Изобретение относится к продувочному клапану, в частности, для продувки литейной формы для изготовления юбочных изоляторов в соответствии с ограничительной частью п.1 формулы изобретения.
При изготовлении юбочных изоляторов, которые состоят из выполненного в виде сплошного или полого тела сердечника и нескольких приформованных к нему юбок с предусмотренными на них и соединенными с сердечником, проходящими вниз манжетами, в основном, воронкообразную литейную форму заливают эластомером предпочтительно из силикона. Затвердевшее тело затем вынимают из формы (DE-A2618693). При этом между формой и юбкой первоначально создается вакуум, который, прежде всего, деформирует юбку, пока воздух не сможет подаваться в одном месте в литейную форму. При выемке из формы в юбке возникают напряжения или даже трещины, которые делают юбку непригодной для применения в качестве изолятора.
С помощью данного изобретения должна решаться задача, связанная с устранением повреждающей деформации литейных тел любого типа при выемке из литейной формы, посредством применения продувочного клапана нового типа.
Эта задача решается посредством отличительных признаков, приведенных в отличительной части п.1 формулы изобретения.
Продувочный клапан в соответствии с изобретением быстро и просто очищается, так как корпус клапана легко демонстрируется из клапанной коробки и, таким образом, может прочищаться вне литейной формы или тому подобного. Продувочный клапан в соответствии с изобретением может применяться также при других процессах по удалению воздуха, в частности при других процессах удаления из формы, при которых создается или может создаваться вакуум.
Другие предпочтительные особенности изобретения даны в зависимых пунктах формулы изобретения и подробнее описываются ниже с помощью представленного на чертеже примера исполнения.
На чертежах изображено
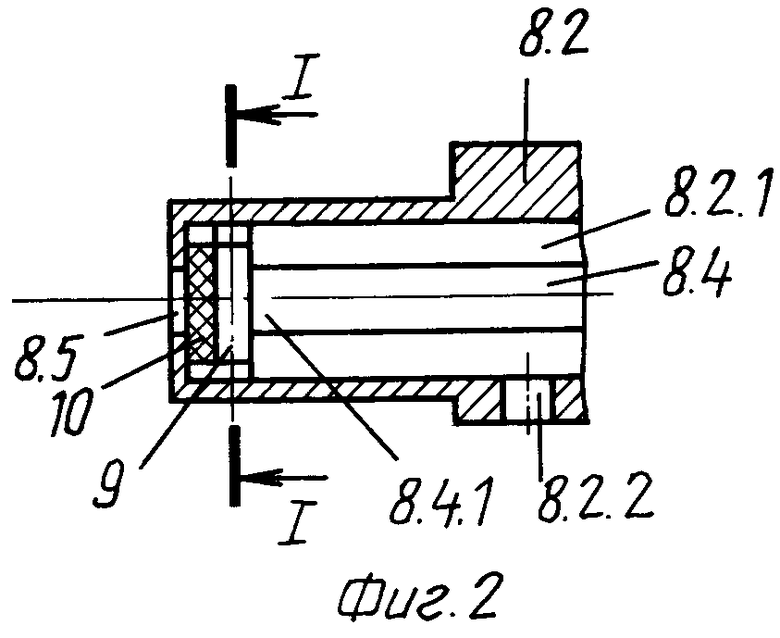
фиг. 1 - вид сбоку в поперечном сечении одной половины приформованной к полому сердечнику юбки с литейной формой и продувочным клапаном в соответствии с изобретением в отлитом состоянии юбки,
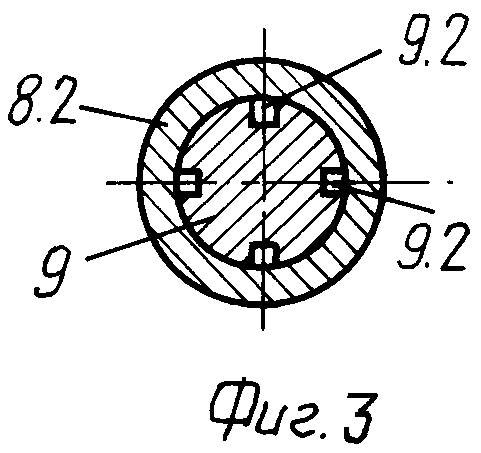
фиг.2 - отрезок продувочного клапана с седлом клапана и
фиг.3 - вид седла клапана с сечением 1-1 фиг.2.
Позицией 1 обозначена деталь юбочного изолятора, которая имеет сердечник 2 или выполненную в виде полого тела стенку сердечника и приформованную к нему юбку 3 с приформованной манжетой 4. Сердечник 2 состоит из усиленного активным наполнителем, в частности стекловолокном, изолирующего материала, предпочтительно из силикона. Над сердечником 2 вставлена состоящая из одной или нескольких частей форма 5, которая имеет выполненное в соответствии с формулой юбкой 3 с манжетой 4 воронкообразную профильную зону 5.1. Образующая манжету 4 часть 5.2 профильной зоны 5.1 имеет на конце 4.1 манжеты кольцевой зазор 6, который для проведения литейного процесса закрыт эластичным уплотнением 7, например кольцевым уплотнением или O-образным уплотнением.
В области конца 4.1 манжеты в форме 5 сбоку предусмотрен продувочный клапан 8 в форме стержня или штифта, например в форме тарельчатого или конического клапана. Продувочный клапан 8 может быть ввинчен в форму 5 или, например, плотно вставлен и закреплен при помощи червячного винта или тому подобного. Предпочтительно наружная поверхность 8.1 продувочного клапана 8 доходит до поверхности юбки 3 или до поверхности 4.2 манжеты 4 юбки 3. В частности, она выполнена заподлицо с поверхностью формы 5.
Для изготовления юбки 3 с манжетой 4 форму 5, прежде всего, размещают на соответствующем месте на сердечнике 2 или на стенке сердечника и герметизируют эластичным уплотнением 7. Затем профильную зону 5.1 сверху заполняют литейным материалом, который затем затвердевает в изолирующий корпус. В качестве подходящего материала служит не усиленный или усиленный, прежде всего, обладающий литейными свойствами и затем упрочняющийся за счет образования полимерной сетки полимерный материал, в частности силикон. Этот материал при полимеризации соединяется с материалом сердечника 2 или стенкой сердечника. После затвердевания или упрочнения залитого материала форма 5 вместе с уплотнением 7 перемещается на чертеже вниз. В образующейся за счет этого полости при этом создается вакуум, который при отсутствии клапана 8 тянет юбку 3 вниз особенно на наружном краю, вследствие чего на его верхней стороне могут возникать напряжения или даже трещины.
В соответствии с изобретением продувочный клапан 8 выполнен как клапан, находящийся в исходном положении в закрытом положении. Он состоит из клапанной коробки 8.2 в форме стержня или штифта и из навинчиваемого на эту клапанную коробку 8.2 или ввинчиваемого в нее в ее осевом удлинении корпуса 8.3 клапана. В предпочтительно центральном, коаксиальном с клапанной камерой 8.2.1 клапанной коробки 8.1 отверстии 8.3.1 установлена с возможностью перемещения тяга 8.4.
Тяга 8.4 проходит через клапанную камеру 8.2.1. На конце 8.4.1 тяги 8.4 предусмотрен затвор 9 клапана с уплотнением 10. Последнее в исходном положении продувочного клапана 8 герметично прилегает к клапанному отверстию 8.5 наружной поверхности 8.1 клапанной коробки 8.2, удерживаясь пружиной 11 сжатия в закрытом положении. Для этого пружина 11 сжатия зажата между напорной поверхностью 8.3.2 корпуса 8.3 клапана и предусмотренным в области клапанной камеры 8.2.1 на тяге 8.4 упорным фланцем 8.4.2 или на обратной стороне 9.1 затвора 9 клапана.
За счет тянущегося усилия на выступающем из корпуса 8.3 клапана конце 8.4.3 тяга 8.4 может быть вытянута наружу против силы пружины сжатия 11, уплотнение 10 поднято из отверстия 8.5 клапана и, таким образом, продувочный клапан 8 открывается.
Клапанная коробка 8.2 имеет отверстие 8.2.2 для впуска воздуха, через которое при открытом продувочном клапане 8 воздух или другая газообразная среда может поступать в клапанную камеру 8.2.1 и выходить через клапанное отверстие 8.5. Для лучшего прохождения воздуха затвор клапана 9 предпочтительно снабжен боковыми байпасными каналами 9.2 и, в данном случае, также уплотнение 10 снабжено соответствующим образом расположенными боковыми байпасными клапанами 10.1.
Принцип действия продувочного клапана 8 в соответствии с изобретением при представленном устройстве заключается в следующем.
В форму 5 заливают описанный вначале литейный материал. После его затвердевания форму 5 вместе с эластичным уплотнением 7 сдвигают вниз на чертеже. В то же время или предпочтительно чуть раньше открывают продувочный клапан 8 и за счет этого продувается форма 5, так что отлитая юбка 3 может быть легко и без повреждений вынута из формы 5.
Существенное преимущество нового продувочного клапана 8 состоит в том, что клапанная коробка 8.2 может быть вставлена в форму 5 и закреплена в форме 5 посредством, например, червячного винта, в то время как, с другой стороны, корпус 8.3 клапана с тягой 8.4, пружиной 11 сжатия, затвором 9 клапана и уплотнением 10 легко может быть разъединен и извлечен из клапанной коробки 8.2.
Эти извлеченные части затем могут быть прочищены вне формы 5, если, например, байпасные каналы 9.2 и/или 10.1 будут заполнены литейной смолой, в частности силиконом. Также легко могут заменяться отдельные части. Клапанная коробка 8.2, таким образом, остается жестко связанной с формой 5. Очистка и возможно необходимая замена частей может поэтому производиться быстрее и удобнее, чем при продувочном клапане, образующем неразъемный блок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЮБОЧНОГО ИЗОЛЯТОРА | 1998 |
|
RU2214014C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО ПЛАСТМАССОВОГО ИЗОЛЯТОРА | 2002 |
|
RU2290307C2 |
| ЭЛЕКТРИЧЕСКАЯ РОЗЕТКА С ДВУМЯ ГНЕЗДАМИ | 2004 |
|
RU2329577C2 |
| СИФОН ДЛЯ САНТЕХНИЧЕСКИХ УСТРОЙСТВ, В ЧАСТНОСТИ ПИССУАРОВ | 2018 |
|
RU2723322C1 |
| ПЕНООБРАЗУЮЩИЙ НАСОС | 2020 |
|
RU2781634C1 |
| ПОРШНЕВОЙ НАСОС ДЛЯ ПОДАЧИ ВЫСОКОПЛОТНЫХ СРЕД С ПОСТОЯННОЙ СКОРОСТЬЮ | 2004 |
|
RU2324070C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТРУБОПРОВОДА | 2009 |
|
RU2390769C1 |
| КАПСУЛИРОВАННЫЙ, ПРОЧНЫЙ НА СЖАТИЕ, НЕГЕРМЕТИЧНЫЙ, ОСЕСИММЕТРИЧНЫЙ, ВЫСОКОЭФФЕКТИВНЫЙ ИСКРОВОЙ ПРОМЕЖУТОК | 2006 |
|
RU2379807C2 |
| КАРТРИДЖ ДЛЯ ОСУШИТЕЛЯ ВОЗДУХА | 2004 |
|
RU2351387C2 |
| РАСПЫЛИТЕЛЬ ДЛЯ ЖИДКИХ ПРОДУКТОВ (ВАРИАНТЫ) | 1995 |
|
RU2156664C2 |
Продувочный клапан, в частности, для продувки литейной формы для изготовления юбочных изоляторов, должен быть улучшен таким образом, чтобы устранялась повреждающая деформация литейного тела при выемке из литейной формы. Это достигается в основном за счет того, что продувочный клапан состоит из клапанной коробки в форме стержня или штифта, на одной торцевой стороне которого предусмотрено клапанное отверстие и на другой его торцевой стороне в осевом удлинении клапанной коробки с возможностью разъема размещен корпус клапана. Изобретение решает задачу устранения повреждения деформации литейных тел. 4 з.п. ф-лы, 3 ил.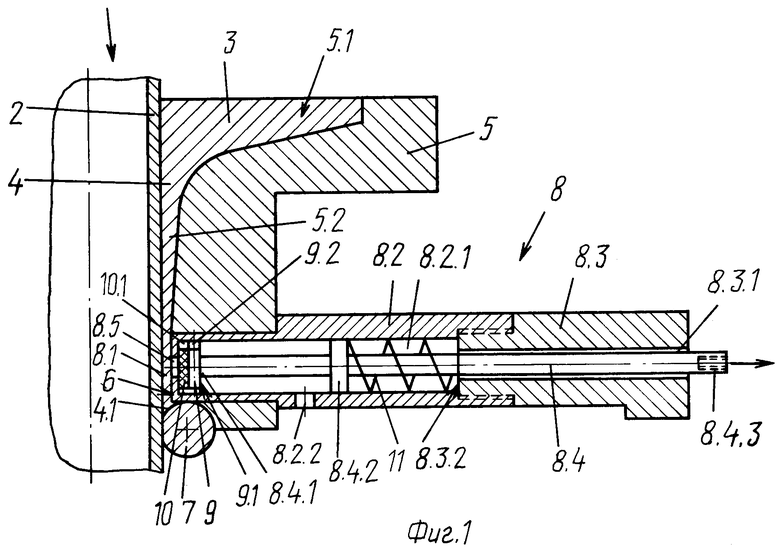
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ РАСПЛАВОВ | 1984 |
|
SU1187353A1 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2020249C1 |
| US 5648132 A, 15.07.1997 | |||
| Способ повышения гидравличности доломитовой извести | 1933 |
|
SU33848A1 |
| US 4690630 A, 01.09.1987. | |||
