Изобретение относится к электронной технике и может быть использовано при разработке и изготовлении мощных СВЧ- приборов O-типа, например клистронов и ЛБВ.
Перед авторами стояла задача уменьшения падения тока катода мощного СВЧ-изделия, происходящего из-за отравления катода продуктами, выделяющимися с коллектора в результате локального перегрева его внутренней поверхности.
Необходимость уменьшения отравления катода, а следовательно, падение тока катода, которое вызывает "уход" параметров СВЧ-прибора за установленные нормы, вызвана необходимостью повышения срока службы СВЧ-изделия и его надежности.
Известен способ уменьшения тепловой эрозии и газовыделения с поверхности электрода, подвергаемого электронной бомбардировке [1]. Поверхность электрода покрывается тугоплавким материалом через промежуточный слой, имеющий термические свойства средние между свойствами электрода и тугоплавкого материала.
Предлагаемый способ защиты бомбардируемых электродов технологически сложен и больше отвечает задаче защиты коллекторов приборов от расплавления, чем уменьшению газовыделения.
Известен способ изготовления коллекторов мощных приборов [2] - прототип, при котором во внутреннюю часть медного пустотелого коллектора помещают втулки из тугоплавкого материала (например, молибдена), которые предохраняют медную поверхность от расплавления. Втулки могут быть соединены с телом коллектора при нагреве в среде водорода, при этом соприкасаемые поверхности делают конусными. Основным недостатком этого способа является невозможность обеспечить высокое качество изготовления коллектора из-за отсутствия плотного контакта между медным коллектором и втулками по всей соприкасаемой площади, что ведет к перегреву коллектора в отдельных точках, подплавлению металла, большому газовыделению и отравлению катода прибора, а также уходу параметров прибора за нормы.
Целью изобретения является повышение качества изготовления коллектора.
Предложен способ изготовления коллектора из меди, заключающийся в следующем:
собранный коллектор перед нагревом устанавливают на цилиндрической подставке из молибдена, при этом диаметр цилиндра подставки равен диаметру среднего сечения по длине втулки, сверху на коллектор устанавливают груз массой не менее 0,5 кг, а угол соприкасаемых конусных поверхностей коллектора и втулок выбран в пределах 2-12 o. Внутреннюю конусную поверхность коллектора предварительно покрывают слоем никеля толщиной 9-12 мкм методом гальванического никелирования с нагревом до температуры 1000±20oС в течение 15-20 мин, или методом химического никелирования с нагревом до температуры 930±20oС в течение 15-20 мин. При этом соприкасаемая наружная поверхность втулок и внутренняя поверхность коллектора выполняются с шероховатостью не более 2,5 мкм.
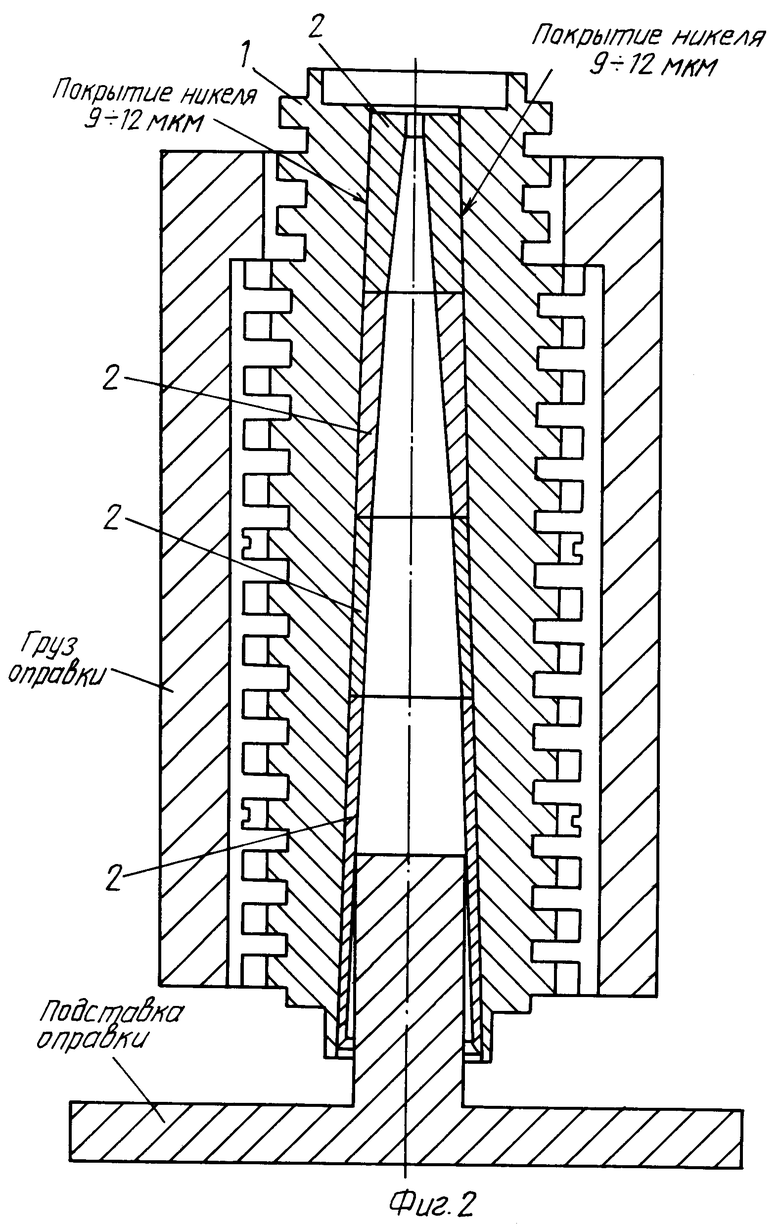
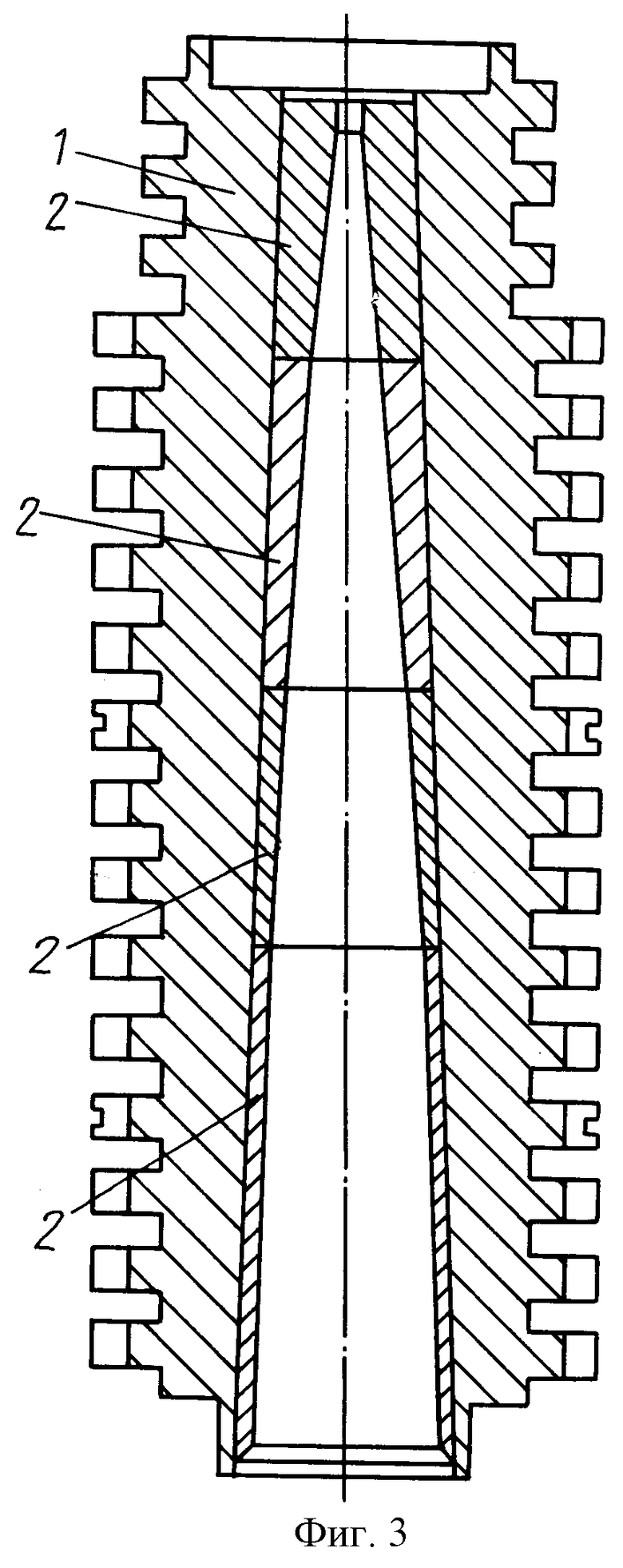
На фиг. 1 показано расположение молибденовых втулок в медном коллекторе при сборке с оправкой (подставкой) при комнатной температуре; на фиг.2 показано расположение молибденовых втулок в медном коллекторе после нагрева до 1000±20oС (930±20oС); на фиг.3 показан готовый медный коллектор, соединенный с молибденовыми втулками диффузионной сваркой.
Сущность изобретения заключается в том, что молибденовые втулки под грузом не менее 0,5 кг при нагреве в среде водорода до температуры диффузионной сварки 1000±20oС (в случае гальванического никелирования коллектора) или 930±20oС (в случае химического никелирования коллектора) плотно устанавливаются во внутреннюю часть медного коллектора по прессовой посадке с шероховатостью соприкасаемых конусных поверхностей не более 2,5 мкм и удерживаются в ней при охлаждении коллектора не только за счет разности коэффициентов линейного термического расширения (КЛТР) меди и молибдена, а также за счет диффузионной сварки между медным коллектором и молибденовыми втулками через промежуточное никелевое покрытие. При этом диффузионная сварка проходит одновременно с оплавлением никеля и термодиффузией никеля в соединяемые детали (по типу "пайка-сварка") с образованием диффузионного слоя между соединяемыми деталями.
У коллектора, выполненного по способу-прототипу, молибденовые втулки соединены с медным коллектором нагревом до 900oС (по типу горячей прессованной посадки) без груза через промежуточный слой никеля толщиной 9 мкм, нанесенный на коллектор гальваническим способом. При этом соприкасаемые конусные поверхности имели шероховатость поверхности более 2,5 мкм. При таком способе изготовления между соединяемыми деталями по соприкасаемым поверхностям образуются зазоры, препятствующие термодиффузии никеля в соединяемые детали, что ухудшает теплоотвод от молибденовых втулок и может приводить к газовыделению из них, приводящее к отравлению катода.
Угол конусного отверстия в коллекторе авторами выбран из соотношения диаметра коллектора к его длине, причем, чем больше соотношение, тем больше угол. Представленные предельные углы от 2 до 12 o практически удовлетворяют конструкциям коллекторов СВЧ-приборов O-типа для использования предложенного способа.
Груз служит для установки молибденовых деталей в рабочее положение внутри конусного отверстия коллектора при нагреве узла до температуры диффузионной сварки и в качестве элемента, обеспечивающего сдавливание деталей по соприкасаемым конусным поверхностям в процессе соединения деталей. Причем груз массой менее 0,5 кг не всегда обеспечивает достаточно хорошее качество диффузионной сварки между медным коллектором и молибденовыми втулками в сочетании с остальными параметрами режима.
Авторами опробовано 2 способа предварительного никелирования конусных поверхностей коллектора в качестве промежуточного слоя толщиной 9-12 мкм методами гальванического и химического никелирования. При гальваническом никелировании нагрев узла осуществлялся до температуры 1000±20oС в течение 15-20 мин с образованием диффузионного слоя между соединяемыми деталями и одновременным оплавлением никеля. При химическом никелировании нагрев узла осуществлялся до температуры 930±20oС в течение 15-20 мин с образованием диффузионного слоя и оплавлением никеля.
Причем диффузионный слой с шероховатостью соприкасаемых поверхностей более 2,5 мкм наблюдался не всегда.
В случае химического никелирования толщина покрытия равномерна по всей площади нанесения, что делает этот способ никелирования предпочтительным для реализации предлагаемого способа изготовления коллектора.
Пример осуществления способа.
На фиг. 1 изображен полый медный коллектор с конусным отверстием 4o12', предварительно никелируемый или химическим способами с толщиной покрытия 9-12 мкм, затем в коллектор устанавливают молибденовые втулки, имеющие также наружную конусную поверхность 4o12', повторяющую конусный профиль внутренней поверхности коллектора. Соприкасаемые поверхности коллектора и втулок имеют шероховатость поверхности не более 2,5 мкм.
При установке узла на подставку оправки молибденовая цилиндрическая часть подставки входит до касания в полость одной из втулок примерно до диаметра среднего сечения длины втулки. Между торцами коллектора и молибденовой втулки при сборке (комнатная температура) расстояние составляет 1-3 мм (молибденовая втулка выступает из коллектора, см.фиг.1).
Далее собранный узел (см.фиг.2) нагревают в среде водорода до 1000±20oС при гальваническом никелировании коллектора или до 930±20oС при химическом никелировании с выдержкой 15-20 мин под грузом не менее 500 г, при этом вследствие разницы КЛРТ меди и молибдена "пакет" молибденовых втулок устанавливается во внутренней полости коллектора таким образом, что торец молибденовой втулки находится внутри полости и при последующем охлаждении до комнатной температуры обжимается пластичным медным коллектором по типу горячей прессовой посадки. При этом одновременно идет диффузия никеля в соединяемые детали - медный коллектор и молибденовые втулки с образованием диффузионного слоя и оплавлением никеля (см. фиг.3). Оправка с грузом после охлаждения узла до комнатной температуры демонтируются.
Процесс диффузионной сварки интенсифицируется при охлаждении узла вследствие разного КЛТР наружной медной детали и внутренней молибденовой. Пластичная медная деталь обжимает при охлаждении молибденовые детали, создавая при этом дополнительное сдавливание деталей между собой, необходимое для осуществления диффузионной сварки.
У коллектора, изготовленного по предложенному способу, зазоры между медным коллектором и молибденовыми втулками (см. фиг.3) отсутствуют. Наличие плотного контакта по соприкасаемым поверхностям с шероховатостью менее 2,5 мкм приводит к термодиффузии никеля в соединяемые детали с образованием диффузионного слоя с одновременным оплавлением никеля между соединяемыми деталями по типу "пайка-сварка". Это позволяет достичь хорошего теплоотвода от молибденовых втулок и тем самым уменьшить газовыделение из них, приводящее к отравлению катода.
Экспериментально изготовленные таким способом коллектора имели толщину никелевого покрытия 9-12 мкм в качестве промежуточного слоя, соприкасаемые конусные поверхности деталей, определяемые углом 4o12', имели шероховатость поверхности менее 2,5 мкм. Слой никеля наносился химическим и гальваническим способами.
При эксплуатации приборов не наблюдалось перегрева локальных точек поверхности, повышенного газовыделения и отравления катода, что позволяет рассчитывать на увеличение долговечности изделий и указывает на достижение цели изобретения - повышение качества изготовления коллектора.
Источники информации:
1. Патент ФРГ 1.789.161 кл.Н 01 J 19/30, 1975 г.
2. Патент РФ 2.014.660,пр.25.06.91 г., кл. H 01 J 23/027 "Способ изготовления коллектора мощного СВЧ-прибора O-типа".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ИЗ МЕДИ ДЛЯ МОЩНОГО СВЧ-ПРИБОРА О-ТИПА | 1991 |
|
RU2014660C1 |
| МОЩНАЯ СПИРАЛЬНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2004 |
|
RU2285310C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2003 |
|
RU2246558C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2009 |
|
RU2386522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2008 |
|
RU2382532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2004 |
|
RU2277764C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ТРУБАМИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2197366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2005 |
|
RU2291598C2 |
| СПОСОБ СНИЖЕНИЯ КОЭФФИЦИЕНТА ВТОРИЧНОЙ ЭЛЕКТРОННОЙ ЭМИССИИ | 1993 |
|
RU2093915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКНА ВЫВОДА ЭНЕРГИИ СВЧ | 2005 |
|
RU2300162C1 |
Изобретение относится к электронной технике и может быть использовано при разработке и изготовлении мощных СВЧ-приборов О-типа, например клистронов. Техническим результатом предложенного способа является повышение качества изготовления коллектора за счет обеспечения плотного контакта между медным коллектором и втулками по всей соприкасаемой площади. Втулки из молибдена устанавливаются в медном корпусе коллектора методом горячей запрессовки и удерживаются за счет разности коэффициентов линейного температурного расширения и за счет диффузионной сварки медного коллектора с молибденовыми втулками через промежуточный слой никеля с одновременным оплавлением никеля по типу "сварка-пайка". Такое соединение тугоплавких молибденовых втулок с медным коллектором обеспечивает наилучший контакт и отвод тепла от молибденовых втулок, на которые осаждается электронный луч во время работы изделия. 4 з.п.ф-лы, 3 ил.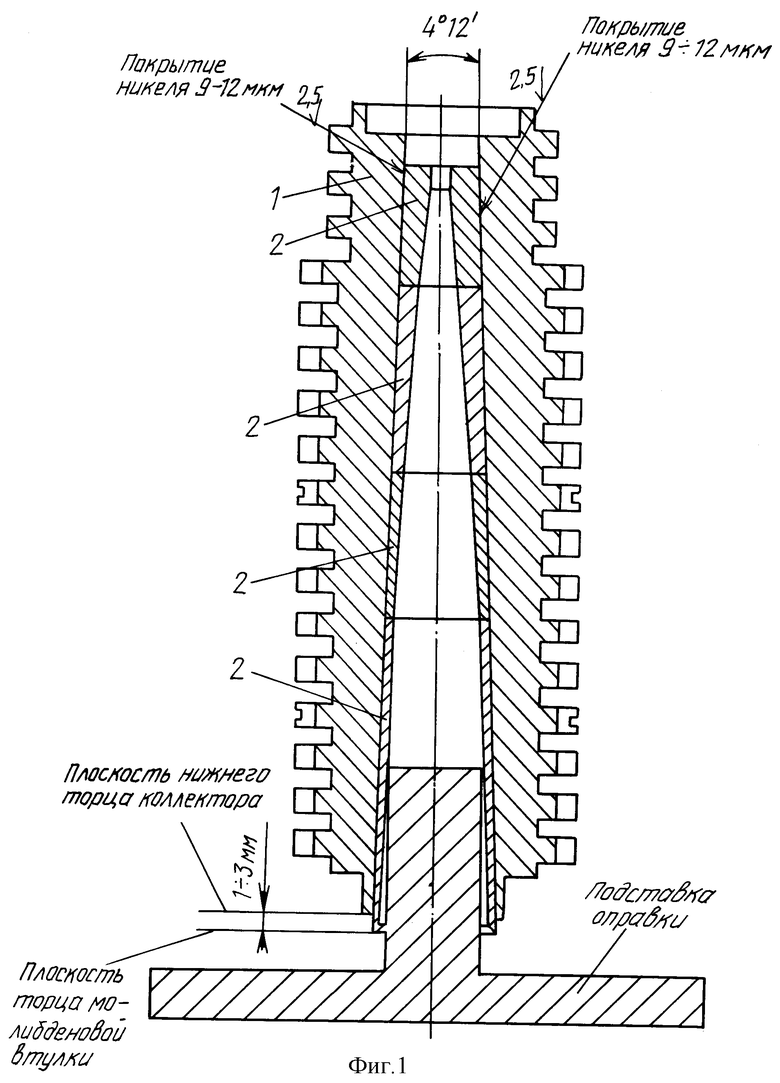
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ИЗ МЕДИ ДЛЯ МОЩНОГО СВЧ-ПРИБОРА О-ТИПА | 1991 |
|
RU2014660C1 |
| Способы детектирования 5Т4-положительных циркулирующих опухолевых клеток и способы диагностики 5Т4-положительного рака у млекопитающего | 2013 |
|
RU2646498C2 |
| US 5780970 А, 14.07.1998 | |||
| БАЛАНСИРОВОЧНЫЙ ОПРЕДЕЛИТЕЛЬ НУЛЕВОЙ ПЛАВУЧЕСТИ | 2006 |
|
RU2312323C1 |

