Изобретение относится к области металлообработки.
Известен резец по пат. ФРГ 3313693, МКИ В 23 В 27/16, содержащий корпус с пластинчатой головкой и одногранную режущую пластину, клиновая часть которой, снабженная V-образными опорными поверхностями: основанием /нижней/ и верхней, расположена в клиновом гнезде головки корпуса, также снабженного V-образными негативными опорными поверхностями: основанием /нижней/ и верхней.
Недостатком резца этой конструкции является недостаточно высокая в ряде случаев надежность крепления режущей пластины.
Задачей предлагаемого изобретения является устранение указанного недостатка, т.е. повышение надежности крепления режущей пластины.
Для решения поставленной задачи:
- одна из опорных поверхностей /или основание, или верхняя/ режущей пластины и гнезда корпуса выполнены дуговыми;
- обе опорные поверхности /и основание и верхняя/ режущей пластины и гнезда корпуса выполнены дуговыми;
- опорные поверхности режущей пластины и гнезда корпуса выполнены в виде дуг окружности;
- основание режущей пластины выполнено выпуклым, а основание гнезда корпуса - вогнутым;
- основание режущей пластины выполнено вогнутым, а основание гнезда корпуса - выпуклым;
- верхняя опорная поверхность режущей пластины выполнена вогнутой, а также поверхность гнезда корпуса - выпуклой;
- верхняя опорная поверхность режущей пластины выполнена выпуклой, а также поверхность гнезда корпуса - вогнутой;
- угол при вершине V-образных основания режущей пластины и гнезда корпуса выполнен равным углу при вершине V-образных верхних опорных поверхностей режущей пластины и гнезда корпуса;
- угол при вершине V-образных основания режущей пластины и гнезда корпуса выполнен меньшим угла при вершине V-обрааных верхних опорных поверхностей режущей пластины и гнезда корпуса.;
- угол при вершине V-образных основания режущей пластины и гнезда корпуса выполнен большим угла при вершине V-образных верхних опорных поверхностей режущей пластины и гнезда корпуса;
- с целью повышения точности обработки режущая пластина снабжена опорной поверхностью дополнительной, контактирующей после зажима режущей пластины с дополнительной опорной поверхностью корпуса;
- дополнительная опорная поверхность режущей пластины расположена со стороны ее основания;
- дополнительная опорная поверхность режущей пластины расположена со стороны ее передней поверхности;
- дополнительная опорная поверхность режущей пластины расположена со стороны ее торца;
- дополнительная опорная поверхность режущей пластины расположена со стороны одной или двух ее боковых поверхностей;
- режущая пластина со стороны основания в средней части снабжена выемкой;
- вершина угла V-образного основания режущей пластины расположена внутри нее;
- вершина угла V-образного основания режущей пластины расположена вне ее;
- вершина угла верхней опорной поверхности режущей пластины расположена внутри нее;
- вершина угла верхней опорной поверхности режущей пластины расположена вне ее.
Такая конструкция обеспечивает повышение надежности крепления режущей пластины за счет повышения площади опорных поверхностей, а точности обработки - за счет исключения смещения режущей пластины при резании.
Сущность предлагаемого изобретения пояснена двенадцатью чертежами, на которых изображены несколько разновидностей резца предлагаемой конструкции.
На фиг.1, 3-12 изображены виды сбоку и с торца резца, а на фиг.2 - сечения его плоскостью А-А.
Резец состоит из двух деталей: корпуса 1 и режущей пластины 2. (фиг.1).
Корпус резца содержит пластинчатую головку и снабжен клиновым гнездом.
Режущая пластина выполнена одногранной /т.е. с одной главной режущей кромкой/ и снабжена /клиновым хвостовиком/ клиновой частью, расположенной в клиновом гнезде корпуса.
Зажим режущей пластины в корпусе резцов на фиг.1-12 осуществляется путем приложения к ней силы Pз, в результате чего режущая пластина зажимается в гнезде корпуса, действующая при резании сила резания дополнительно заклинивает режущую пластину в гнезде корпуса.
Разжим режущей пластины осуществляется путем приложения к ней силы Рр.
Резец на фиг.1 снабжен клиновой частью режущей пластины и клиновым гнездом корпуса, основание которых выполнены по дуге окружности радиусом Ro и центром в точке Оo, а верхние опорные поверхности которых также выполнены по дуге окружности радиусом Rв и центром в точке Ов.
Вершины углов V-образных основания режущей пластины θO и ее верхней опорной поверхности θB, см. фиг.2,а, расположены внутри нее.
В общем случае они /вершины углов/ могут быть также расположены вне ее, см. фиг. 2, б /углы θ
Указанные варианты выполнения клиновой части режущей пластины и клинового гнезда корпуса, фиг.2,а,б,в,г, относятся не только к резцу на фиг.1, но и в равной степени к резцам на фиг.3-12.
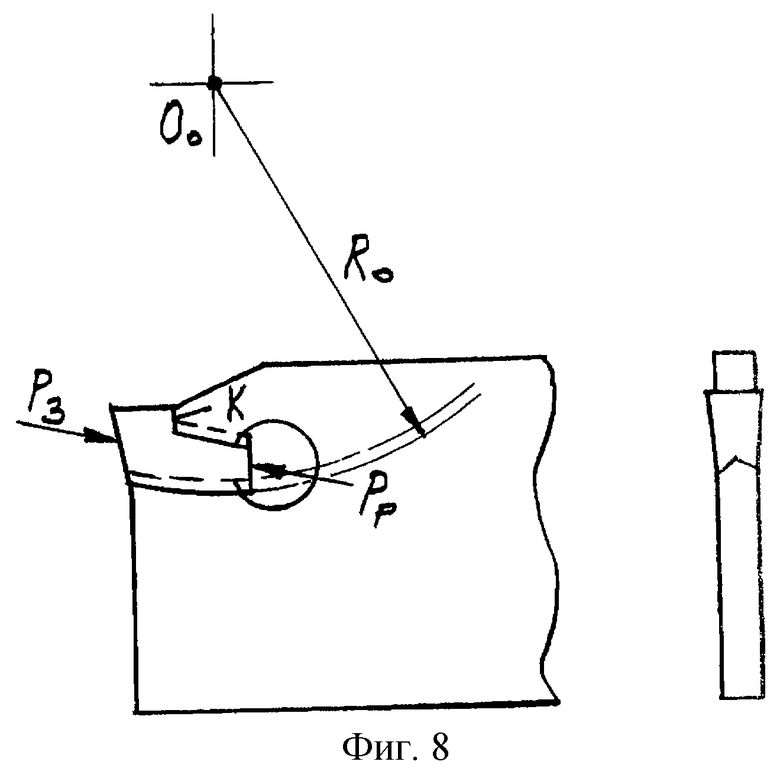
Основание режущей пластины резцов фиг.1,3-5, 7-8 выполнено выпуклым, а основание гнезда их корпуса - вогнутым.
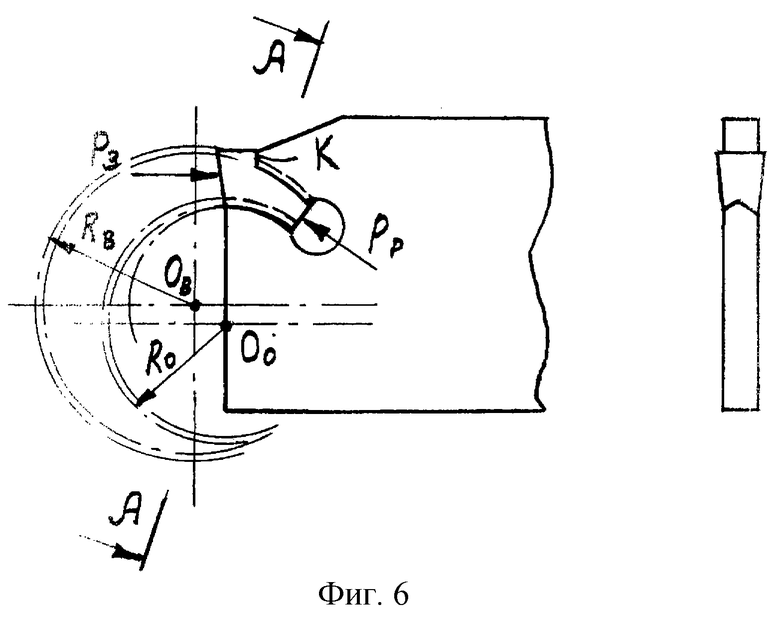
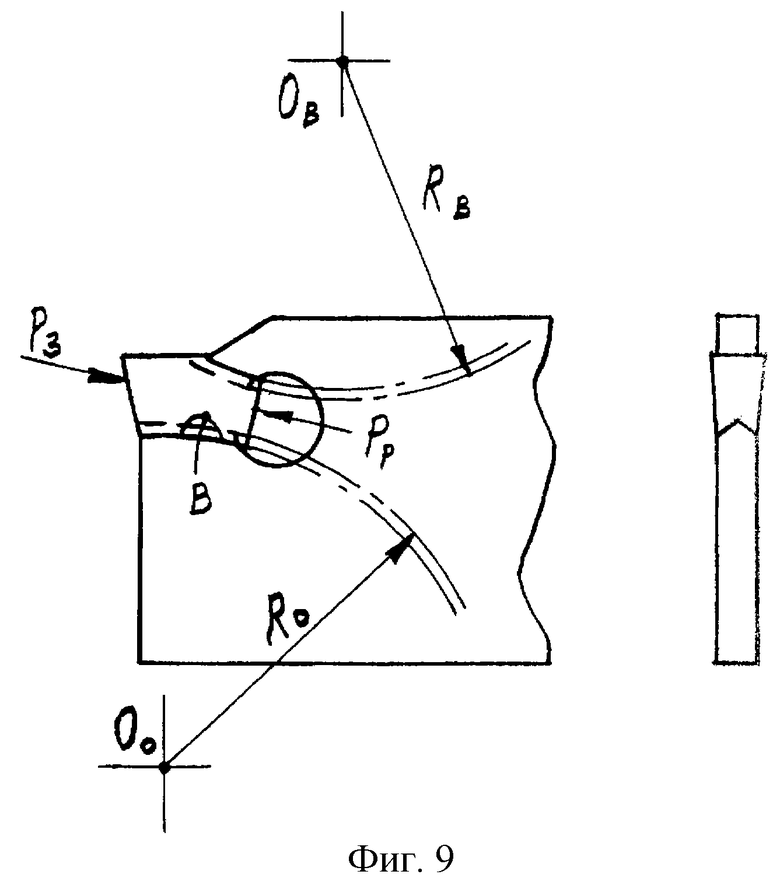
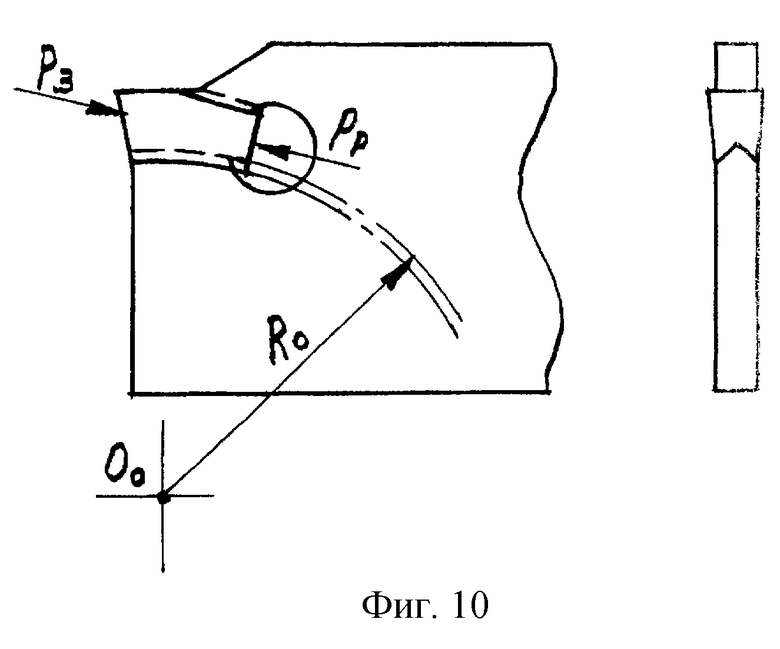
Основание режущей пластины резцов фиг.6, 9, 10 выполнено вогнутым, а основание гнезда их корпуса - выпуклым.
Верхняя опорная поверхность режущей пластины резцов фиг.1, 3-5, 9,11 выполнена вогнутой, а также поверхность гнезда их корпуса - выпуклой.
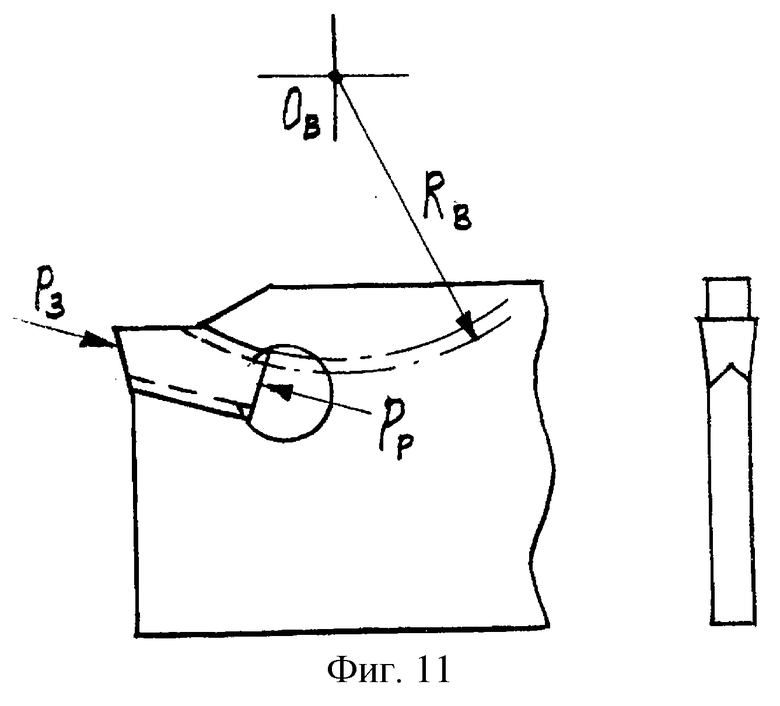
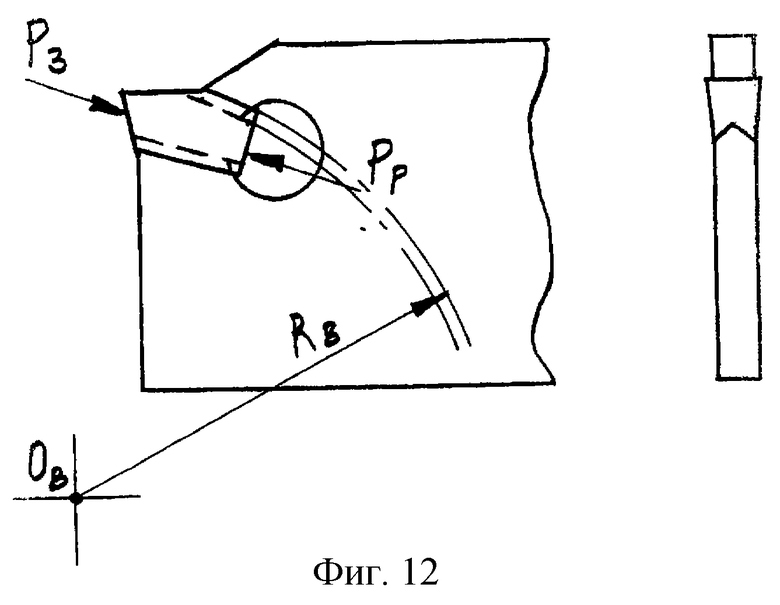
Верхняя опорная поверхность режущей: пластины резцов фиг.6,7,12 выполнена выпуклой, а также поверхность гнезда, их корпуса - вогнутой.
Угол при вершине V-образных оснований режущей пластины и гнезда корпуса выполнен равным углу при вершине V-образных верхних опорных поверхностей режущей пластины и гнезда корпуса, т.е. θO = θB, θ
Угол при вершине V-образных оснований режущей пластины и гнезда корпуса может быть выполнен меньшим угла при вершине V-образных верхних опорных поверхностей режущей пластины и гнезда корпуса, т.е. θO<θB, θ
Угол при вершине V-образных оснований режущей пластины и гнезда корпуса может быть выполнен также большим угла при вершине V-образных верхних опорных поверхностей режущей пластины и гнезда корпуса, т.е. θO>θB, θ
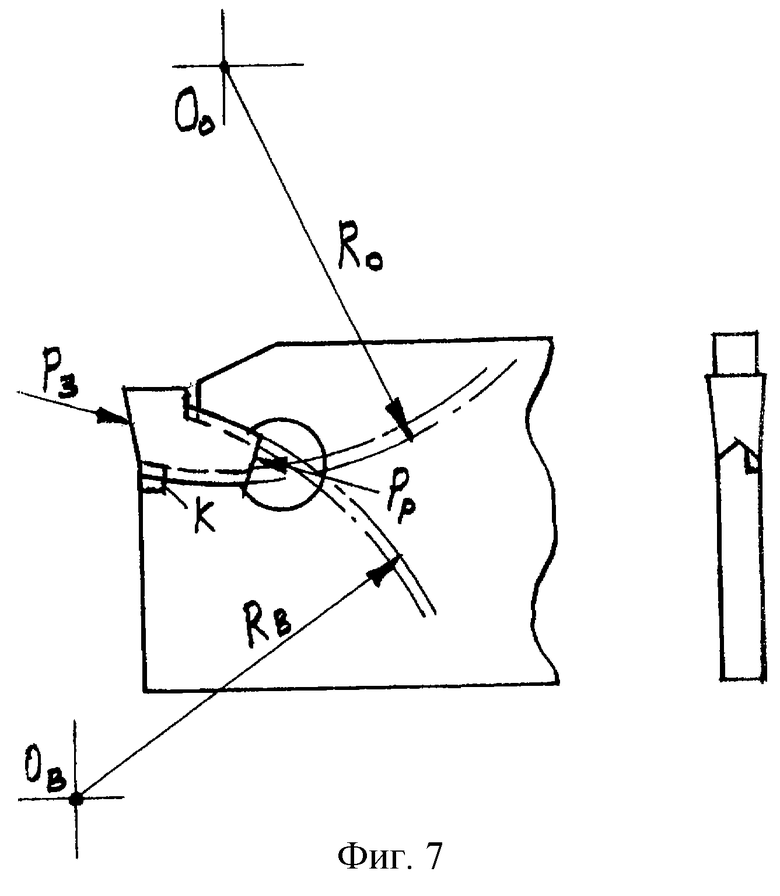
С целью повышения точности обработки режущая пластина снабжена дополнительной опорной поверхностью - К, контактирующей после зажима режущей пластины с дополнительной опорной поверхностью корпуса, причем указанная поверхность может быть расположена со стороны ее основания фиг.4, со стороны ее передней поверхности фиг.6, 8, со стороны ее торца фиг.5, или со стороны одной /или двух/ ее боковых поверхностей фиг.7.
Режущая пластина резца фиг. 9 со стороны основания в средней ее части снабжена выемкой - B, благодаря чему она контактирует с основанием гнезда корпуса по двум участкам, расположенным у задней поверхности режущей пластины и у ее торца. Такое выполнение режущей пластины снижает требования к ее точности изготовления и соответственно ее стоимость при сохранении высокой надежности закрепления в гнезде корпуса.
Вершина угла V-образного основания режущей пластины фиг.2,а,г расположена внутри нее.
Вершина угла V-образного основания режущей пластины фиг.2,б,в расположена вне ее.
Вершина угла верхней опорной поверхности режущей пластины фиг.2,а,в расположена внутри нее.
Вершина угла верхней опорной поверхности режущей пластины фиг.2,б,г расположена вне ее.
Особенностью режущей пластины резца фиг.7 является то, что основание в верхняя опорная поверхность режущей пластины выполнены выпуклыми, а соответствующие поверхности гнезда корпуса - наоборот вогнутыми.
Особенностью режущей пластины резца фиг.9 является то, что основание и верхняя опорная поверхность режущей пластины выполнены вогнутыми, а соответствующие поверхности гнезда корпуса - наоборот выпуклыми.
Особенностью резца фиг.1, 3-5 является то, что основание режущей пластины выполнено выпуклым, а верхняя ее опорная поверхность - наоборот вогнутой, а соответствующие поверхности гнезда корпуса выполнены наоборот вогнутыми и выпуклыми.
Особенностью резца фиг. 6 является то, что основание режущей пластины выполнено вогнутым, а верхняя опорная поверхность ее - выпуклой, а соответствующие поверхности гнезда корпуса выполнены наоборот выпуклыми и вогнутыми.
Особенностью резца фиг.8 и 10 является то, что верхние опорные поверхности его режущей пластины и гнезда корпуса выполнены прямолинейными.
Особенностью резца фиг. 11 и 12 является то, что основания режущей пластины и гнезда корпуса его выполнены прямолинейными.
Резцы разработанной конструкции предназначены прежде всего для выполнения следующих операций: отрезки, прорезки канавок, обработки галтелей /радиусных/, фасонной обработки, прорезки кольцевых канавок со стороны торца деталей.
Ориентировочный экономический эффект от эксплуатации разработанных резцов на предприятиях машиностроения страны /нашей/ составит многие сотни тысяч рублей в год.
Резцы разработанной конструкции в общем случае могут иметь один или несколько различных признаков /описанных выше/.
Дуговые опорные поверхности режущей пластины и гнезда корпуса могут быть выполнены также по дуге параболы, гиперболы и др. /т.е. не по дуге окружности/.
Радиус основания режущей пластины и гнезда корпуса Rо может быть выполнен равным, большим и меньшим радиуса их верхней опорной поверхности Рв, т. е. Rо=Rв /фиг.7,9/, Rо>Rв /фиг.1,3-5/ и Rо<Rв /фиг.6/.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1999 |
|
RU2198768C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1999 |
|
RU2207222C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2004 |
|
RU2285587C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2207220C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2004 |
|
RU2285588C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2277032C1 |
| КЛИНОВОЕ СОЕДИНЕНИЕ | 1991 |
|
RU2017019C1 |
| Режущий инструмент | 1981 |
|
SU1068233A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2207221C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2233731C2 |
Изобретение относится к области металлообработки. Резец содержит корпус с пластинчатой головкой и одногранную режущую пластину, клиновая часть которой имеет V-образные основание и верхнюю опорную поверхность, расположенную в клиновом гнезде головки корпуса, имеющем ответные основание и верхнюю опорную поверхность. Для повышения надежности крепления режущей пластины основание или верхняя опорная поверхность режущей пластины и гнезда головки корпуса выполнены дуговыми. 16 з.п. ф-лы, 12 ил.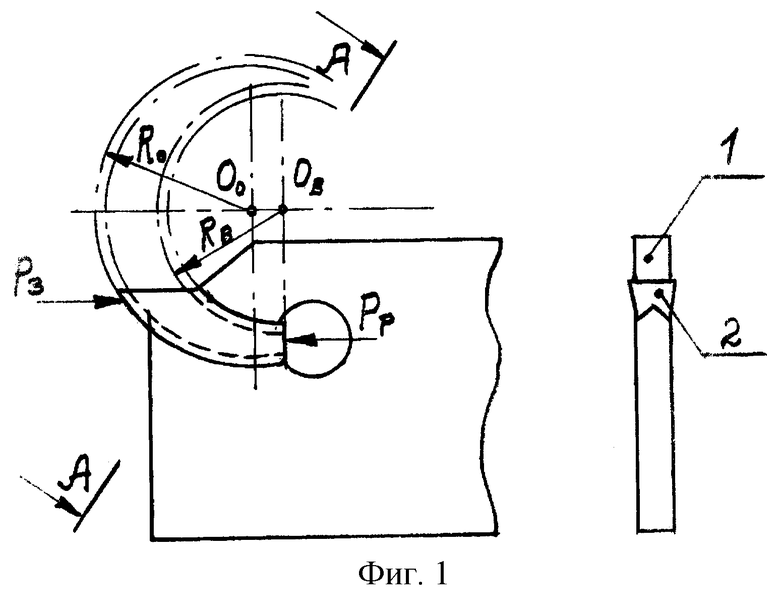
| Снеготаялка | 1927 |
|
SU9945A1 |
| Отрезной резец | 1983 |
|
SU1126378A1 |
| Металлорежущая пластина и резцедержатель для нее | 1988 |
|
SU1720479A3 |
| RU 2002594 C1, 15.11.1993 | |||
| US 4195956, 01.04.1980 | |||
| US 5085541, 04.02.1992 | |||
| DE 3313693 A1, 18.10.1984 | |||
| Приспособление для заточки на гидрофицированном универсально-заточном станке многолезвийного прямозубого инструмента | 1960 |
|
SU138498A1 |
| ЕР 0259847 A1, 16.03.1988. | |||

