Изобретение относится к области машиностроения, в частности к технологическому оборудованию для проверки на соответствие внутреннего диаметра допустимому труб разных типоразмеров и различного назначения, а также на наличие изогнутости труб, наличие вмятин и т. п. посредством оправки (шаблона).
Известен стенд для шаблонирования насосно-компрессорных труб, включающий основание-станину, на которой размещена позиция шаблонирования трубы - ложемент для трубы, и шаблон, выполненный в виде протяженного цилиндра, который закреплен на жесткой тяге - штанге. Другой конец тяги связан с приводом механизма возвратно-поступательного перемещения тяги с шаблоном (см. Каталог технологического оборудования линий подготовки к эксплуатации и ремонта нарезных труб нефтяного сортамента на центральных трубных базах производственных объединений Миннефтепрома. Куйбышев, 1984, с. 27). Ложемент для трубы, жесткая тяга с шаблоном и привод расположены на одном уровне.
Насосно-компрессорную трубу (НКТ), подлежащую шаблонированию - проверке на наличие изогнутости, наличие вмятин, углублений и на соответствие внутреннего диаметра допустимому, укладывают на позицию шаблонирования, закрепляют, к жесткой тяге прикрепляют шаблон соответствующего типоразмера. Включают привод механизма возвратно-поступательного перемещения тяги с шаблоном. Шаблон, имеющий термообработанную гладкую наружную поверхность, проталкивается во внутреннюю полость НКТ и перемещается в ней до выхода из НКТ с противоположного конца на 1/2 длины шаблона. После этого тягу с шаблоном возвращают в исходное положение. В случае, если имеется изогнутость трубы, процесс проталкивания шаблона в трубе останавливают и возвращают шаблон на исходную позицию. А НКТ бракуется либо переводится в другой типоразмер.
Недостатком известной установки являются большие габариты и, следовательно, необходимость больших производственных площадей, т.к. из-за выполнения подвижной тяги жесткой последнюю необходимо располагать в одной плоскости (уровне) с шаблонируемой трубой. Как правило, длина установки должна быть не менее двух длин проверяемой трубы. Этот недостаток еще в большей степени сказывается при шаблонировании труб большой длины, например газовых. Использование таких стендов ведет к увеличению энергозатрат - тепловых, трудовых, металлоемкости.
Предлагаемым изобретением решается задача уменьшения габаритных размеров и снижения металлоемкости стенда для шаблонирования труб любой длины и любого поперечного сечения.
Также решается задача автоматизации процесса шаблонирования.
Для достижения этого технического результата в стенде для шаблонирования труб, включающем основание, содержащее позицию шаблонирования трубы, и шаблон, связанный посредством тяги с приводом механизма возвратно-поступательного перемещения, тягу выполняют гибкой и размещают в направляющих, по меньшей мере, в двух уровнях, при этом геометрия поперечного сечения шаблона выполнена идентичной геометрии поперечного сечения шаблонируемой трубы.
Гибкая тяга может быть выполнена в виде троса.
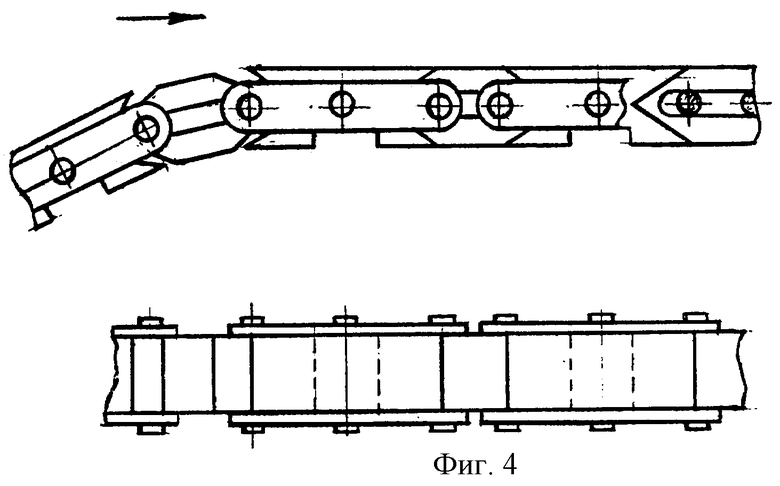
Гибкая тяга может быть выполнена в виде цепи с самофиксирующимися звеньями.
Гибкая тяга может быть выполнена бесконечной длины. Стенд для шаблонирования труб может быть дополнительно снабжен датчиками положения шаблона и датчиком застревания шаблона.
Выполнение тяги шаблона гибкой (нежесткой) и размещение ее по меньшей мере в двух уровнях позволило значительно уменьшить габариты устройства по длине, снизить металлоемкость конструкции, энергозатраты.
Благодаря тому, что тяга, связанная с шаблоном, выполнена гибкой (в виде троса, цепи и т.п.), появилась возможность осуществлять проверку труб любой длины, т.к. гибкая тяга может быть уложена в направляющих в двух, трех и т. д. уровнях, что без увеличения габаритов стенда позволило осуществлять шаблонирование труб большой длины.
Выполнение геометрии шаблона в поперечном сечении, идентичной геометрии поперечного сечения шаблонируемой трубы, позволило расширить ассортимент проверяемых труб (круглого, прямоугольного, квадратного сечения).
Установка датчиков положения на позиции шаблонирования, а также датчика застревания шаблона позволила автоматизировать процесс проверки, снизить трудозатраты.
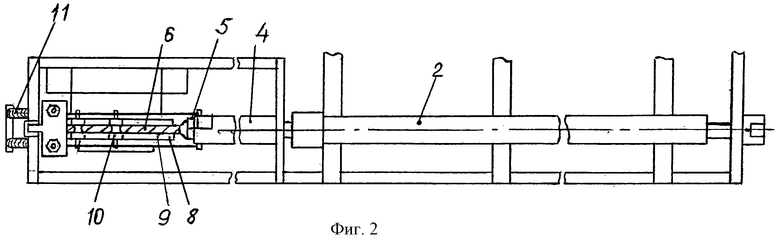
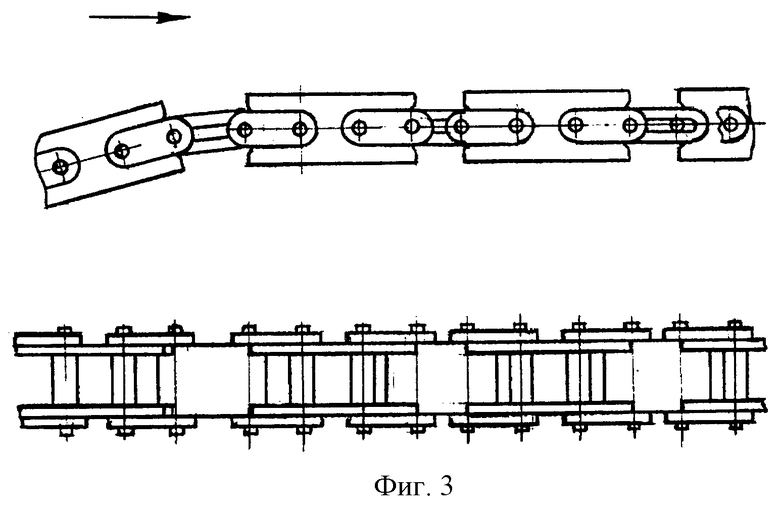
Предлагаемый стенд для шаблонирования труб иллюстрируется чертежами, где на фиг.1 показан общий вид устройства, на фиг.2 - вид сверху; на фиг.3 и 4 - варианты выполнения гибкой тяги (в виде цепи с самофиксирующимися звеньями).
Стенд для шаблонирования труб (фиг.1) содержит основание-станину 1, на котором размещена позиция шаблонирования трубы 2 в виде ложемента 3, установленного на вертикальных стойках, закрепленных жестко на основании 1. С одного из торцев позиции шаблонирования на одном уровне с ней размещен в направляющей трубе 4 шаблон 5, который жестко закреплен на конце гибкой тяги 6. Гибкая тяга 6 размещена в направляющих 7 и расположена по меньшей мере в двух уровнях (в двух горизонтальных плоскостях). Шаблон 5 с тягой 6 приводится в движение приводом механизма возвратно-поступательного перемещения. Механизм возвратно-поступательного перемещения содержит шкив (колесо) 8 с углублением 9 для укладки гибкой тяги 6, прижимных роликов 10 с натяжными устройствами 11. Гибкая тяга, например трос 6, прижимается к колесу 8 прижимными роликами 10 в углублении 9. Усилие поджатия роликов 10 создается натяжными устройствами 11.
Гибкая тяга 6 может быть выполнена в виде троса (фиг.1, 2), либо в виде цепи с самофиксирующимися звеньями (фиг.3, 4). Гибкая тяга может быть выполнена бесконечной длины.
Шаблон 5 имеет протяженную форму, геометрия его поперечного сечения выполнена идентичной геометрии поперечного сечения шаблонируемой трубы (может быть круглого, прямоугольного, квадратного сечения), при этом наружная поверхность шаблона выполнена гладкой, термообработанной.
Для обеспечения автоматизации процесса шаблонирования по торцам ложемента 3 установлены концевые датчики положения 12 и 13; нахождение трубы 2 в зоне шаблонирования контролируется датчиком положения 14; датчик 15 сигнализирует о застревании шаблона 5 в трубе 2.
Работает установка следующим образом.
Труба 2, например насосно-компрессорная, с условным диаметром 73 мм и толщиной стенки 7,0 мм со стеллажа подается на ложемент 3 позиции шаблонирования, где ее закрепляют. Шаблон в виде протяженного металлического цилиндра с наружным диаметром 56,6 мм закрепляют на гибкой тяге - тросе 6, размещают в направляющей трубе 4. После этого включают привод, который приводит во вращательное движение шкив 8, а вместе с ним и трос 6, уложенный в углубление 9 шкива 8 и плотно прижатый роликами 10. Как следствие, шкив 8 обеспечивает вращательное движение участкам троса 6, находящимся на шкиве 8, и дальнейшее выпрямление троса 6 на уровне позиции шаблонирования и проталкивание шаблона 5 тягой - тросом 6 во внутреннюю полость трубы 2. При перемещении шаблона 5 внутри трубы 2 второй конец троса 6 перемещается поступательно в направляющих 7 в другом уровне. При достижении шаблоном 5 конца трубы 2 привод переключают на реверс и возвращают шаблон 5 в исходное положение.
Проверенная труба 2 с ложемента 3 сбрасывается с позиции шаблонирования в накопитель. Устройство готово к приему следующей трубы.
В случае застревания шаблона 5 в трубе 2 (при недопустимой изогнутости на каком-либо участке, при наличии вмятин и т.п.) включают привод на реверс и возвращают шаблон 5 в исходное положение в направляющую трубу 4, а труба 2 отправляется в "брак" или переводится в другой типоразмер.
В том случае, когда процесс шаблонирования ведут автоматически, о месте нахождения шаблона 5 сигнализируют датчики положения 12, 13 и 14, а в случае застревания шаблона 5 в трубе 2 срабатывает датчик 15. Через выдержку времени шаблон возвращают в исходное положение, а труба перекладывается с позиции шаблонирования в накопитель.
Предлагаемое устройство позволяет значительно уменьшить габаритные размеры стенда по длине, следовательно, снизить металлоемкость, энергозатраты.
Изобретение относится к технологическому оборудованию для проверки внутреннего диаметра труб разных типоразмеров. Стенд содержит основание 1, позицию шаблонирования трубы 2, шаблон 5, закрепленный жестко к гибкой тяге 6, связанной с приводом механизма возвратно-поступательного перемещения. Гибкая тяга 6 размещена в направляющих 4, 7. Механизм возвратно-поступательного перемещения гибкой тяги 6 содержит шкив 8 с углублением, прижимные ролики 10, натяжные устройства 11, привод вращения шкива 8. Технический результат: уменьшение габаритных размеров и снижение металлоемкости стенда. 5 з.п.ф-лы, 4 ил.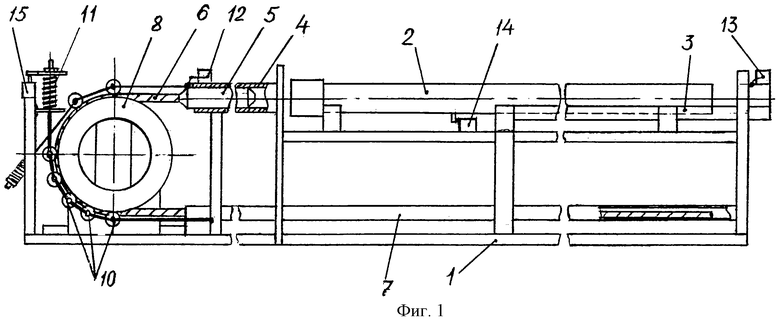
| Каталог технологического оборудования линий подготовки к эксплуатации и ремонта нарезных труб нефтяного сортамента на центральных трубных базах производственных объединений Миннефтепрома | |||
| - Куйбышев, 1984, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| БЕСПРОВОДНАЯ ИНДУКТИВНАЯ ПЕРЕДАЧА МОЩНОСТИ | 2013 |
|
RU2656613C2 |

