сиденья или наземной подкладки для спального мешка. Изделие уплотняют таким образом, что в результате оно имеет уменьшенную кажущуюся толщину и уменьшенную кажущуюся несущую способность. Изделие, созданное из волокна, уплотняют таким образом, что при использовании в течение среднего срока эксплуатации оно характеризуется уменьшением толщины менее чем на 15% и уменьшением нагрузки сжатия до половинной высоты менее чем на 40%. Способ изготовления этого изделия включает создание изделия из волокна и его уплотнение с использованием уплотняющего устройства так, что прошедшее уплотнение изделия при использовании в течение среднего срока эксплуатации имеет уменьшение толщины менее чем 15% и уменьшение нагрузки сжатия до половинной высоты менее чем 40%. Изделие более долговечно. 2 с. и 5 з.п. ф-лы, 5 ил., 7 табл.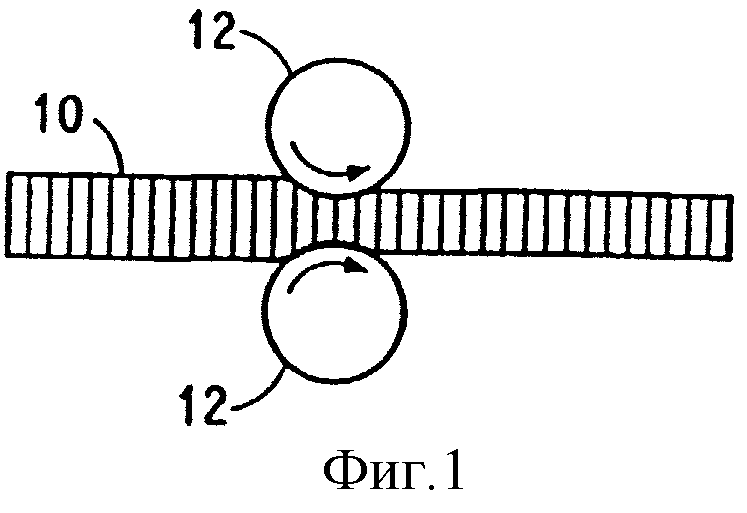
| US 5558924 А, 24.09.1996 | |||
| US 4668562 А, 26.05.1987 | |||
| US 5532050 A, 02.07.1996 | |||
| 1972 |
|
SU411176A1 | |

