Изобретение относится к технологии получения металлического железа (железа, рафинированного от примесей) путем восстановления при нагреве оксидов железа, таких как железные руды, вместе с углеродсодержащим восстановителем, таким как углеродсодержащий материал, и оно относится к способу и устройству, которые предназначены для получения металлического железа путем отделения шлакообразующих составляющих, включенных в источники оксидов железа в виде компонентов пустой породы, и посредством которых можно эффективно получать металлическое железо высокой чистоты.
В качестве способа прямого получения железа прямым восстановлением оксидов железа, таких как железные руды или окатыши оксидов железа, с помощью углеродсодержащего материала или восстановительного газа уже известен способ с использованием шахтной печи, характерным примером которого является способ Midrex. Способ данного типа, используемый для прямого получения железа, предусматривает вдувание восстановительного газа, полученного из природного газа или т.п., из фурмы в нижней части шахтной печи и восстановление оксидов железа путем использования газа восстановительного действия для получения металлического железа. Кроме того, следует отметить используемый в последние годы способ получения восстановленного железа с использованием углеродсодержащего материала, например угля, в качестве восстановителя вместо природного газа и, в частности, следует отметить так называемый процесс СЛ-РН, уже используемый на практике.
Кроме того, в качестве другого способа получения восстановленного железа в патенте США 3443931 описывается способ получения восстановленного железа путем смешивания углеродсодержащего материала и порошкообразного оксида железа и формование их в куски или гранулы и восстановление их при нагреве на вращающемся поде с целью получения восстановленного железа.
Восстановленное железо, полученное описанными выше способами, в том виде, как оно есть, или после брикетирования, или формования в подобную другую форму загружают в электрическую печь и используют в качестве источника железа. Следует отметить, что в связи с тем, что в последние годы повторное использование скрапа черных металлов стало широко распространенным, восстановленное железо, полученное описанными выше способами, применяется в качестве растворителя для элементов-примесей, включенных в скрап.
Однако поскольку в восстановленное железо, полученное существующим способом производства восстановленного железа, включено большое количество шлакообразующих составляющих, таких как SiO2, Аl2О3 и СаО (пустая порода в железных рудах), содержащихся в оксидах железа, используемых как исходный материал, или углеродсодержащем материале (зола в угле), качество получаемого железа (то есть его чистота как металлического железа) снижено.
При использовании способов на практике такие шлакообразующие составляющие отделяют и удаляют на последующей операции рафинирования, но увеличение количества шлака не только приводит к снижению выхода рафинированного расплавленного металла, но также оказывает нежелательное влияние на эксплуатационные расходы, связанные с работой электрической печи, так что существует потребность в восстановленном железе высокого качества и с меньшим содержанием шлакообразующих составляющих. Однако для удовлетворения этой потребности с помощью существующего способа получения восстановленного железа, который описан выше, в качестве исходного сырья для получения восстановленного железа приходится использовать высокосортные железные руды, что сильно сужает диапазон, из которого можно выбрать исходный материал для получения железа, который можно использовать на практике.
Кроме того, при существующем способе, описанном выше, необходимо смешать источник оксидов железа и углеродсодержащий материал и предварительно отформовать их в куски или гранулы с помощью связующего или спекания, так что неизбежно возрастает нагрузка на оборудование и объем работы, связанной с предварительной формовкой.
Кроме того, способ типа описанного в японской выложенной патентной заявке (Laid-Open Hei) 9-256017, поданной заявителем по настоящему изобретению, предусматривает предварительную формовку порошкообразной смеси углеродсодержащего восстановителя и оксида железа в сферическую форму или в гранулы, восстановление предварительно отформованного продукта при нагреве, в результате чего происходит образование и наращивание металлической оболочки из железа на наружной поверхности отформованного продукта, и тем самым увеличение восстановительной способности в металлической оболочке из железа обеспечивает возможность эффективного восстановления оксидов железа внутри и эффективного разделения получающегося в результате металлического железа и образованного шлака. Следовательно, можно указать на то, что данный способ является исключительно эффективным как способ, позволяющий получать металлическое железо с высокой степенью чистоты.
Тем не менее, даже этот способ все еще имеет недостаток, заключающийся в необходимости предварительной однократной формовки исходной смеси в сферическую или гранулообразную форму с помощью связующего или посредством спекания аналогично способу по предшествующему техническому уровню, описанному выше, так что возрастает нагрузка на оборудование и объем работы, связанной с предварительной формовкой.
Кроме того, в японской выложенной патентной заявке 8-27507 в качестве другого способа производства железа способом прямого восстановления раскрывается способ размещения порошкообразного углеродсодержащего восстановителя, содержащего обессеривающую добавку, и порошкообразного оксида железа в виде слоев друг на друге на подвижном поде и нагрева их для получения губчатого железа. Следует подчеркнуть, что, поскольку оксид железа восстанавливается углеродсодержащим восстановителем и серосодержащие составляющие, содержащиеся в углеродсодержащем восстановителе, таком как уголь, улавливаются обессеривающей добавкой, может быть получено губчатое железо с меньшим содержанием серы, и последующая нагрузка на систему, связанная с десульфуризацией, согласно данному способу может быть снижена.
Однако, несмотря на то, что данный способ обладает преимуществом, заключающимся в отсутствии необходимости предварительной формовки исходного материала, содержащего оксиды железа, в гранулы или подобную другую форму, эффективность восстановления является низкой, что требует длительного времени для восстановления при нагреве, поскольку источник оксидов железа и углеродсодержащий восстановитель не находятся в прямом контакте друг с другом, поэтому данный способ не пригоден для практического использования в промышленных масштабах в силу низкой производительности.
Кроме того, поскольку при этом способе восстановленное железо получают в виде губчатого железа, в губчатое железо включается большое количество примесей, представляющих собой пустую породу, что приводит к снижению качества восстановленного железа. Если восстановленное железо с таким низким качеством железа будет подано в качестве источника железа в электрическую печь или т. п. , будет оказываться нежелательное воздействие на эксплуатационные качества электрической печи вследствие увеличения количества образующегося в итоге шлака, а также возникают различные другие проблемы, такие как снижение выхода железа вследствие потери железа, вызванной интрузией его в шлак, увеличение потребления энергии, снижение производительности и т.п. Кроме того, поскольку эти недостатки проявляются более сильно по мере того, как снижается содержание железа в источнике оксидов железа, практически невозможно использовать низкосортный источник железа или оксидов железа в качестве исходного сырья для реального производства, так что при данном способе можно использовать только высокосортный источник оксидов железа.
Кроме того, известен способ получения металлического железа, включающий размещение на поде печи порошкообразный смеси, состоящей из оксида железа и углеродсодержащего восстановителя, нагрев, восстановление и расплавление смеси, а также устройство для его осуществления, содержащее подвижный под, устройство для подачи на под порошкообразной смеси и механизм выгрузки продукта (WO 97/06281, С 21 В 13/10, 20.08.1997).
Задача изобретения заключается в том, чтобы создать способ и устройство, которые позволяют получить восстановленное железо с меньшими включениями шлакообразующих составляющих и с высокой чистотой железа, не требуют предварительной формовки в кусковатую или гранулированную форму и позволяют получить восстановленное железо высокой чистоты даже из низкосортного источника оксидов железа, а также из высокосортного источника оксидов железа.
Эта задача решается за счет того, что в способе получения металлического железа, включающем размещение на поде печи порошкообразной смеси, состоящей из оксида железа и углеродсодержащего восстановителя, нагрев, восстановление и расплавление смеси, расплавление восстановленной смеси осуществляют на поде печи. При этом не проводится предварительная формовка порошка в гранулы или другую подобную форму.
В предпочтительном варианте выполнения данного способа порошкообразную смесь, уложенную на под, прессуют до получения компактного состояния и затем подвергают нагреву. Когда порошкообразная смесь, уложенная на под, будет нагрета после прессования до получения компактного состояния, поверхность оксида железа и углеродсодержащий восстановитель будут введены в более тесный контакт друг с другом для дополнительного повышения эффективности восстановления при нагреве, что является предпочтительным.
В другом варианте реализации данного способа образуют неровный слой порошкообразной смеси и затем подвергают его нагреву. Когда порошкообразную смесь нагревают после образования неровностей на поверхности слоя порошкообразной смеси, что приводит к увеличению площади поверхности, эффективность восстановления при нагреве дополнительно повышается за счет увеличения эффективной площади нагрева.
В дополнительном варианте реализации данного способа сначала на поде образуют слой, способствующий сходу ("отсоединению") продукта. В настоящем изобретении порошкообразную смесь, уложенную на под, восстанавливают при нагреве и расплавляют, как описано выше, при этом расплавленное восстановленное железо с высоким удельным весом может оказаться в непосредственном контакте с поверхностью пода, что приводит к термическому повреждению огнеупорных материалов на поверхности пода, или восстановленное железо оседает на поверхности пода при выгрузке продуктов (восстановленного железа и образованного шлака) с поверхности пода после восстановления и расплавления, что может привести к замедлению выгрузки. Выполнение слоя, способствующего сходу продукта, который также служит в качестве тепловой защиты, может облегчить выгрузку продукта с пода и повысить долговечность пода.
В дополнительном предпочтительном варианте реализации данного способа порошкообразная смесь дополнительно содержит обессеривающую добавку. Обессеривающая добавка, содержащаяся в порошкообразной смеси, улавливает серу, образованную на операции восстановления при нагреве и расплавления, с целью уменьшения содержания серы в получающемся в результате восстановленном железе, что является предпочтительным.
Устройство для получения металлического железа согласно изобретению, используемое предпочтительно для практической реализации описанного выше способа получения металлического железа, содержит: подвижный под, подающее устройство для подачи порошкообразной смеси из порошка, содержащего оксиды железа, и порошка, содержащего углеродсодержащий восстановитель, на под, нагреватель для нагрева порошкообразной смеси на поде, механизм выгрузки для выгрузки продукта, восстановленного и расплавленного путем нагрева, с пода наружу, и устройство для сепарации, предназначенное для разделения продукта на восстановленное железо и шлак, причем предпочтительный вариант осуществления данного устройства по изобретению содержит прессующий механизм для прессования порошкообразной смеси, уложенной на под.
Предпочтительный вариант осуществления этого устройства содержит устройство для образования неровностей, предназначенное для образования неровностей в слое порошкообразной смеси.
Предпочтительный вариант осуществления этого устройства содержит устройство для образования слоя, способствующего сходу продукта, причем это устройство предназначено для образования слоя, способствующего сходу продукта, на поде.
В предпочтительных вариантах осуществления данного устройства под содержит множество подовых элементов, движущихся вдоль замкнутого контура, содержит множество совершающих возвратно-поступательное движение подовых элементов, или под выполнен в виде вращающегося диска.
В предпочтительном варианте осуществления данного устройства под содержит множество подовых элементов, вращающихся вокруг общей оси во внутренней полости цилиндрической жаростойкой печи горизонтального расположения.
При таких вариантах осуществления последовательность операций подачи исходной порошкообразной смеси, восстановления при нагреве и распыления и выгрузки продуктов может осуществляться непрерывно, и это является предпочтительным для практического использования устройства в промышленном масштабе.
Как описано выше, в способе получения железа согласно изобретению порошкообразную смесь из порошка, содержащего оксид железа, и порошка, содержащего углеродсодержащий восстановитель (далее иногда называемого углеродсодержащим материалом), восстанавливают и расплавляют путем нагрева в состоянии, когда она уложена на под, в результате чего получают металлическое железо. То есть, поскольку в данном способе источник оксидов железа и углеродсодержащий материал используют в порошкообразном виде и смешивают, больше не требуется предварительная формовка в кусковатую форму или гранулы. Кроме того, поскольку в данном способе источник оксидов железа и углеродсодержащий материал подвергают восстановлению при нагреве тогда, когда указанные материалы находятся в смешанном состоянии и рядом друг с другом в порошкообразном состоянии, восстановление при нагреве происходит быстро, и восстановление может осуществляться эффективно путем подачи тепла в течение сравнительно короткого промежутка времени. Кроме того, поскольку в данном способе восстановленное железо, образованное путем восстановления при нагреве, последовательно расплавляется путем нагрева, и металлическое железо сплавляется и спекается при одновременном вытеснении шлакообразующих составляющих, может быть получено восстановленное железо с существенно меньшим количеством включений шлакообразующих составляющих и высокой чистотой даже в том случае, когда используется низкосортный источник оксидов железа.
На фиг.1 показан приведенный для пояснения вид сверху части устройства в качестве предпочтительного варианта осуществления изобретения;
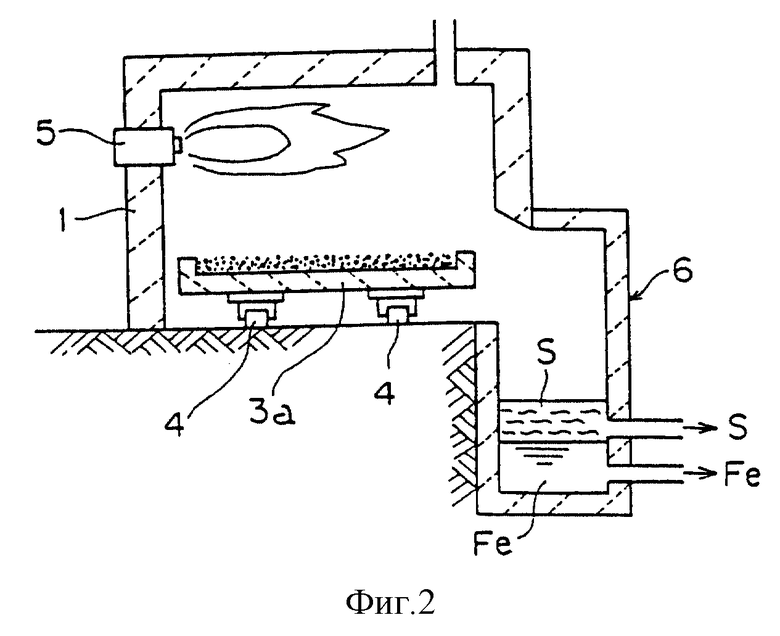
фиг.2 - поперечное сечение устройства, показанного на фиг.1;
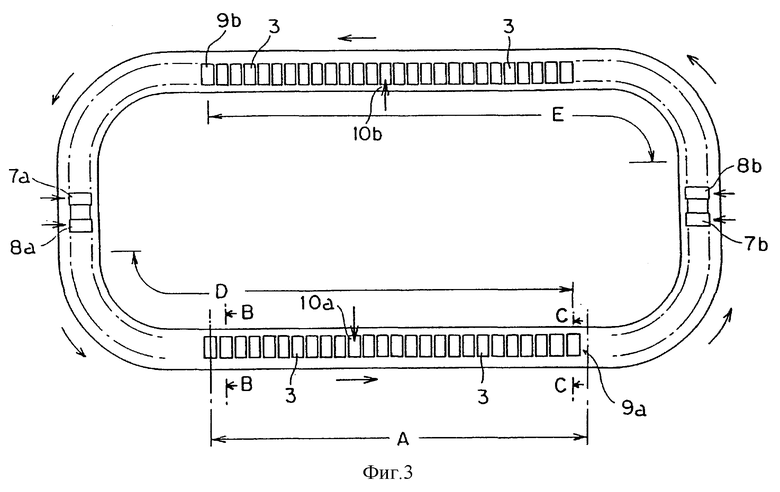
фиг. 3 - схематичный, приведенный для пояснения вид сверху устройства, иллюстрирующий другой вариант осуществления изобретения;
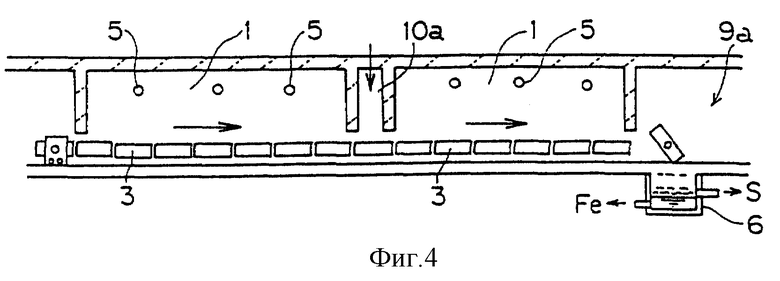
фиг.4 - схематичное вертикальное сечение, показывающее в увеличенном масштабе секцию восстановления при нагреве и расплавления и секцию сепарации устройства, показанного на фиг.3;
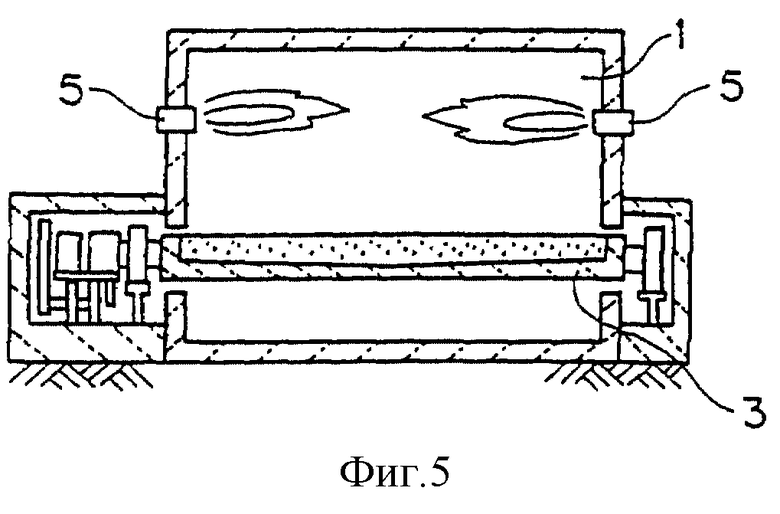
фиг.5 - схематичное поперечное сечение, выполненное по линии В-В на фиг. 3;
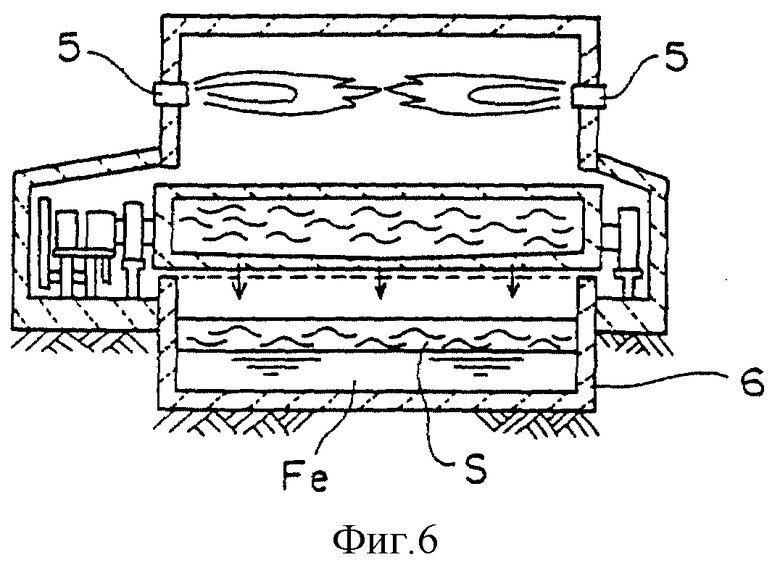
фиг.6 - схематичное поперечное сечение, выполненное по линии С-С на фиг. 3;
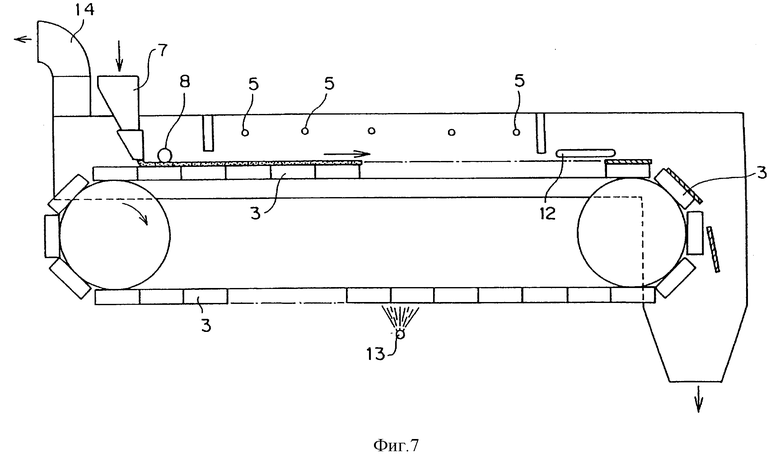
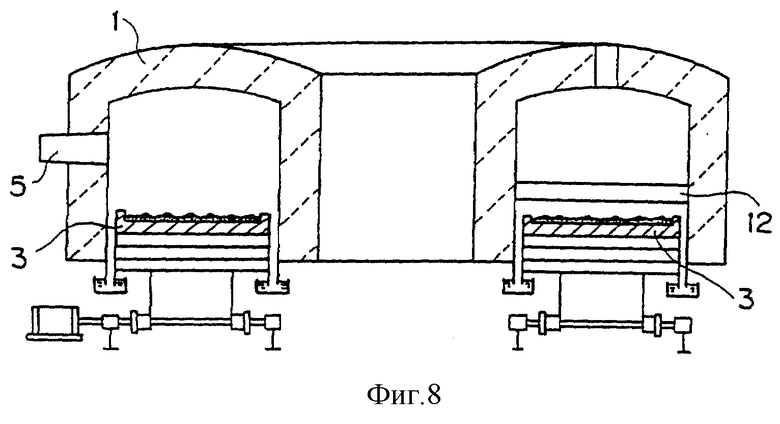
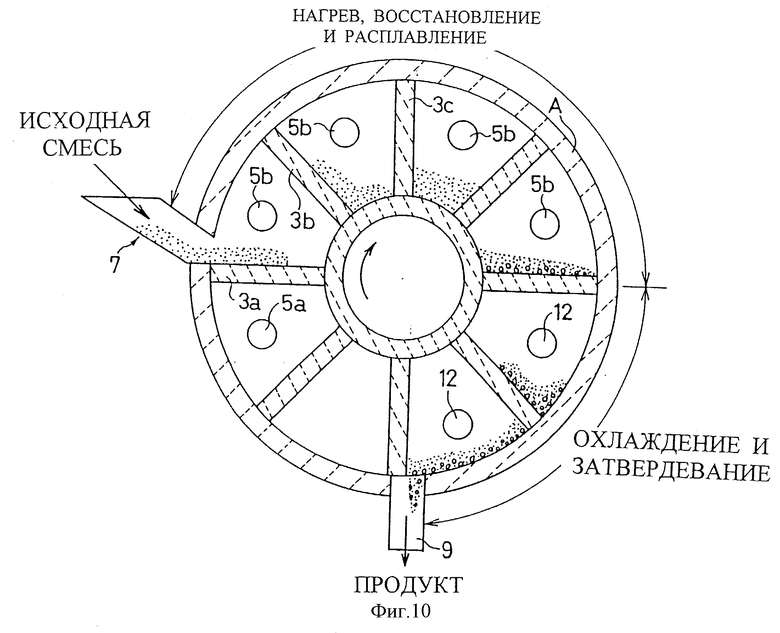
фиг.7, 8 и 10 - схематичные вертикальные сечения, иллюстрирующие дополнительные варианты осуществления изобретения;
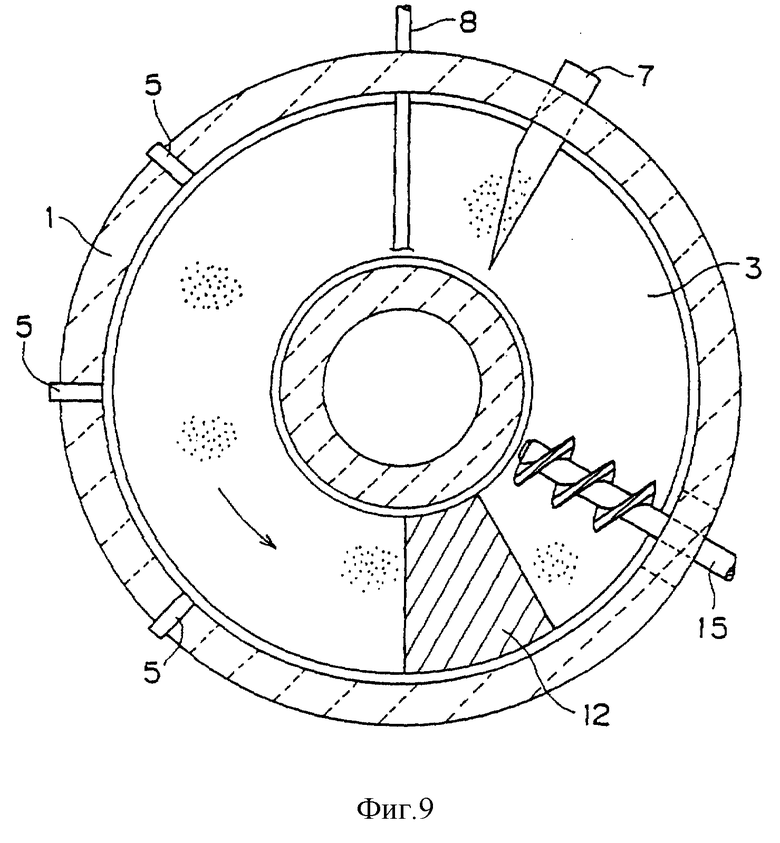
фиг.9 - схематичное поперечное сечение устройства по фиг.8.
Способ и устройство для получения металлического железа согласно изобретению разъясняются на более конкретных примерах со ссылкой на чертежи, иллюстрирующие предпочтительные варианты осуществления устройства для получения металлического железа согласно изобретению, однако изобретение не ограничено представленными на чертежах вариантами осуществления, но может быть реализовано на практике при соответствующих конструктивных изменениях в рамках объема и без отхода от сущности настоящего изобретения, которая изложена выше и будет дополнительно раскрыта ниже, при этом указанные изменения также находятся в рамках технического диапазона настоящего изобретения.
На фиг.1 и фиг.2 показано устройство для получения металлического железа согласно изобретению, при этом на фиг.1 представлен схематичный вид сверху при открытой верхней части, и фиг.2 представляет собой схематичное поперечное сечение устройства по фиг.1. На чертежах показаны нагревательная печь 1, секции 2а, 2b подачи исходного материала, подовые элементы 3а, 3b, направляющие 4 для перемещения подовых элементов, горелка 5, представляющая собой устройство для нагрева, печь 6 для сепарации в расплавленном состоянии, соответственно образующая секцию сепарации.
В данном варианте осуществления, как показано на чертежах, поддонообразные подовые элементы 3а, 3b расположены таким образом, что они могут совершать возвратно-поступательное движение по направляющим 4 в нагревательной печи 1, расположенной в центральной части, находящейся между секциями 2а, 2b подачи исходного материала. Порошкообразную смесь из источника оксидов железа и углеродсодержащего материала подают в секцию 2а (или 2b) подачи исходного материала на подовый элемент 3а (или 3b) до достижения соответствующей толщины (слоя). Слой порошкообразной смеси может быть подвергнут прессованию до достижения плотного состояния или дополнительно образован с неровностями на поверхности в зависимости от конкретного случая и затем перемещен в нагревательную печь 1 (на фиг.1 показано состояние подачи исходного материала в виде порошкообразной смеси на подовый элемент 3а в секции 2а подачи исходного материала в верхней части чертежа и последующего перемещения подового элемента 3а в нагревательную печь 1), в которой он нагревается с помощью горелки 5 для плавки и восстановления.
Источник оксидов железа в исходном материале в виде порошкообразной смеси, уложенной на подовый элемент 3а и поданной в нагревательную печь 1, получает тепло от горелки 5, подвергается восстановлению за счет углеродсодержащего материала в порошкообразной смеси, и из углеродсодержащего материала образуется моноксид углерода, и источник оксидов железа дополнительно нагревается и расплавляется с одновременным науглероживанием его за счет углерода, содержащегося в прилегающем углеродсодержащем материале. В данном процессе расплавленное восстановленное железо слипается и спекается при одновременном вытеснении получаемых побочных шлакообразующих составляющих, и постепенно происходит наращивание его в большие кусковатые образования из расплавленного восстановленного железа. Соответственно, при нагреве их в течение заданного периода времени в нагревательной печи 1 из образований из расплавленного восстановленного железа, полученных путем восстановления и слипшихся друг с другом с образованием агломератов на подовом элементе 3а, получаются куски большого размера. В расплавленном куске восстановленного железа расплавленное восстановленное железо слипается и спекается с одновременным вытеснением шлакообразующих составляющих, как описано выше, при этом шлакообразующие составляющие оседают только на поверхности и по существу не оказываются включенными во внутреннюю часть кусков.
После завершения восстановления и расплавления подовый элемент 3а наклоняют с помощью непоказанного возможного кантователя в направлении печи 6 для плавления и сепарации. Продукт выгружают с подового элемента 3а в печь для плавления и сепарации, дополнительно нагревают для повышения текучести в печи 6 для плавления и сепарации, когда температура продукта снижается, и затем происходит разделение восстановленного железа Fe и шлака S благодаря разнице удельного веса, и шлак S отводят из поверхностной части, а металлическое железо Fe - из нижней части.
После завершения выгрузки продукта подовый элемент 3а перемещают в секцию 2b подачи исходного материала, показанную в нижней части фиг. 1, подовый элемент 3b, на который уже был подан исходный материал в секции 2а подачи исходного материала и который уже находится в положении готовности, направляют в нагревательную печь 1, и исходный материал в виде порошкообразной смеси подвергают восстановлению при нагреве и расплавлению таким же образом, как описано выше. Тем временем исходный материал подают (возможно с прессованием или образованием неровностей на поверхности) на другой подовый элемент в секции 2b подачи исходного материала, показанной в нижней части чертежа, и обеспечивают его пребывание в положении готовности для последующего восстановления при нагреве и расплавления. Затем, после выгрузки восстановленного продукта с подового элемента, которая завершает восстановление при нагреве в нагревательной печи 1, подовый элемент перемещают в зону, соответствующую верхней части чертежа, и подают наружу из нагревательной печи 1, при этом подовый элемент, который находится в положении готовности в секции 2b подачи исходного материала, направляют в исходную нагревательную печь 1. За счет повторения операции исходный материал в виде порошкообразной смеси можно периодически восстанавливать при нагреве и плавить непрерывно.
При реализации способа на практике отходящие газы, выходящие из нагревательной печи 1, содержат значительное количество тепла и горючих газов (моноксида углерода и т.п.); если отходящие газы возвращаются в систему как топливо для горелки 5, они могут способствовать экономии затрат на топливо, или они могут быть эффективно использованы в качестве источника тепла или топлива для оборудования, находящегося поблизости.
Для подготовки исходного материала в виде порошкообразной смеси при практической реализации способа углеродсодержащий материал смешивают в количестве, превышающем то количество, которое теоретически необходимо для восстановления оксидов железа, содержащихся в источнике оксидов железа, и более предпочтительно регулировать смешиваемое количество углеродсодержащего материала таким образом, чтобы оно удовлетворяло следующему: "количество, требуемое для восстановления оксидов железа в исходном материале + количество, требуемое для науглероживания восстановленного железа + количество на потери (на компенсацию потерь) при окислении". Когда восстановленное железо, образованное на операции восстановления при нагреве, подвергается науглероживанию в восстановительной атмосфере при нагреве, температура плавления снижается, что дополнительно облегчает отделение от шлакообразующих составляющих. Следовательно, желательно регулировать смешиваемое количество углеродсодержащего материала в зависимости от оксида железа в исходном материале, при этом учитывается теоретическое количество, требуемое для восстановления, и количество, требуемое для науглероживания и описанное выше, и, кроме того, количество, необходимое для компенсации потерь из-за окисления в нагревательной печи.
Исходный материал в виде порошкообразной смеси укладывают на подовый элемент до достижения определенной толщины слоя. Толщину можно определить надлежащим образом, принимая во внимание конструкцию, размер и тепловой КПД отдельного устройства для получения железа, и предпочтительная толщина, позволяющая быстро нагревать слой порошкообразной смеси до внутренней стороны и обеспечить эффективное восстановление и расплавление, составляет от 10 до 300 мм и, как правило, от 20 до 100 мм.
Исходный материал в виде порошкообразной смеси может быть уложен в виде слоя, преимущественно одинаковой толщины по всей поверхности подового элемента, или может быть подвергнут соответствующему прессованию до достижения компактного состояния с помощью возможного прессующего устройства, как описано выше, слой этой смеси может быть выполнен с неровностями на поверхности для увеличения эффективной площади нагрева, или эта смесь может быть помещена на каждый подовый элемент в виде кучек соответствующей формы, например трапециевидной формы, во множестве мест с соответствующим расстоянием между ними. Термин "уложенная на под" в настоящем изобретении также включает в себя и такие варианты размещения.
Исходный материал в виде порошкообразной смеси, укладываемый на под, можно просто сделать равномерным по толщине с помощью соответствующего механизма для выравнивания. Более предпочтительно спрессовать порошок для компактного состояния, например, с помощью прессующего валика с тем, чтобы был обеспечен более близкий контакт между оксидом железа и углеродсодержащим материалом, поскольку в этом случае можно в большей степени повысить эффективность восстановления. Прессование до компактного состояния в данном случае означает то, что порошкообразную исходную смесь сдавливают и делают ее более плотной, при этом межзеренное расстояние в порошкообразном исходном материале уменьшается. Это представляет собой существенное отличие, например, от предшествующего технического уровня в том виде, как он описан в японской патентной выложенной заявке 9-256017, в соответствии с которой порошок предварительно формуют в куски или гранулы путем использования связующего или посредством спекания.
После применения обработки прессованием в том случае, если неровности образованы на поверхности прессованного слоя с целью увеличения площади поверхности, эффективность восстановления дополнительно повышается, поскольку тепло с верхней части слоя может быть эффективно передано к внутренней части слоя порошкообразной смеси, и выпуск CO2, образующегося при реакции восстановления, также может быть ускорен. Отсутствуют какие-либо особые ограничения, относящиеся к форме неровностей, но в качестве возможного варианта неровности могут иметь, например, линейную, волнистую или решетчатую форму. Если неровности образованы так, что можно разделить прессованный слой на участки соответствующего размера в виде решетки, металлическое железо, образованное путем восстановления при нагреве в каждой "ячейке" решетки, спекается в расплавленный кусок, и тем самым получают куски металлического железа преимущественно одинакового размера, так что последующая обработка (сепарация путем отделения от шлакообразующей составляющей) предпочтительно легко стандартизируется.
Отсутствуют какие-либо особые ограничения, относящиеся к рабочей температуре при восстановлении при нагреве, при условии, что температура выше уровня, при котором может происходить расплавление металлического железа или продукта его науглероживания, образованного путем восстановления. Для того чтобы провести восстановление при нагреве эффективным образом и при этом свести к минимуму термическое повреждение огнеупорных материалов футеровки нагревательной печи 1 или подового элемента, температура должна находиться в интервале 1350 - 1550oС и более предпочтительно 1400 - 1500oС.
На фиг.3-6 показан другой вариант осуществления настоящего изобретения, при этом фиг.3 представляет собой схематичный вид сверху, фиг.4 представляет собой схематичное вертикальное сечение зоны А на фиг.3, фиг.5 и фиг.6 соответственно представляют собой поперечные сечения, выполненные по линиям В-В и С-С на фиг.3.
В устройстве по данному варианту осуществления множество подовых элементов 3, 3, . .. ... расположены на движущемся механизме, который совершает непрерывное поворотное движение вдоль замкнутого контура в виде ("плоского") трека, при этом все операции по обработке исходного материала в виде порошкообразной смеси: подача, прессование (сжатие) до компактного состояния (кроме того, образование неровностей), восстановление при нагреве и расплавление, выгрузка продуктов - могут выполняться непрерывно в процессе движения вдоль замкнутого контура в виде трека.
В частности, на фиг. 3 показаны соответственно секции 7а, 7b подачи исходного материала, секции 8а, 8b прессования (или дополнительного образования неровностей), зоны D и Е восстановления при нагреве и секции 9а, 9b выгрузки продуктов, при этом замкнутый контур в виде трека разделен пополам, так что две операции восстановления при нагреве и расплавлении могут проводиться непрерывно в одном замкнутом контуре.
Порошкообразный исходный материал, подаваемый на подовый элемент 3 на участках 7а, 7b подачи исходного материала, прессуют до компактного состояния в секциях 8а, 8b прессования, после чего он направляется в зоны D, Е нагрева и получает тепло от нагревательного устройства, например горелки 5, в зонах D, Е для осуществления восстановления при нагреве. После этого подовый поддон 3, поступающий в секции 9а, 9b выгрузки после завершения восстановления и расплавления, наклоняют с помощью возможного кантователя, как показано на фиг. 4 и фиг. 6, и за счет этого продукты, находящиеся внутри поддона (продукты восстановления и плавления), выгружаются в печь 6 для плавления и сепарации, и восстановленное железо Fe и образованный шлак S последовательно разделяются благодаря разнице удельных весов.
Кроме того, в данном варианте осуществления, как показано на фиг.3 и фиг. 4, предусмотрены вспомогательные секции 10а, 10b для подачи исходного материала, каждая из которых расположена приблизительно в средней (промежуточной) части зоны D, Е нагрева, так что в этой средней части может быть дополнительно подан исходный материал в виде порошкообразной смеси. То есть, даже если исходный материал, поданный в виде порошкообразной смеси, был ранее подвергнут прессованию, его объем уменьшается до приблизительно 1/2-1/3 за счет сжигания углеродсодержащего материала и восстановления оксида железа на операции восстановления при нагреве и расплавления. Следовательно, если работа будет продолжаться так же, невозможно будет полностью использовать эффективные эксплуатационные характеристики подового элемента 3 (внутренний объем) во второй половине цикла восстановления при нагреве. Соответственно чрезвычайно эффективным мероприятием для повышения производительности является дополнительная загрузка исходного материала в виде порошкообразной смеси в количестве, соответствующем уменьшенному объему, на участках 10а, 10b дополнительной подачи в тот момент, когда объем исходного материала в виде порошкообразной смеси уменьшится в каждом из подовых элементов 3 в процессе восстановления при нагреве, как показано на чертеже, и последующее осуществление восстановления при нагреве.
Фиг. 7 представляет собой схематичное вертикальное сечение, иллюстрирующее следующий вариант осуществления настоящего изобретения, в котором множество подовых элементов 3, 3,...... прикреплены к приводному устройству гусеничного типа, обеспечивающему перемещение по замкнутой траектории, при котором последовательность операций для исходного материала в виде порошкообразной смеси: подача --> прессование до компактного состояния --> восстановление при нагреве и расплавление --> выгрузка - может выполняться на практике непрерывно вдоль замкнутой цепи. То есть, как показано на чертеже, исходный материал подают на участке 7 подачи исходного материала, находящемся на левом конце в верхней части замкнутого контура, на подовый элемент 3, порошкообразный исходный материал прессуют с помощью прессующего валика 8 и в качестве возможного варианта на слое материала образуют неровности, и после этого исходный материал направляют в секцию печи 1 нагрева, имеющую нагревательное устройство, такое как горелки 5, и нагревают, за счет этого осуществляются восстановление и расплавление, причем они происходят так же, как было разъяснено для ранее проиллюстрированного варианта осуществления. После этого продукт охлаждают с помощью охлаждающего устройства 12, расположенного за секцией нагрева по ходу движения материала, и когда продукт достигнет правого конца на фиг. 7, подовый элемент 3 наклоняют в соответствии с направлением его поворота, и продукт сходит с подового элемента 3 и самопроизвольно падает вниз под действием силы тяжести. Соответственно может быть обеспечен прием продукта в расположенном ниже месте, измельчение его в порошок и последующее разделение на металлическое железо и шлак, например, с помощью магнитной сепарации.
При реализации данного способа на практике необходимо, чтобы продукт мог легко сходить с подового элемента 3 и падать. Для этой цели секцию 13 для подачи активатора схода продукта располагают в нижней части замкнутого контура, и активатор схода продукта, например жидкую суспензию МgО, наносят в виде покрытия на принимающую поверхность подового элемента 3 в определенной позиции в данном варианте осуществления. Активатор освобождения пода способствует сходу продукта с поверхности подового элемента, как описано выше, и отсутствуют какие-либо особые ограничения, связанные с типом активатора, при условии, что он предпочтительно содержит вещество, имеющее температуру плавления, превышающую температуру плавления восстановленного железа или образованного шлака, или вещество, которое включается в образующийся шлак для повышения температуры плавления шлака. С учетом эффекта активации схода продукта и стоимости наиболее предпочтительными являются оксиды металлов, такие как МgО, СаО, Аl2O3, или сложные оксиды, содержащие их. Нанесение активатора схода продукта на поверхность подового элемента предпочтительно, поскольку продукт может сойти с пода, как описано выше, и, кроме того, может быть замедлено термическое разрушение поверхности подового элемента с целью увеличения долговечности. Кроме того, активатор схода продукта также может быть подан в порошкообразном виде перед участком подачи порошкообразного исходного материала в дополнение к показанному варианту осуществления.
Кроме того, в варианте осуществления, показанном на фиг.7, целесообразно рекуперировать отходящие газы, выходящие из зоны восстановления при нагреве и расплавления через газоотводный канал 14, и эффективно использовать тепло, содержащееся в них, или горючие газы, содержащиеся в отходящих газах, в качестве источника тепловой энергии или топлива.
Фиг.8 и фиг.9 соответственно представляют собой схематичное вертикальное сечение и схематичное поперечное сечение, иллюстрирующие дополнительный вариант осуществления настоящего изобретения, причем на них показано устройство для проведения восстановления при нагреве и расплавления на дискообразном поде 3, вращающемся в печи, выполненной в виде тороида.
Устройство имеет конструкцию, в которой дискообразный под 3 вращается подобно поворотному столу в нагревательной печи 1 тороидальной формы, в которой исходный материал в виде порошкообразной смеси подают из устройства 7 для подачи на участке подачи исходного материала, смесь прессуют с помощью прессующего валика 8, и восстановление и расплавление осуществляются за счет тепла от горелок 5. Затем, после охлаждения продукта восстановления в зоне 12 охлаждения продукт выгружают с помощью механизма 15 для выгрузки шнекового типа, расположенного далее по ходу движения, при этом продукт отходит от поверхности пода, и шлакообразующие составляющие и восстановленное железо разделяются с помощью сита или устройства для магнитной сепарации, которые на чертеже не показаны. Кроме того, при реализации данного способа на практике целесообразно нанести покрытие или распылить активатор схода продукта в зоне, находящейся непосредственно перед участком 7 подачи исходного материала по ходу движения, с целью активации схода продукта и замедления термического разрушения пода, а также целесообразно предусмотреть образование неровностей на поверхности прессованного слоя с помощью части прессующего валика 8 для повышения эффективности восстановления при нагреве и, кроме того, целесообразно эффективно использовать отходящие газы из зоны нагрева.
На фиг. 10 показано схематически поперечное сечение, иллюстрирующее дополнительный вариант осуществления настоящего изобретения, содержащий множество подовых элементов 3а, 3b, 3с,..., вращающихся вокруг общей оси вдоль горизонтального направления в цилиндрической жаропрочной печи А, и имеющий конструкцию, обеспечивающую их вращение за счет возможного источника движения, расположенного вдоль внутренней окружной стенки жаропрочной печи А. Участок 7 подачи исходного материала и участок 9 выгрузки продукта расположены в некоторых возможных местах жаропрочной печи А, и горелка 5а для подогрева, находящаяся непосредственно перед позицией подачи исходного материала, нагревательные горелки 5b, 5b,... ..., расположенные за горелкой 5а в направлении вращения, и участок 12 охлаждения путем продувки, расположенный еще дальше за ними, расположены вдоль направления вращения подовых элементов.
При проведении восстановления и расплавления с использованием данного устройства исходный материал в виде порошкообразной смеси загружают на участке 7 подачи исходного материала в печь А, пока подовый элемент 3а, подогретый горелкой 5а для подогрева, поворачивается, и до тех пор, пока он не достигнет участка 7 подачи исходного материала. Загруженный исходный материал в виде порошкообразной смеси получает тепло от горелки 5b в процессе поворота, будучи помещенным на подовый элемент 3а, и после этого подвергается восстановлению с образованием восстановленного железа, в то время как шлакообразующие составляющие последовательно отделяются. После этого, дальше по ходу движения холодный продувающий поток направляется к материалу на участке 12 охлаждения продувкой с целью охлаждения и обеспечения затвердевания восстановленного железа и шлакообразующих составляющих, образованных в процессе восстановления и расплавления, которые затем выгружаются на участке 9 выгрузки продукта из печи А для разделения металлического железа и шлакообраэующих составляющих, например, путем магнитной сепарации. Восстановленное железо можно производить непрерывно путем непрерывного выполнения следующих операций для исходного материала в виде порошкообразной смеси: загрузка --> восстановление при нагреве и расплавление --> охлаждение и затвердевание --> выгрузка --> отделение металлического железа.
Несмотря на то что показан пример, в котором происходит однократное охлаждение для обеспечения затвердевания металлического железа, образованного путем восстановления и расплавления в печи А, и последующая выгрузка этого железа из печи А, также целесообразно расположить нагревательную горелку близко от участка 12 охлаждения продувкой в показанном варианте осуществления, полностью расплавить восстановленное железо и шлакообразующие составляющие на этом участке и затем выгрузить их в расплавленном состоянии на участке 9 выгрузки.
Способ и устройство согласно изобретению были разработаны, например, в том виде, как описано выше. Наиболее характерным признаком изобретения является то, что осуществляется восстановление при нагреве смеси источника оксидов железа и углеродсодержащего восстановителя в порошкообразном виде, как описано выше, и что получающееся в результате, восстановленное железо отделяется в расплавленном состоянии от шлакообразующих составляющих, тем самым обеспечивается возможность подавления включения шлакообразующих составляющих в металлическое железо с целью получения восстановленного железа с высокой чистотой Fe. За счет использования данного способа и устройства можно получить восстановленное железо с чрезвычайно высокой степенью чистоты Fe, например 95% или выше и, кроме того, с содержанием железа 98% и выше, даже из низкосортного источника оксидов железа с меньшим содержанием оксида железа, а также из высокосортного источника оксидов железа. Соответственно с помощью настоящего изобретения можно эффективно получать железо даже из отходов, содержащих небольшое количество оксидов железа, например из отходов в виде колошниковой пыли. Кроме того, также целесообразно повысить степень извлечения железа путем возврата отделенного шлака как исходного материала в систему и последующего восстановления составляющей, представляющей собой оксид железа и содержащейся в шлаке в небольшом количестве.
Кроме того, как правило, в качестве углеродсодержащего восстановителя, применяемого в качестве добавки к источнику оксидов железа, используют уголь или кокс в порошкообразном виде. Однако, поскольку в них содержится значительное количество серы, может возникнуть проблема, связанная с тем, что значительное количество серы будет смешиваться с восстановленным железом, образованным на операции восстановления при нагреве, что приводит к увеличению объема работы по десульфуризации на последующей операции очистки. Тем не менее, если при реализации настоящего изобретения на практике обессеривающую добавку, содержащую, например, карбонат кальция, карбонат натрия или хлорид кальция, включить в соответствующем количестве в исходный материал в виде порошкообразной смеси для того, чтобы можно было улавливать серу, содержащуюся в материале на операции восстановления при нагреве, посредством обессеривающей добавки, отделять и удалять вместе со шлаком, то можно также уменьшить содержание серы в получающемся в результате восстановленном железе до минимально возможных значений.
Конструкция, а также функционирование и результаты, достигаемые с помощью способа и устройства согласно изобретению, разъясняются более подробно со ссылкой на примеры. Однако следует отметить, что настоящее изобретение не ограничено приведенными ниже примерами и может быть реализовано на практике с соответствующими изменениями в рамках объема изобретения, которые соответствуют сути изобретения, которая изложена выше и будет дополнительно раскрыта ниже, при этом все указанные изменения находятся в рамках объема технических решений по настоящему изобретению.
Пример 1
Измельченные в порошок железную руду и уголь с нижеприведенным составом компонентов смешивали до получения однородной смеси при нижеприведенном соотношении, и порошкообразную смесь (со средним размером зерен 35 мкм) размещали на огнеупорном поддоне с размерами 100 x 100 мм и толщиной 40 мм, и затем загружали в электрическую печь и нагревали при 1400oС в атмосфере газообразного азота, и изменения в порошкообразной смеси наблюдали через смотровое окно.
В результате было отмечено, что с течением времени началось восстановление железных руд, восстановленное расплавленное железо образовывалось в виде отдельных точек и затем происходило его оседание и последующее спекание, и примерно через 50 мин происходило разделение материала на множество кусков восстановленного железа и шлак в расплавленном состоянии. После этого восстановленное железо и шлак охлаждали и поддон извлекали из электрической печи, при этом получали множество кусковатых образований металлического железа с металлическим блеском и черный шлак с нижеуказанными составами компонентов.
Порошкообразная смесь из исходных материалов
Состав порошка из железной руды (в вес.%):
Общее содержание Fe (T.Fe): 69,4%, FeO: 30,1%, SiO2:l,75%, Al2O3: 0,49%, CaO: 0,45%
Состав угольного порошка (в вес.%):
Связанный углерод: 68,5%, летучая составляющая: 21,4%, зола: 10,1%.
Порошок из железой руды: угольный порошок = 76,9%:23,1%
Состав продукта (в вес.%)
Кусок восстановленного железа
Общее содержание Fe: 96,75%, FeO: 0,31%, металлическое железо: 96,39%, общее содержание углерода: 2,22%, металлизация: 99,63%.
Шлак
Общее содержание Fe: 5,15%, FeO: 0,56%, металлическое железо: 4,58%, SiO2: 44,63%, Аl2O3:19,18%, CaO: 10,38%.
Пример 2
Порошкообразную смесь, образованную путем однородного смешивания таких же порошка железной руды и угольного порошка, как использованные в примере 1, в том же соотношении (со средним размером зерен 35 мкм) располагали в виде 9 порций на огнеупорном поддоне в состоянии, при котором каждая порция была спрессована в трапециевидную форму (в форму усеченной пирамиды) (верхняя поверхность 20 • 20 мм, нижняя поверхность 35 • 35 мм и толщина 30 мм), и эти порции на поддоне загружали в электрическую печь и нагревали при 1400oС в атмосфере газообразного азота, и изменения в порошкообразной смеси наблюдали через смотровое окно.
В результате было отмечено, что с течением времени началось восстановление железных руд, восстановленное расплавленное железо образовывалось в виде отдельных точек, и затем происходило его оседание и последующее спекание во всех девяти порциях, и примерно через 17 мин образовались девять кусков расплавленного восстановленного железа. После этого их охладили и поддон извлекли из электрической печи при охлаждении, при этом получили девять кусковатых образований металлического железа с металлическим блеском и черный шлак с нижеуказанными составами компонентов.
Состав продукта (в вес.%)
Кусок восстановленного железа
Общее содержание Fe: 96,35%, FeO: 0,30%, металлическое железо: 95,96%, общее содержание углерода: 2,75%, металлизация: 99,59%.
Шлак
Общее содержание Fe: 10,66%, FeO: 2,37%, металлическое железо: 8,57%, SiO2: 49,42%, Аl2О3: 17,40%, CaO: 9,51%.
Промышленная применимость
Как описано выше, восстановленное железо с высокой степенью чистоты Fe можно получить чрезвычайно просто и эффективно путем восстановления при нагреве и расплавления порошкообразной смеси из источника оксидов железа и углеродсодержащего восстановителя в том виде, как она есть, или при компактном состоянии смеси. В частности, поскольку вообще не требуется предварительная формовка в кусковатую форму или гранулы, как в способе получения железа прямым восстановлением, который повсеместно используется в настоящее время, и, кроме того, поскольку реакция восстановления проходит быстро в состоянии, при котором источник железа и восстановитель находятся в контакте друг с другом, эффективность восстановления чрезвычайно высока. Кроме того, поскольку образования из восстановленного железа, полученного путем восстановления, слипаются друг с другом и образуют агломераты в расплавленном состоянии при одновременном вытеснении шлакообразующих составляющих, можно легко получить восстановленное железо с меньшим количеством включенных шлакообразующих составляющих и с исключительно высокой степенью чистоты Fe даже при использовании источника оксида железа с низким качеством железа, не говоря уже об использовании источника оксида железа с высоким качеством железа. Следовательно, можно эффективно извлекать железо из сырья, представляющего собой низкосортные железные руды, которое до сих пор считалось непригодным в качестве исходного материала для получения железа способом прямого восстановления в промышленном масштабе, а также из отходов, например из отходов с меньшим содержанием железа, выходящих в виде колошниковой пыли.
Кроме того, использованием устройства согласно изобретению обеспечивает возможность непрерывного прямого получения железа с помощью способа, предусматривающего применение исходного материала в виде порошкообразной смеси, и позволяет достаточно просто организовать производство в больших промышленных масштабах.
Полное описание заявки на патент Японии 9-291378, поданной 23 октября 1997, включая ее описание, формулу изобретения, чертежи и реферат, включено в данную заявку путем ссылки во всей своей полноте.
Способ получения металлического железа включает в себя нагрев порошкообразной смеси из порошка, содержащего оксид железа, и порошка, содержащего углеродсодержащий восстановитель, размещенной на поде, в результате чего происходит восстановление и расплавление и может быть получено восстановленное железо с чрезвычайно низким количеством включенных в него шлакообразных составляющих и с высокой степенью чистоты Fe даже при использовании источника оксида железа с низким качеством железа: не требуется никакой предварительной формовки порошка исходного материала в кусковатую форму или гранулы. 2 с. и 11 з.п.ф-лы, 10 ил.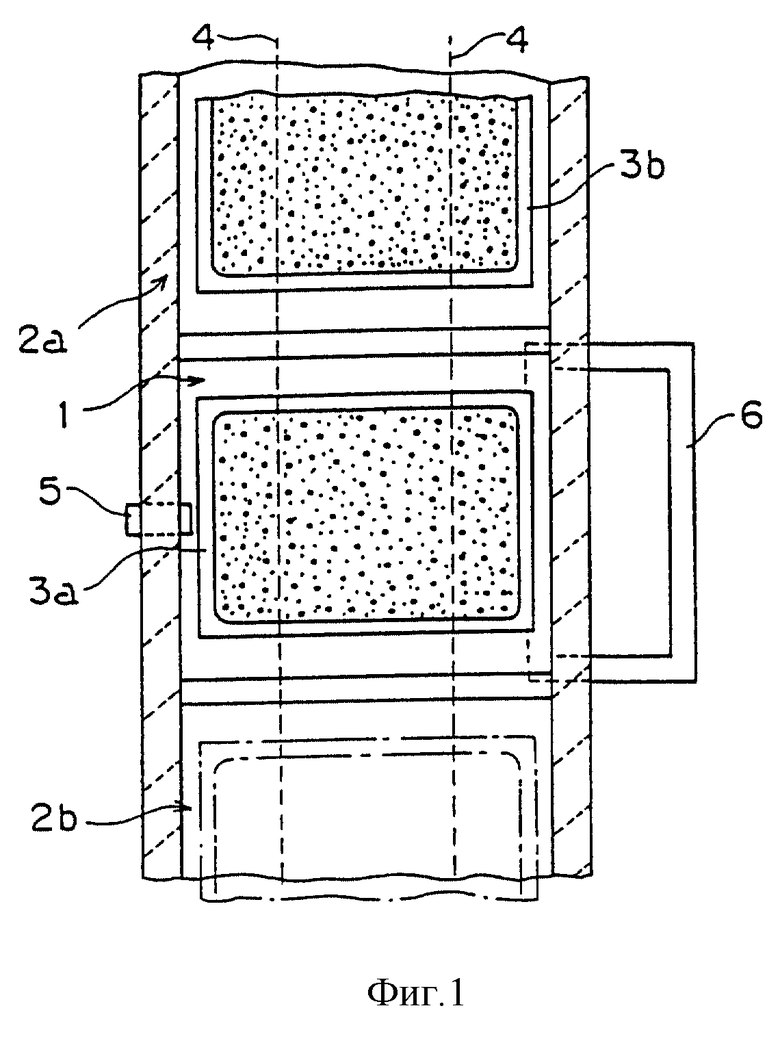
2. Способ по п. 1, отличающийся тем, что размещенную на поде порошкообразную смесь подвергают прессованию и затем нагревают.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 39447621, 30.03.1975 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для получения губчатого железа | 1979 |
|
SU808805A1 |

