Данное изобретение относится к способу и форме для изготовления юбочного изолятора в соответствии с ограничительными частями пп.1 и 8 формулы изобретения.
Такого рода юбочный изолятор известен из DE-A-2300145. Он состоит из сердечника и нескольких приформованных к нему юбок с приформованной к каждой юбке и соединенной с центральной частью, проходящей вниз манжетой. Изготовление осуществляют таким образом, что прежде всего, над сердечником размещают состоящую из двух частей, плотно сжатую форму, которая образует воронкообразную литейную форму, конусная часть которой при заливке изоляционного материала образует юбку, а нижняя часть которой образует манжету. Форма окружает сердечник снизу на расстоянии в форме кольцевого зазора, который перед проведением литейного процесса герметизируется уплотнительным кольцом. Детали формы после упрочнения изолирующего материала снимаются в стороны.
При экспериментах с состоящей из одной или нескольких частей литейной формой, которую после упрочнения изолирующего или литейного материала снимали вниз, оказалось, что при освобождении юбки от формы путем стягивания формы вниз имели место случаи, при которых юбка вместе с ней стягивалась вниз и при этом край юбки деформировался, т.е. отгибался вниз, так сильно, что в материале юбки появлялись напряжения или даже трещины. Из-за этого могла быть обеспечена безупречная изоляция.
С помощью данного изобретения должна решаться задача по созданию способа и формы, с помощью которых может достигаться безупречное изъятие юбки из формы.
Эта задача решается с помощью способа изготовления юбочного изолятора из пластмассы, содержащего выполненный как сплошное или полое тело сердечник и соединенные с сердечником юбки, а также приформованные на юбки, коаксиально окружающие сердечник манжеты, при помощи состоящей из одной или нескольких частей формы, при изготовлении коаксиально охватывающей сердечник и на конце манжеты соответственно изготовляемой юбки, образующей кольцевой зазор относительно сердечника, герметизированного эластичным уплотнением. После герметизации в форму сверху заливают сначала обладающий литейными свойствами материал, полимеризуюшийся в твердый электроизолирующий корпус, и после полимеризации и образования соответствующей юбки с манжетой форму с уплотнением отодвигают от юбки и при этом образованную юбку с манжетой вынимают из формы. При этом применяют форму, по меньшей мере, с одним расположенным сбоку клапаном, который доходит до поверхности юбки или манжеты. Непосредственно после начала аксиального удаления формы или в процессе ее аксиального удаления от юбки с манжетой в образующуюся между сердечником и юбкой с манжетой, с одной стороны, и формой, с другой стороны, полость под действием образующегося в ней низкого давления клапан открывается самостоятельно или с применением тянущего усилия или давления, и через клапан в полость вводят газообразную среду, так что становится возможным снятие формы без деформации юбки, во всяком случае, без недопустимой ее деформации.
При удалении из формы юбки с манжетой клапан вследствие низкого давления в полости сначала открывается самостоятельно и затем под давлением вдувают газообразную среду, в частности воздух, при этом подачу газообразной среды осуществляют через клапан в полость снаружи с избыточным давлением.
Для подачи газообразной среды используют клапан, приводимый в действие механическим, пневматическим, электрическим или гидравлическим путем. Согласно примеру исполнения применяют управляемый толкателем клапана клапан, открываемый при давлении на его толкатель или открываемый под действием тянущего усилия на толкателе клапана.
В соответствии с изобретением при заявленном способе применяют форму, при которой клапан входит в концевой участок образующей манжету части формы, при этом клапан открыт или открывается только тогда, когда форму отводят настолько, что при открывании или полном открывании клапана наружная поверхность клапанной тарелки или конуса клапана находится под концом манжеты.
Форма согласно изобретению имеет воронкообразную профильную зону, и клапан, находящийся в области образующей манжету части профильной зоны, входит в нее. Клапан может быть также размещен в области конца манжеты.
С помощью названных мер и признаков в соответствии с изобретением юбка при удалении из формы больше не может прилипать к форме, так как между формой и юбкой только кратковременно создается или вообще не создается вакуум. Поэтому юбка может быть извлечена из формы без деформации.
Другие предпочтительные варианты исполнения изобретения даны в зависимых пунктах формулы и подробнее описываются ниже с помощью представленных на чертеже примеров исполнения.
Фиг. 1 - вид сбоку в поперечном сечении одной половины приформованной к сердечнику юбки с формой в залитом состоянии,
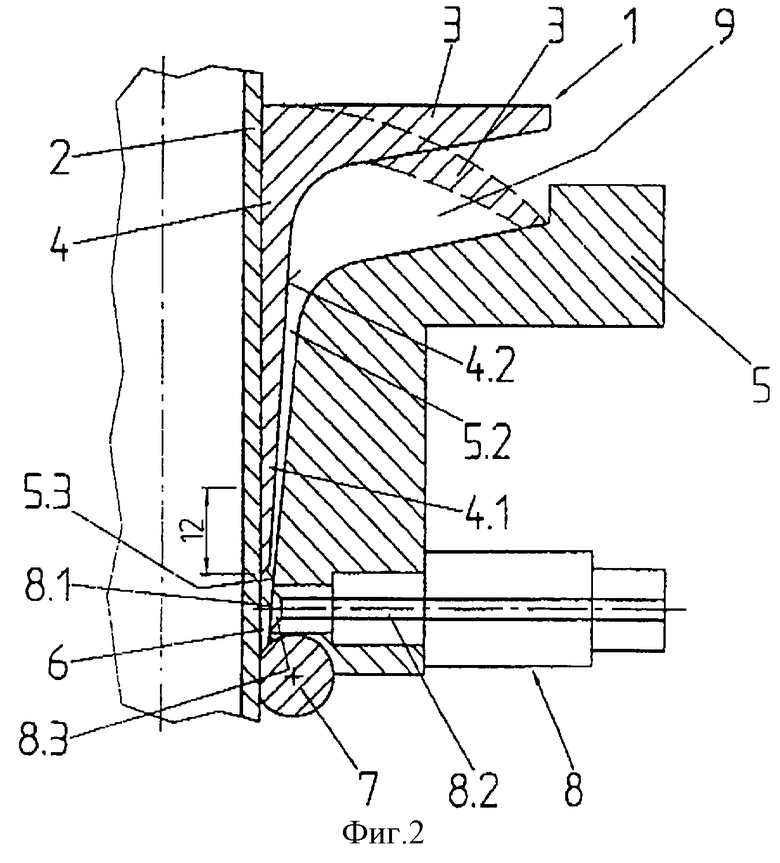
фиг.2 - вид в соответствии с фиг.1 в частично вынутом из формы состоянии с деформацией и без деформации юбки и
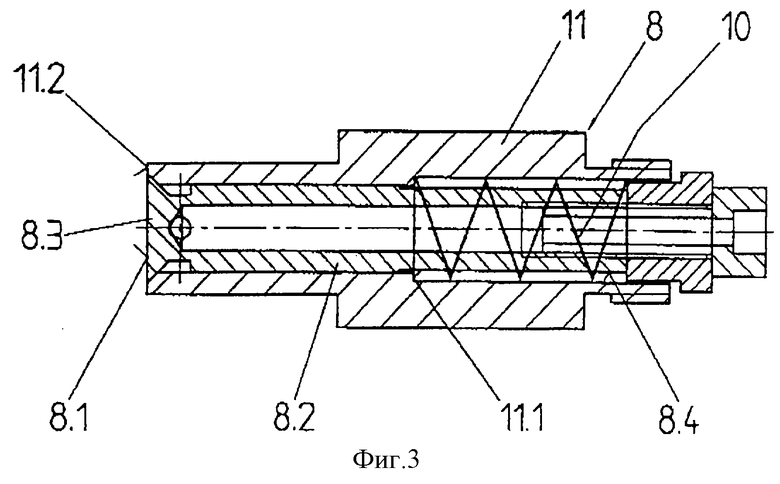
фиг.3 - поперечное сечение через установленный в форму клапан.
Позицией 1 обозначена часть юбочного изолятора, сердечник которого выполнен как цельное или, как представлено, полое тело 2 и имеет приформованную к нему юбку 3 с приформованной манжетой 4. Сердечник 2 выполнен из усиленного активным наполнителем, в частности стекловолокном, изолирующего материала, в частности из силикона. Над сердечником 2 установлена состоящая из одной или нескольких частей форма 5, которая имеет выполненную в соответствии с формулой юбкой 3 с манжетой 4 воронкообразную профильную зону 5.1. Образующая манжету 4 часть 5.2 профильной зоны 5.1 имеет на конце 4.1 манжеты кольцевой зазор 6, который для проведения литейного процесса закрыт эластичным уплотнением 7, например, в форме кольцевого или O-образного уплотнения.
В области конца 4.1 манжеты в форме 5 сбоку предусмотрен, в частности ввинчен, клапан 8, например, в форме тарельчатого или конического клапана. Наружная поверхность 8.1 клапана 8 предпочтительно доходит до поверхности юбки или до поверхности 4.2 манжеты 4. В частности, она выполнена заподлицо с поверхностью 5.3 формы 5.
Для изготовления юбки 3 с манжетой 4 форму прежде всего помещают на соответствующее место на сердечнике 2 или на стенке сердечника и герметизируют эластичным уплотнением 7. Затем профильную зону 5.1 заполняют сверху литейным материалом, который затем затвердевает в изолирующий профильный корпус. В качестве подходящего материала служит не усиленный или усиленный, прежде всего обладающий литейными свойствами и затем упрочняющийся за счет образования полимерной сетки полимерный материал, в частности силикон. Этот материал при полимеризации соединяется с материалом сердечника 2 или стенкой сердечника.
После затвердевания или упрочнения залитого материала форму 5 вместе с уплотнением 7 отодвигают на чертеже вниз. За счет этого образуется, как представлено на фиг.2, полость 9. В полости 9 при этом создается вакуум, который при отсутствии клапана 8 обозначенным штриховой линией образом тянет юбку 3 вниз, за счет чего на ее верхней стороне могут возникать напряжения или даже трещины.
В соответствии с изобретением теперь благодаря наличию клапана 8 при отодвигании формы 5 вниз этот клапан 8 может открываться сам под действием низкого давления и/или дополнительно за счет подачи или вдувания газообразной среды, в частности воздуха, например, с избыточным давлением. За счет этого юбка 3 с манжетой 4 может быть вынута из формы 5 без деформации, так что обеспечивается безупречная изоляция материала юбки 3. Это видно на обозначенной на фиг.2 сплошными линиями юбке 3.
В качестве клапана 8 при примере исполнения применен клапан с толкателем 8.2 клапана и с клапанной тарелкой или конусом 8.3 клапана. Приведение в открытое состояние происходит за счет давления на толкатель 8.2 клапана противоположно усилию пружины 10 сжатия, которая зажата между упором 8.4 толкателя 8.2 клапана и упором 11.1 клапанной камеры 11, как видно из фиг.3. За счет соответствующей конструкции толкателя 8.2 клапана его приведение в действие также может достигаться за счет тянущего усилия. Приведение в действие может производиться механически, электрически, гидравлически или пневматически.
Предпочтительно наружная поверхность 8.1 конуса 8.3 клапана и окружающий ее край 11.2 клапанной камеры 11 отшлифованы совместно в одном процессе шлифования.
Предпочтительно клапан 8 может быть размещен в форме 5 таким образом, что он находится в области образующей манжету 4 части 5.2 профильной зоны 5.1 или в области 12 конца 4.1 манжеты.
Предпочтительно также, если поверхность клапана со стороны формы (наружная поверхность 8.1) находится на одной прямой с примыкающей поверхностью 5.3 формы.
Клапан 8 предпочтительно имеет толкатель 8.2 клапана клапанной тарелкой или конусом 8.3 клапана со стороны формы.
Предпочтительно толкатель 8.2 клапана установлен в клапанной камере 11 и при помощи пружины 10 сжатия удерживается в закрытом состоянии, причем наружная поверхность 8.1 клапанной тарелки или конуса 8.3 клапана и окружающий ее край 11.2 клапанной камеры 11 выполнены совместно шлифованными. Наконец клапан 8 может быть вставлен, в частности ввинчен, в форму 5 сбоку.
Удаление из формы производится предпочтительно таким образом, что форму 5, прежде всего, отодвигают вниз настолько, что конус клапана или клапанная тарелка 8.3 при открывании клапана 8 не может давить на манжету 4, а в данном случае упирается в сердечник 2.
Изобретение относится к способам изготовления юбочных изоляторов из пластмассы с выполненным как сплошное или полое тело сердечником и с соединенными с сердечником юбками. В способе применяют форму (5), по меньшей мере, с одним расположенным сбоку клапаном (8), который доходит до поверхности (4.2) юбки (3) или манжеты (4). Непосредственно после начала или при аксиальном отведении формы (5) от юбки (3) с манжетой (4) в полость (9), образующуюся между сердечником (2) и юбкой (3) с манжетой (4), с одной стороны, и формой (5), с другой стороны, поступает самостоятельно газообразная среда, или вентиль (8) открывается под действием тянущего усилия или давления и за счет этого газообразная среда вводится в полость (9). Техническим результатом является то, что юбка при удалении из формы больше не может прилипать к форме, т.к. между формой и юбкой только кратковременно создается или вообще не создается вакуум, поэтому юбка может быть извлечена из формы без деформации. 2 с. и 11 з.п. ф-лы, 3 ил.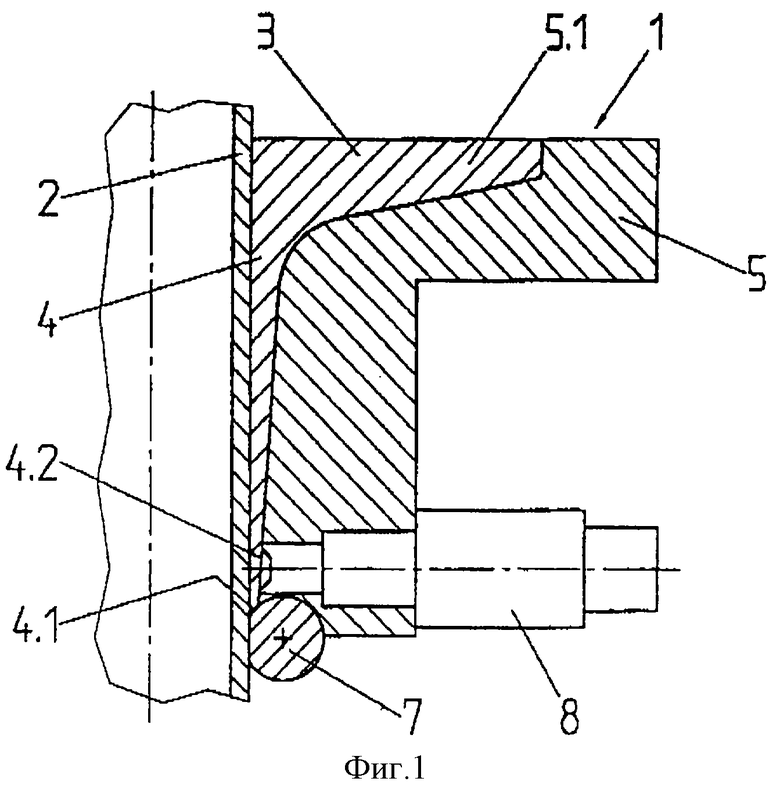
| УЧЕБНО-НАГЛЯДНОЕ ПОСОБИЕ ПО ОПТИКЕ "L-МИКРО" | 2004 |
|
RU2300145C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1985 |
|
SU1618185A1 |
| US 5648132 А, 15.07.1997 | |||
| Способ повышения гидравличности доломитовой извести | 1933 |
|
SU33848A1 |
| US 4690630 А, 01.09.1987. | |||

