Изобретение относится к области электротехники, в частности к устройствам для электродуговой сварки и способу изготовления магнитопровода, используемого в этих устройствах для получения источника переменного тока с падающей вольтамперной характеристикой, и может найти применение в сварочной технике.
Известно устройство для электродуговой сварки (сварочный трансформатор), содержащее силовой трансформатор, первичная обмотка которого первым выводом подключена к первому выводу питающей сети переменного тока, а выводы вторичной обмотки являются выходными выводами (см. а.с. СССР 1563910, кл. В 23 К 9/10 от 24.05.1988).
Однако известное устройство имеет большие габариты, так как силовой трансформатор в нем работает в ненасыщенном режиме, а требование значительного напряжения во вторичной цепи для загорания дуги противоречит условиям безопасности сварщика и не позволяет уменьшить габариты трансформатора.
Известен способ изготовления магнитопровода в устройствах для электродуговой сварки, заключающийся в навивке его из стальной ленты на оправку (см. патент РФ 2091883, кл. Н 01 F 38/08, опубл. 27.09.1997).
Однако, несмотря на минимальные массогабаритные показатели, известный способ не позволяет получить магнитопровод с заданным переменным сечением без усложнения процесса изготовления.
По технической сущности наиболее близким к предлагаемому изобретению является устройство для электродуговой сварки, содержащее трансформатор с магнитопроводом, вторичной обмоткой, предназначенной для электрической связи с электродным и заземляемым выходами, и первичной обмоткой, электрически связанной через дроссель с сетью переменного напряжения, формирователь импульсов возбуждения, соединенный выходом с электродным выходом, и три конденсатора (см. патент СССР 1839648, кл. В 23 К 9/10 от 21.09.1990).
Известное устройство стало основным типом во всем мире, так как оно позволило уменьшить вес в 3-5 раз, уменьшить потребляемый от сети ток (или увеличить сварочный ток при заданном токе сети) вдвое, удобно организовать возбуждение и стабилизацию сварочной дуги, дистанционно (без касания) без применения каких-либо электронных приборов, только с помощью магнитных ключей и конденсаторов. При этом снизился вес "железных" аппаратов до уровня "электронных" (инверторных) при многократно меньшей цене и высокой надежности, свойственной сварочным трансформаторам.
Из этих известных сварочных устройств самым перспективным оказалось устройство по п. 4 упомянутого патента, а именно когда силовой трансформатор выполнен с развитым магнитным рассеянием первичной обмотки, так что в режиме максимального тока дуги дроссель не включается, а только в режимах меньших токов. Тогда вес дросселя оказывается существенно меньшим. Тем не менее его вес составляет 1/3-1/4 от веса трансформатора.
Второй недостаток известного устройства связан со специфическими свойствами сварочного трансформатора, отличающими его от любого обычного трансформатора. Далее будут более подробно приведены расчетные формулы, конкретно показывающие это. Любой трансформатор характеризуется "габаритной мощностью". Эта мощность пропорциональна квадрату площади стали и площади меди в первой степени и обратно пропорциональна длине витка. Одна и та же габаритная мощность может быть получена при разном сочетании этих параметров, то есть разной форме трансформатора, и существует только одна форма, минимизирующая вес или стоимость трансформатора, так как стоимость меди и стали сильно различается.
Сварочный трансформатор в устройствах для электродуговой сварки в отличие от любого трансформатора должен еще иметь определенный ток короткого замыкания (ток КЗ). И вот трансформатор с развитым магнитным сопротивлением первичной обмотки с оптимальной формой имеет слишком большой ток КЗ, то есть магнитное рассеяние оказывается недостаточным, то есть индуктивность рассеяния слишком мала. Для достижения нужного тока КЗ приходится увеличивать витки, то есть площадь меди, уменьшая площадь стали, и трансформатор уходит от оптимальной формы.
Техническим результатом является снижение веса устройства, улучшение его технико-экономических показателей и упрощение его изготовления.
Достигается это тем, что устройство для электродуговой сварки содержит трансформатор с замкнутым магнитопроводем, первый участок которого со вторичной обмоткой, предназначенной для электрической связи с электродным и заземляемым выходами, выполнен с сечением магнитопровода, обеспечивающим его насыщение на холостом ходу, а второй участок с первичной обмоткой - ненасыщение, дроссель, имеющий основную обмотку на первом участке магнитопровода, включенную последовательно согласно с первичной обмоткой трансформатора для электрической связи с сетью переменного напряжения, и имеющий второй участок магнитопровода, основная обмотка дросселя охватывает ненасыщающийся второй участок магнитопровода трансформатора, первичная обмотка которого охватывает первый участок магнитопровода дросселя, причем дроссель может быть снабжен секционированной обмоткой, расположенной на втором участке его магнитопровода, с возможностью последовательного подключения ее секций согласно с основной обмоткой дросселя, а замкнутый магнитопровод трансформатора между первым и вторым участками выполнен с переменным сечением, обеспечивающим при работе на холостом ходу границу между насыщенной и ненасыщенной его частями в определенном месте, а магнитопровод дросселя на его первом участке выполнен с сечением, обеспечивающим на рабочем ходу ненасыщенный режим работы, а на остальном участке выполнен с переменным сечением, обеспечивающим на рабочем ходу границу между насыщенной и ненасыщенной его частями в определенном месте этого участка, кроме того, участки магнитопроводов трансформатора и дросселя, охваченные первичной и основной обмотками трансформатора и дросселя, соответственно могут быть сближены до образования единого стержня.
Согласно второму варианту изобретения устройство для электродуговой сварки содержит трансформатор и дроссель, первичные обмотки которых включены последовательно для подключения к сети переменного напряжения и образуют общую обмотку, которая расположена на первом участке магнитопровода, на втором участке которого, выполненном с сечением, обеспечивающим его насыщение на холостом ходу, расположена вторичная обмотка трансформатора, предназначенная для электрической связи с электродным и заземляющим выходами, а на третьем его участке расположена дополнительная обмотка дросселя с возможностью последовательного ее подключения согласно с общей обмоткой, кроме того, дополнительная обмотка дросселя выполнена секционированной, а магнитопровод между вторым и первым участками может быть выполнен с переменным сечением, обеспечивающим при работе на холостом ходу границу между насыщенной и ненасыщенной его частями, а также магнитопровод на его третьем участке и между первым и третьим участками может быть выполнен с переменным сечением, обеспечивающим на рабочем ходу границу между насыщенной и ненасыщенной его частями.
Согласно третьему варианту изобретения технический результат достигается тем, что устройство для электродуговой сварки содержит трансформатор с замкнутым магнитопроводом, первый участок которого, на котором расположена вторичная обмотка, выполнен с сечением, обеспечивающим его насыщение на холостом ходу, и дроссель с воздушным зазором в магнитопроводе, причем второй участок магнитопровода трансформатора и первый участок магнитопровода дросселя, выполненные с сечением, обеспечивающим ненасыщенный режим их работы, охвачены общей обмоткой, причем устройство снабжено первым и вторым магнитными ключами, формирователем импульсов возбуждения, индукционным фильтром, витком индуктивности смещения и тремя конденсаторами, причем вторичная обмотка трансформатора выполнена с возможностью подключения первого вывода к заземляемому выходу обслуживаемого сварочного трансформатора, к которому подключены земляные выводы первого магнитного ключа и формирователя импульсов возбуждения, вторым выводом вторичная обмотка трансформатора через первый конденсатор подключена ко входному выводу первого магнитного ключа, выходной вывод которого через второй конденсатор соединен со входом формирователя импульсов возбуждения, который через третий конденсатор подключен к земляному выходу и через второй магнитный ключ соединен с потенциальным выходом обслуживаемого сварочного трансформатора, который через последовательно соединенные виток индуктивности смещения и индуктивный фильтр подключен к электродному выходу, который соединен с выходом формирователя импульсов возбуждения, при этом магнитные ключи включены последовательно с вышеуказанной общей обмоткой для подключения к выходам обслуживаемого сварочного трансформатора.
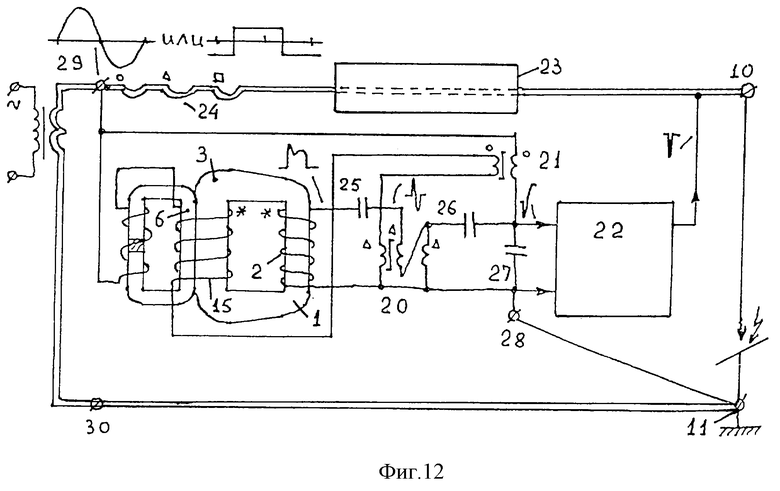
Кроме того, поставленный технический результат может быть достигнут тем, что в способе изготовления магнитопровода в устройствах для электродуговой сварки, заключающемся в навивке его из стальной ленты на оправку, для получения переменного сечения по длине магнитопровода предварительно изготавливают размеренные отрезки стальных листов и при навивке периодически накладывают их в места увеличения сечения магнитопровода между соседними витками навиваемой ленты.
Сущность изобретения заключается в том, что выполнение устройства для электродуговой сварки вышеописанным образом позволяет минимизировать сечение магнитопровода и обеспечить работу устройства со значительным увеличением сварочного тока.
На фиг. 1а, б, в представлена конструктивно-электрическая схема первого варианта предложенного устройства, на фиг.2 - его эквивалентная схема, на фиг. 3а, б, в, г - принципиальная электрическая схема предложенного устройства с различными вариантами выполнения магнитопровода трансформатора, на фиг. 4 - график для расчета тока холостого хода (тока XX) и его третьей гармоники, на фиг. 5 - временная диаграмма виртуального напряжения вторичной обмотки, напряжения на дуге и ток дуги, на фиг.6 - графики для расчета тока рабочего хода устройства, на фиг.7а, б - конструктивно-электрическая схема второго варианта предложенного устройства, на фиг.8 и фиг.9 - варианты конструктивного исполнения магнитопроводов, на фиг.10 - характеристики сталей для расчета магнитопроводов устройства, на фиг.11 - иллюстрация для способа изготовления магнитопровода, на фиг.12 - третий вариант предложенного устройства.
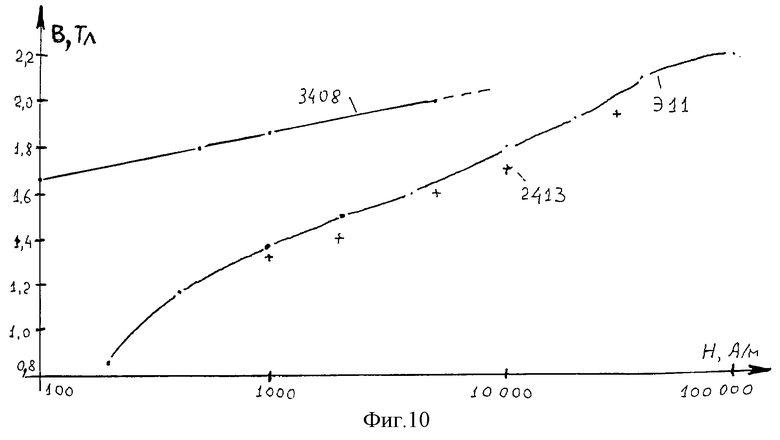
Устройство для электродуговой сварки (фиг.1) содержит трансформатор с замкнутым магнитопроводом, первый участок 1 которого со вторичной обмоткой 2 выполнен с сечением магнитопровода, обеспечивающим его насыщение на холостом ходу, а второй участок 3 с первичной обмоткой 4 - ненасыщение.
Кроме того, устройство содержит дроссель, имеющий основную обмотку 5 на первом участке 6 магнитопровода, включенную последовательно согласно с первичной обмоткой 4 трансформатора для электрической связи с сетью 7 переменного напряжения и имеющий второй участок 8 магнитопровода.
Основная обмотка 5 дросселя охватывает ненасыщающийся на всех режимах работы второй участок 3 магнитопровода трансформатора, первичная обмотка 4 которого охватывает первый участок 6 магнитопровода дросселя.
Дроссель снабжен секционированной обмоткой 9, расположенной на втором участке 8 его магнитопровода с возможностью последовательного подключения ее секций согласно с основной обмоткой 5 дросселя.
Вторичная обмотка 2 трансформатора предназначена для электрической связи с электродным и заземляемым выходами 10 и 11 соответственно.
Параллельно входной цепи аппарата, подключаемой к сети 7 переменного напряжения, может быть подключен конденсатор 12 для компенсации реактивного тока.
Замкнутый магнитопровод трансформатора на интервалах между первым и вторым участками 1 и 3 может быть выполнен с переменным сечением, обеспечивающим при работе на холостом ходу границу между насыщенной и ненасыщенной его частями в определенном месте каждого интервала.
Магнитопровод дросселя на его первом участке 6 может быть выполнен с сечением, обеспечивающим на рабочем ходу ненасыщенный режим работы, а на остальном участке выполнен с переменным сечением, обеспечивающим на рабочем ходу границу между насыщенной и ненасыщенной его частями в определенном месте этого участка.
Магнитопровод дросселя может содержать воздушный зазор.
Участки 3 и 6 магнитопроводов трансформатора и дросселя, охваченные первичной и основной обмотками 4 и 5 трансформатора и дросселя, соответственно могут быть сближены до образования единого стержня (фиг.1в).
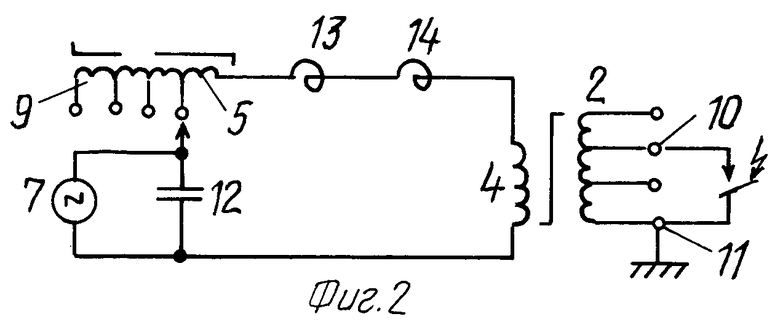
Эквивалентная схема предлагаемого устройства (фиг.2) дополнительно содержит индуктивность 13 рассеяния, условно относимую ко вторичной обмотке 2 трансформатора.
Секционированная обмотка 9 дросселя служит для включения при режимах малых токов, при этом второй участок 8 магнитопровода может насыщаться, что отражено на фиг.2.
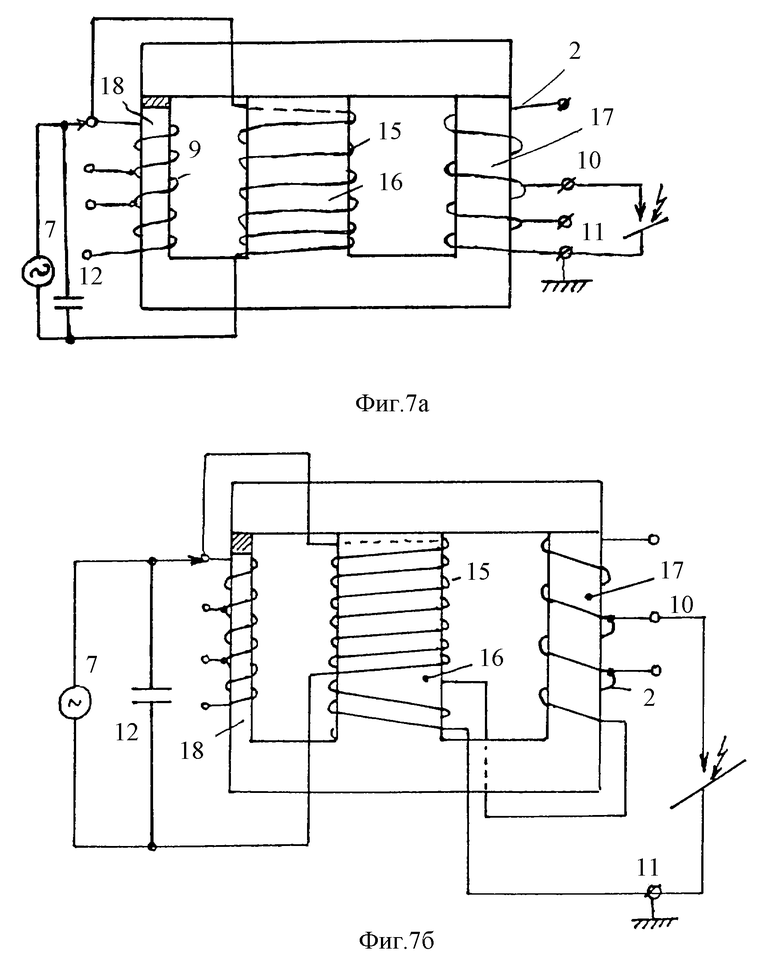
Устройство для электродуговой сварки по второму варианту (фиг.7а) содержит трансформатор и дроссель, первичные обмотки которых включены последовательно для подключения к сети 7 переменного напряжения и образуют общую обмотку 15, которая расположена на первом участке 16 магнитопровода.
На втором участке 17 магнитопровода, выполненном с сечением, обеспечивающим его насыщение на холостом ходу, расположена вторичная обмотка 2 трансформатора, предназначенная для электрической связи с электродным и заземляющим выходами 10 и 11 соответственно.
На третьем участке 18 магнитопровода расположена дополнительная обмотка 9 дросселя с возможностью последовательного ее подключения согласно с общей обмоткой 15, причем дополнительная обмотка 9 дросселя может быть выполнена секционированной.
Магнитопровод между вторым и третьим участками 17 и 18 может быть выполнен с переменным сечением, обеспечивающим при работе на холостом ходу границу между насыщенной и ненасыщенной его частями.
Кроме того, магнитопровод на его третьем 18 участке и между первым и третьим участками 16 и 18 также может быть выполнен с переменным сечением, обеспечивающим на рабочем ходу границу между насыщенной и ненасыщенной его частями.
Второй вариант предложенного устройства может быть выполнен согласно фиг.7б, при этом часть витков вторичной обмотки 2 трансформатора расположена на первом участке 16 магнитопровода.
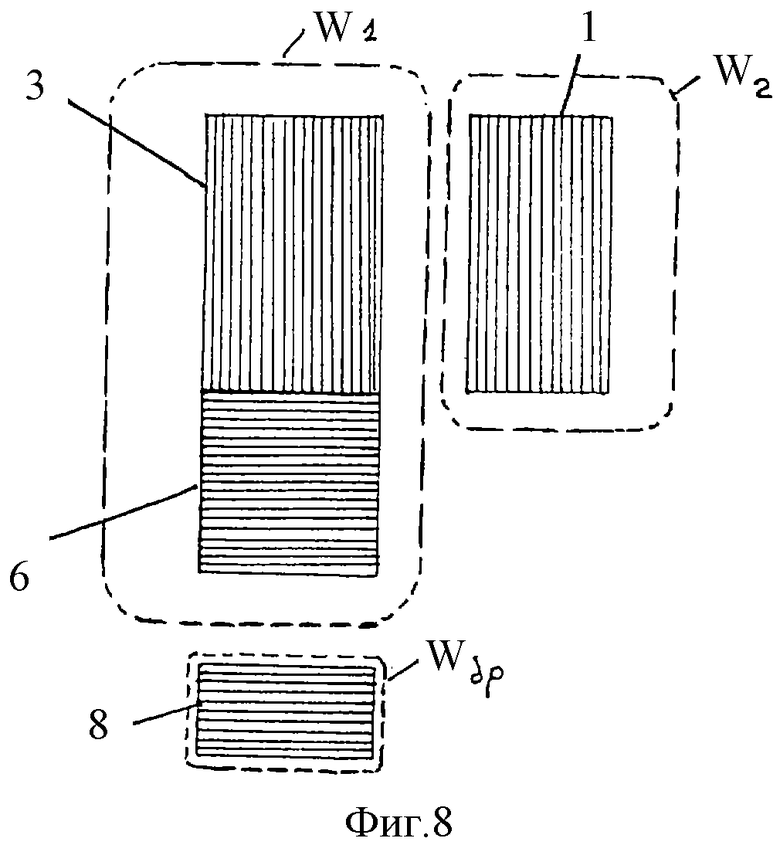
В варианте исполнения магнитопровода, представленном на фиг.8, магнитопровод дросселя повернут на 90o относительно магнитопровода трансформатора, что создает конструктивное удобство расположения в корпусе готового аппарата.
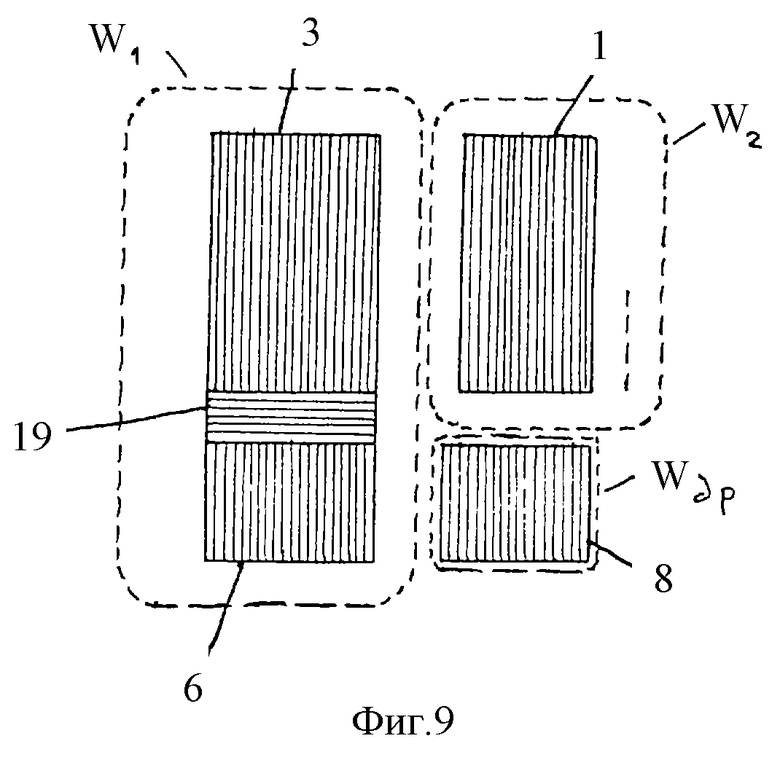
Представленный на фиг. 9 вариант расположения (исполнения) магнитопроводов дополнительно содержит участок 19 магнитопровода, расположенный между участком 3 магнитопровода трансформатора и участком 6 дросселя, что позволяет оптимизировать размещение вторичной обмотки трансформатора.
При этом магнитопровод дросселя повернут на 180o относительно магнитопровода трансформатора.
Вариант устройства по фиг.12, кроме самостоятельной работы на малых токах, может также работать в комплекте с более мощным сварочным аппаратом (обслуживаемым сварочным трансформатором) для обеспечения возбуждения и стабилизации сварочной дуги последнего.
Устройство для электродуговой сварки (фиг.12) содержит трансформатор с замкнутым магнитопроводом, первый участок 1 которого, на котором расположена вторичная обмотка 2, выполнен с сечением, обеспечивающим его насыщение на холостом ходу, и дроссель с воздушным зазором в магнитопроводе. Второй участок 3 магнитопровода трансформатора и первый участок 6 магнитопровода дросселя, выполненные с сечением, обеспечивающим ненасыщенный режим их работы, охвачены общей обмоткой 15, причем устройство снабжено первым и вторым магнитными ключами 20 и 21, формирователем 22 импульсов возбуждения, индукционным фильтром 23, витком 24 индуктивности смещения и тремя конденсаторами 25-27. Вторичная обмотка 2 трансформатора выполнена с возможностью подключения первого вывода к заземляемому выходу 11 обслуживаемого сварочного трансформатора, к которому подключены заземляемые выводы 28 первого магнитного ключа 20 и формирователя 22 импульсов возбуждения, вторым выводом вторичная обмотка 2 трансформатора через первый конденсатор 25 подключена ко входному выводу первого магнитного ключа 20, выходной вывод которого через второй конденсатор 26 соединен со входом формирователя 22 импульсов возбуждения, который через третий конденсатор 27 подключен к заземляемому выходу и через второй магнитный ключ 21 соединен с потенциальным выходом 29 обслуживаемого сварочного трансформатора. Потенциальный выход 29 через последовательно соединенные виток индуктивности смещения 24 и индуктивный фильтр 23 подключен к электродному выходу 10, который соединен с выходом формирователя 22 импульсов возбуждения, при этом магнитные ключи 20 и 21 включены последовательно с вышеуказанной общей обмоткой 15 для подключения к выходам 29 и 30 обслуживаемого сварочного трансформатора.
Устройство работает следующим образом.
Устройства для электродуговой сварки с использованием насыщающихся участков магнитопровода трансформатора являются новыми устройствами. Поэтому для лучшего понимания их работы ниже приведены методика расчета и расчетные формулы, позволяющие реализовать предлагаемое изобретение.
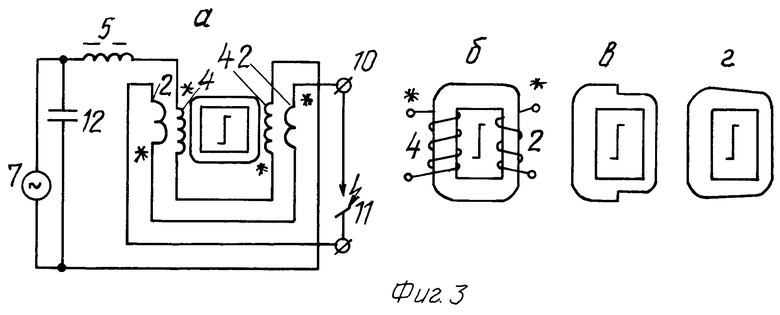
При рассмотрении фиг. 3а устройство содержит дроссель с ненасыщающимся магнитопроводом и основной обмоткой 5, которая включена последовательно с первичной обмоткой 4 трансформатора, имеющего вторичную обмотку и насыщающийся магнитопровод на всех участках.
Обмотки трансформатора выполнены с минимальной индуктивностью рассеяния.
При насыщении магнитопровода трансформатора его индуктивность рассеяния падает до нуля и в первичной цепи остается только индуктивность дросселя LДР.
В случае если после насыщения отдельных участков магнитопровода трансформатора (фиг. 3б, в, г) индуктивность рассеяния трансформатора LTP не равна нулю, то она суммируется с LДР и составляет LHAC. Расчетные формулы для токов в первичной обмотке 4 трансформатора и обмотке 5 дросселя на холостом ходу представлены ниже.


где UL - напряжение на индуктивности LHAC;
LHAC - индуктивность цепи после насещения; - "заполненность", то есть показывает, какая часть из приложенного к индуктивной цепи напряжения "заполнена" доведенным до насыщения BS магнитным материалом;
- "заполненность", то есть показывает, какая часть из приложенного к индуктивной цепи напряжения "заполнена" доведенным до насыщения BS магнитным материалом;
I1 - эффективное значение тока в цепи; SC - площадь стали;
II - эффективное значение первой гармоники; f - частота сети;
IIII - эффективное значение третьей гармоники; W - число витков;
IV - эффективное значение пятой гармоники;
ϕНАС - угол насыщения (в радианах).
В данном случае напряжение на индуктивности (дросселе) UL равно напряжению сети. Эксперименты показывают хорошее совпадение с расчетом. При этом, как очевидно, насыщается весь магнитопровод трансформатора.
На фиг.3б показан магнитопровод трансформатора, "обрезанный" со стороны вторичной обмотки. Сечение магнитопровода со стороны первичной обмотки выбрано так, что эта часть магнитопровода находится на границе насыщения при данном напряжении сети, то есть для стержня первичной обмотки ξ=I. Тогда стержень вторичной обмотки на холостом ходу "зайдет за насыщение", то есть будет ξ<I. Эксперименты показывают, что в этом случае все токи в точности совпадают со случаем на фиг.3а, то есть насыщение стержня не изменяет индуктивность.
На фиг. 3в показан магнитопровод, обрезанный на середине ярма. Эксперименты показывают, что в этом случае все токи (все гармоники) при насыщении на холостом ходу увеличиваются, и при обрезании в районе стержня первичной обмотки увеличение может быть 2,5 раз. В то же время при работе на рабочем ходу уменьшение индуктивности не происходит, то есть сварочный ток остается тем же.
Таким образом, можно выбирать место, где будет происходить насыщение. На фиг. 3г показан магнитопровод, где насыщается стержень вторичной обмотки, то есть токи на холостом ходу будут, как в случае на фиг.3а и 3б, но сечение выбрано переменным, обеспечивающим ненасыщенный режим на остальных участках и экономию стали. Такие магнитопроводы вначале рассчитываются приближенно, а затем в них вматываются измерительные витки и определяются реальные индукции в сечениях и доводятся до нужных.
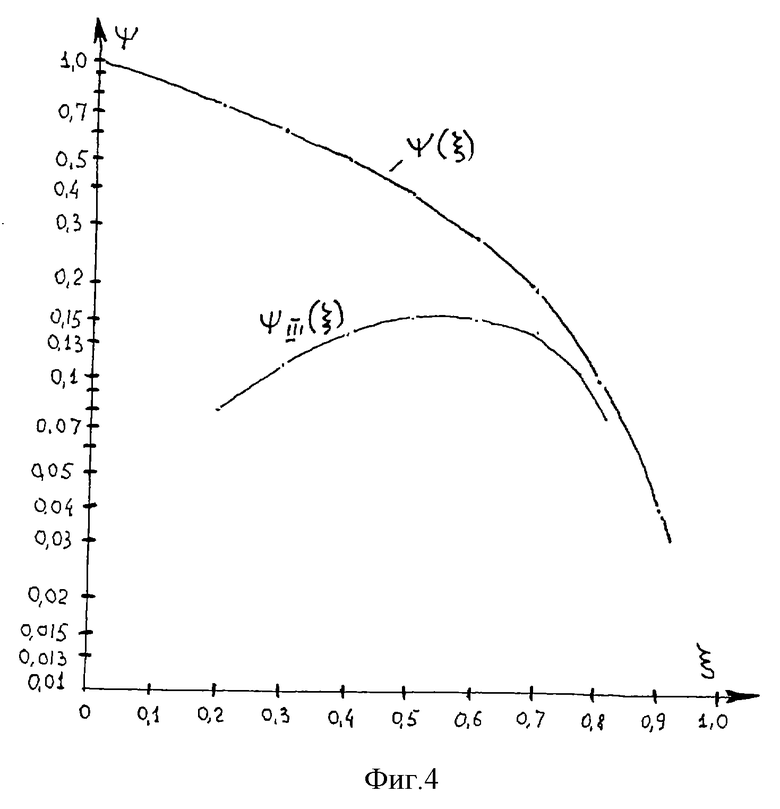
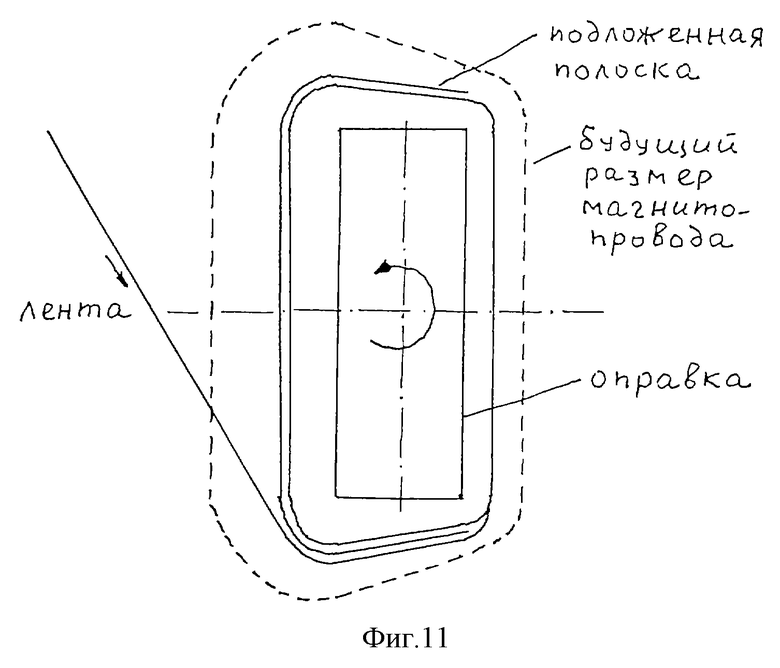
На фиг. 4 показаны графики для эффективного тока и третьей гармоники тока, рассчитанные по приведенным выше формулам. Если "обрезание" сделано как на фиг.3в, то необходимо брать соответствующий коэффициент. В любом случае это уточняется экспериментом.
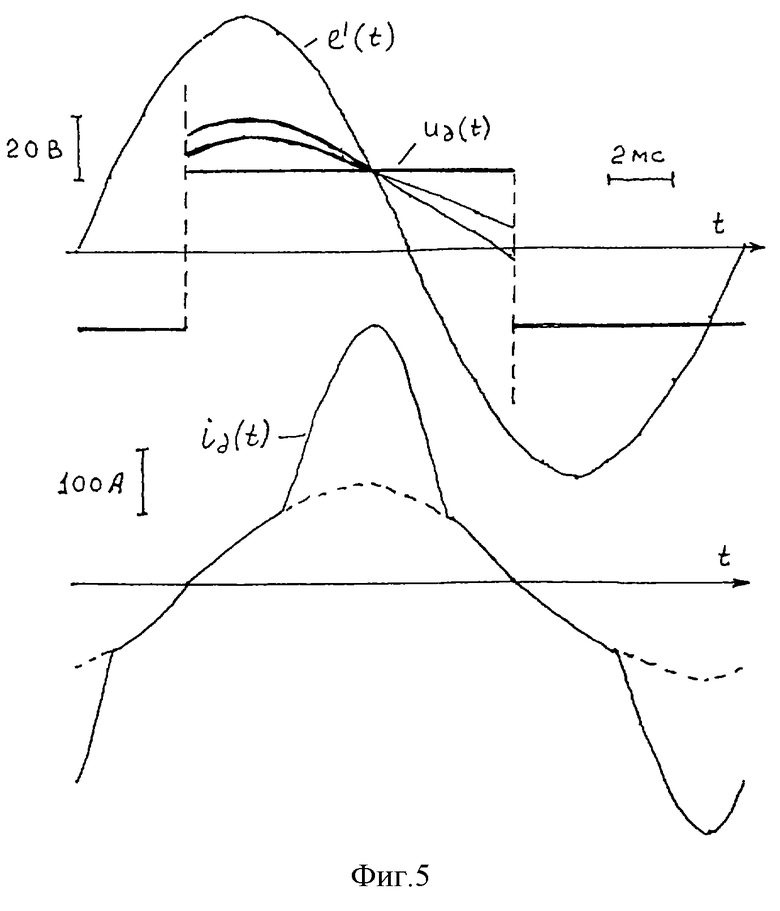
На фиг. 5 показаны временные диаграммы напряжений и токов в сварочном трансформаторе с ограничением тока индуктивностью с насыщающимся участком. Напряжение на дуге - меандр, сдвинутый по фазе относительно приведенного напряжения сети. Напряжение, приложенное к индуктивности, есть разность напряжения сети (приведенного) и напряжения на дуге. Приращение тока индуктивности пропорционально интегралу приложенного напряжения, то есть ток нарастает, пока оно положительно (пока не будем обращать внимание на насыщение одной части индуктивности). В момент нуля напряжения имеет место максимум тока, затем ток уменьшается. Площадь над меандром строго равна площади под меандром, и это определяет фазу напряжения на дуге. Если в начальный момент возбуждения дуги фаза оказалась не та (в общем случае так оно и будет), то следует переходный процесс установления фазы, причем он может оказаться и неустойчивым (это вызывает неудачи попыток зажечь дугу).
Представим, что индуктивность распределена по трансформатору и дросселю (фиг.1) и эквивалентная схема на фиг.2. Тогда на дуге будет меандр (средневыпрямленное напряжение меандра равно эффективному, у синусоидального напряжения средневыпрямленное в 1,11 раза меньше, поэтому тестеры, то есть измерительные вольтметры детекторной системы, имеют эту поправку для перевода средневыпрямленного напряжения в эффективное. Это может создавать ошибки и не отражено в ГОСТах на сварочное оборудование). В крайней левой точке эквивалентной схемы фиг.2 напряжение равно приведенному напряжению сети, то есть синусоиде Е'. В промежуточных точках магнитопровода оно плавно переходит между этими двумя напряжениями. Если бы напряжения были синусоидальными, то их сумма находится как корень квадратный из суммы квадратов, но это не так.
На фиг.5 показано суммирование меандра δ•UL с 0,2 и 0,3 частью напряжения на индуктивности. Можно видеть, что при δ=0,2 средневыпрямленное напряжение (и максимальный магнитный поток и индукция в магнитопроводе) вообще не добавляется, а добавки начинаются только с 0,3, причем это суммирование происходит по более сложному закону. Из этого следует, что при индуктивности рассеяния, связанной с ярмом трансформатора (фиг.1), около 0,3 от суммарной индуктивности увеличение площади этой части магнитопровода не требуется.
Введем теперь определения и приведем расчетные формулы:
где ZДР = 2πf•LТР - номинальное индуктивное сопротивление трансформатора со стороны первичной обмотки с закороченной вторичной обмоткой и закороченными секционированными обмотками дросселя, измеренное в режиме, исключающем насыщения (например, индуктометром);
UL - напряжение на индуктивности;
ϕ - фазовый сдвиг между напряжением сети и на дуге;
γ - отношение индуктивности, вызванной воздушным зазором в дросселе к номинальной индуктивности трансформатора;
ξЛЕВ - заполненность дросселя в минимальном сечении по отношению к напряжению сети;
WTP - витки первичной обмотки;
WДР - витки секционной обмотки дросселя, включенные последовательно в данном режиме, в режиме максимального тока нулевые;
ψ(ξ) - функции на фиг.4;
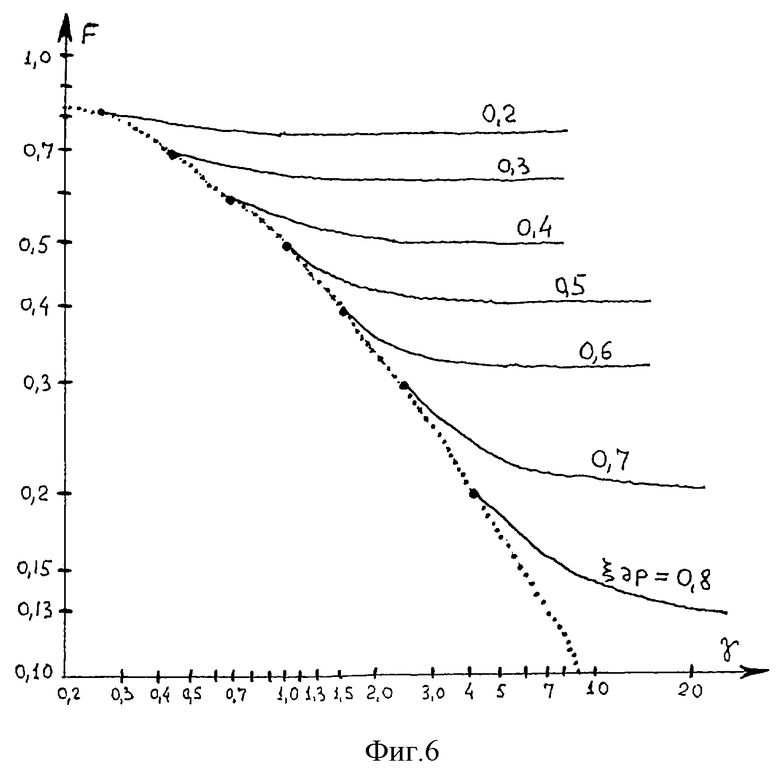
F - функция, построенная по этим формулам на фиг.6.
Обратившись к фиг.5, видим, что после переключения тока дуги от отрицательного к положительному, ток нарастает по близкой к синусоиде кривой, пока не насытится магнитопровод дросселя в узком сечении. Индуктивность уменьшается и ток нарастает более энергично. Если таких участков несколько, то приходится "сшивать" вышеприведенные формулы.
Заметим, что существует γКР
Если γ меньше ее, то магнитопровод вообще не насыщается. Это может иметь место при подключении секционированных обмоток дросселя в режимах малых токов. Заметим также, что индуктивность дросселя (и γ, конечно) пропорционально квадрату числа витков. Ток дуги может быть рассчитан через отношение витков первичной и вторичной обмоток.
Теперь приведем расчетные формулы и числовой пример для понимания специфики сварочного трансформатора: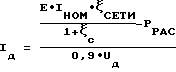

где Е - напряжение сети;
Е' - приведенное ко вторичной обмотке напряжение (оно обрезано);
IHOM - номинальный ток сети;
ξСЕТИ - принятая перегрузка сети (при ξСЕТИ = 1,7 ПВ=33%);
ξc - "уступка" в полном использовании тока сети из-за неполной емкостной компенсации, при ξc = 0,1-0,2 компенсирующая емкость может быть вдвое меньше;
РРАС - рассеиваемая на сопротивлении обмоток мощность;
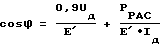
Ud - напряжение дуги (осциллографическое);
IC - емкостной ток;
ϕ - фазовый сдвиг тока дуги к напряжению Е'.
Например, пусть есть сеть 220 В, 16 А, перезагрузка ξСЕТИ = 1,7, РPAC= 700 Вт, Uд= 16 В (аргонодувная сварка), Е'=36 В (это достаточно для такой дуги), ξc = 0,15, расчет дает Iд=313 А, cosϕ=0,462, sinϕ=0,887, I2КЗ=353 A, I1КЗ= 57,7 A, IC/I1КЗ= 0,551, IC=31,9A, С=462 мкФ. Проверим векторный ток рабочего хода: .
.
Конденсатор компенсирует 31,9 А индуктивного тока, остается 13,5 А. Рабочий ток аппарата есть корень квадратный из суммы квадратов активного и реактивного токов, то есть 27,2 А. Допустимый ток сети 16•1,7=27,2 А, то есть в точности совпал с рассчитанным, что подтверждает точность приведенных выше формул.
Теперь представим, что при тех же условиях емкостная компенсация не применяется. Тогда при допустимом токе из сети 27,2 А ток дуги 162 А, то есть вдвое меньше. Поэтому очевидна необходимость емкостной компенсации. Но на холостом ходу будет течь емкостный ток 31,9 А, что неприемлемо. Поэтому трансформатор должен проектироваться со значительным индуктивным током холостого хода. Мы принимаем его 0,8 от тока IC, в данном случае 25,5 А или 0,442 от тока I1КЗ. Точный расчет тока холостого хода аппарата можно провести по графикам на фиг.4. Для данного случая ξ=0,45, нескомпенсированная первая гармоника 6,4 А и третья гармоника 8,6 А. Токи складываются как ортогональные векторы, ток холостого хода будет 10,7 А, что может быть приемлемо.
Но существует причина, по которой нельзя снижать заполненность ξ. Если E′•ξ<Uд, то наступает режим прерывистого тока дуги, поэтому уменьшать ξ меньше 0,5 нежелательно. При этом можно видеть, что тока холостого хода не хватает для компенсации емкостного тока. В этом случае целесообразно делать операцию, показанную на фиг.3в, то есть обрезать ближе к второму участку.
Введем определение габаритной мощности:
где r1, r2 - сопротивления первичной и вторичной обмоток трансформатора;
r'1, r'2 - приведенное сопротивление обмоток к другим обмоткам;
Вm - максимальная индукция в стержне первичной обмотки;
SC - геометрическое сечение магнитопровода;
f - частота сети;
SM - чистая площадь меди;
ρ - удельное сопротивление провода (меди);
lM - средняя длина витка.
По первым формулам рассчитывается Ргаб готового трансформатора, по последней - проектируемого. Заметим, что мы принимаем Вm=1,95 Тл на геометрическую площадь магнитопровода (без учета коэффициента заполнения стали), площадь меди считаем чистой. Так удобно при проектировании трансформатора и измерениях.
Через Ргаб легко расчитываются многие параметры. Например, Ррас:
Ррас=(Е'•Iд)/Ргаб=(E•I1px)/Ргаб.
Отсюда видно, как сильно Ррас и Ргаб зависят от напряжения Е'. Раньше снижение этого напряжения ограничивалось стабильностью возбуждения и поддержания дуги, при наличии устройства для возбуждения дуги многие ограничения снимаются и габаритная мощность трансформатора может быть снижена.
Вводим понятие критерия формы трансформатора:
Кр=(Ргаб)3/5/m,
где m - масса трансформатора. Так же может быть введен критерий по стоимости. Такой критерий замечателен тем, что не зависит от размеров трансформатора, а только от его формы, то есть отношения между размерами. Поэтому он может служить объективным мерилом достижений разработчика и показывает пути продвижения. Для справки - лучшие трансформаторы обычной конструкции имеют Кр=90-100, "обрезанные" достигают 125. Рассчитывая варианты, можно найти оптимальную форму, а затем масштабированием сразу получить размеры.
Габаритная мощность пропорциональна пятой степени линейного размера, сварочный ток - третьей степени.
Итак, если емкостная компенсация не применяется, то I1хх /I1кз в пределах 0,1-0,3, если применяется - то от 0,35 до 0,45 в зависимости от отношения E'/UД.
Теперь, после разъяснении требований к сварочному трансформатору, можно более ясно описать предлагаемое устройство и принцип его работы по фиг.1.
Вторичная обмотка 2 трансформатора выполнена с отводами для подключения дуги с разными напряжениями. Например, для аргонодуговой сварки это 16 В, для штучных электродов 23 В, встречаются электроды с толстым покрытием, имеющие напряжения более 30 В. Кроме того, напряжение в сети может падать, и тогда обмотка с большим напряжением позволяет выполнить сварку, хотя и меньшим током.
Как показано выше, первый участок 1 магнитопровода на холостом ходу насыщается. Если магнитопровод выполнен, как на фиг.3б, то насыщение будет точно по границе участка 1, если же он выполнен в форме фиг.3в, то граница насыщения может быть передвинута вплоть до участка 3.
На участке 8 имеется секционированная обмотка 9, которая с помощью переключателя может соединяться с обмоткой 5 для регулировки сварочного тока и присоединяться к сети. На фиг.1 переключатель показан в режиме максимального тока дуги, то есть соединение идет помимо обмотки 9. Для компенсации индуктивного тока может быть присоединен конденсатор 12. В режимах меньших токов дуги емкость конденсатора может быть уменьшена, а при самых малых токах он может отключаться.
Эквивалентная схема (фиг. 2) помогает понять работу устройства. Индуктивность рассеяния 13 может быть условно отнесена к первичной обмотке, индуктивность 14 - к вторичной обмотке. Физически они образуются полем рассеивания, проходящим в воздухе, вне магнитопровода. Индуктивность дросселя образуется в воздушном зазоре (фиг.1). Она может уменьшаться при насыщении участка 8. Индуктивность 14, хотя она и находится в воздухе, может также уменьшаться до 2,5 раз, если насыщение магнитопровода происходит, как на фиг.3в.
При работе на холостом ходу XX участок 1 (фиг.1) насыщается, что в эквивалентной схеме на фиг.2 соответствует падению напряжения до нуля на обмотке 4. Тогда на все индуктивности в эквивалентной схеме приходится напряжение Е (1-ζ), например, 220 В (1-0,5), то есть 110 В. При работе на рабочем ходу РХ на индуктивность приложено напряжение UL = Esinϕ, например, 220 В•0,887= 195 В, то есть значительно больше, чем на холостом ходу, поэтому именно на рабочем ходу есть возможность насыщения элементов этой индуктивности. Больше всего это возможно в узком сечении вблизи воздушного зазора (фиг.1).
На фиг. 3 дано пояснение перехода от полностью насыщающегося трансформатора с постоянным сечением стали с отдельным дросселем (фиг.3а) до трансформатора с развитым магнитным рассеянием и ярмами полного сечения (фиг.3б), к трансформатору с "урезанным" магнитпопроводом (фиг.3в) и к трансформатору с магнитопроводом переменного сечения, где сечение насыщения может быть установлено в пределах от участка 1 до участка 3 (фиг.1).
Доля тока холостого хода от тока короткого замыкания может быть найдена по графику ψ(ξ) на фиг.4. Там же приведен график ψIII(ξ), то есть третьей гармоники.
На графиках на фиг.6 может быть определен ток первичной обмотки, а по нему сварочный ток, как это показано в формулах в тексте. Там же приведены формулы для расчета емкостного тока, компенсирующего индуктивный ток в режиме максимального тока дуги (самый критичный случай), и индуктивный ток холостого хода, компенсирующий емкостный ток на холостом ходу. Эти формулы и графики позволяют найти сечения магнитопроводов дросселя и трансформатора, удовлетворяющие как режиму рабочего хода РХ, так и режиму холостого хода XX. В общем случае сечения будут переменными, как показано на фиг.1. Расчет режимов меньших токов можно сделать по приведенным формулам и графикам и не будем на этом останавливаться.
Показанный на фиг.7а вариант устройства выполнен на пластинах стали Ш-образной формы. Соотношения ширины пластин принимается так же, как и устройства на фиг.1. В зависимости от необходимого тока холостого хода XX сечение ярма (интервала между первым и вторым участками 16 и 17) принимается равным сечению стержня (участка 17) со вторичной обмоткой (в этом случае насыщение происходит вблизи центрального стержня - участка 16 и ток холостого хода велик), или больше этого сечения (насыщение происходит на участке 17 вторичной обмотки 2 и ток холостого хода минимальный).
На фиг. 7б показан вариант устройства, где вторичная обмотка 2 намотана частично на первом участке магнитопровода с первичной обмоткой 15. При переключении вывода вторичной обмотки в сторону повышения напряжения (снижения тока) в этом случае автоматически снижается ток короткого замыкания КЗ первичной обмотки 15 и уменьшается сварочный ток. Например, ток дуги может быть сделан от 400 до 100 А регулировкой только вторичной цепи. Дальнейшее уменьшение тока производится подключением секционированной обмотки 9 дросселя.
Работа варианта устройства на фиг.8 аналогична работе устройства по фиг. 1. То же относится и к варианту на фиг.9. Особенностью здесь может быть то, что поле рассеивания вторичной обмотки 2 может влиять на секционированную обмотку 9 дросселя, что надо учитывать.
Работа устройства, показанного на фиг.12, происходит следующим образом. Мощный сварочный трансформатор старых образцов обычного типа, который назовем "обслуживаемый трансформатор", не имеет системы возбуждения и стабилизации дуги. К его выходной обмотке - потенциальному выходу 29 и заземляемому выходу 30 может быть присоединена общая обмотка 15 трансформатора предложенного устройства. На этой обмотке из синусоиды образуется "обрезанная синусоида". Через конденсатор 25 импульс с фронтом 0,8-1,5 мс подается на магнитный ключ 20, который укорачивает его до 40-80 мкс. Через конденсатор 26 он заряжает конденсатор 27 до отрицательного напряжения. Магнитный ключ 21 держит площадь напряжения время, определяемое его вольтсекундной площадью, а затем коротко замыкает вход устройства (и соответственно вторичную обмотку обслуживаемого трансформатора) на заряженный конденсатор 27 и осуществляет возбуждение дуги согласно известному способу, описанному в прототипе. Так как фронт уже укорочен ключом 20, то ключ 21 может иметь немного витков, и при насыщении его индуктивность насыщения мала и короткое замыкание эффективно. Работа формирователя 22 и фильтра 23 аналогична идентичным узлам из патента 2155120, фиг.16.
Магнитные ключи 20, 21 и формирователь 22 подготавливаются к работе током смещения обмотки 15. Возбуждение дуги описано выше.
Если дуга стабильно загорается каждые полпериода при переходе через нулевой ток, то на выходе обслуживаемого трансформатора напряжение имеет вид меандра. Устройство со стержнем 1 не насыщается, импульсы возбуждения и ток смещения не вырабатываются. Но тут работает виток 24 индуктивности смещения, который током дуги подготавливает магнитные ключи.
Если в очередной переход тока дуги через нуль он не возобновится, имеет место скачок напряжения от -UД (например, -23 В) до +e(t) (например, +50 В). Конденсатор 27 заряжен до -23 В, к ключу 21 приложено +50 В. После исчерпания его вольтсекундной площади он закорачивает выход обслуживаемого трансформатора на заряженный конденсатор, осуществляя возбуждение (стабилизацию) дуги согласно известному способу из вышеуказанного патента. При этом инерционные цепи обмотки 15 и 2, магнитный ключ 20 не успевают срабатывать, и этим режим стабилизации отличается от режима возбуждения.
Во всех этих устройствах используются магнитопроводы переменного сечения. На фиг.11 показано, как выполняются такие магнитопроводы.
Способ изготовления магнитопроводов в устройствах для электродуговой сварки заключается в навивке его из стальной ленты на оправку, причем для получения переменного сечения по длине магнитопровода предварительно изготавливают размеренные отрезки стальных листов и при навивке периодически накладывают их в места увеличения сечения магнитопровода между соседними витками навиваемой ленты.
При этом не только исключается трудоемкая обрезка магнитопровода трансформатора или дросселя до нужной формы, но и используются отходы ленты. Более того, обычно на заводах скапливается много обрезков при намотке магнитопроводов, которые обычно идут в брак, а в предложенном способе эти обрезки находят применение, что также удешевляет продукцию.
Таким образом, при использовании предложенных технических решений достигается поставленный технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный трансформатор | 1990 |
|
SU1839648A3 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1996 |
|
RU2103760C1 |
| СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО ТОКА (ВАРИАНТЫ) | 2001 |
|
RU2182060C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011493C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2155120C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| СВАРОЧНЫЙ АППАРАТ | 1994 |
|
RU2071887C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2188104C2 |
Изобретение относится к области электротехники, в частности к устройствам для электродуговой сварки и способу изготовления магнитопровода, и может найти применение в сварочных аппаратах для получения переменного тока с падающей вольтамперной характеристикой. Первый участок замкнутого магнитопровода выполнен с сечением, обеспечивающим его насыщение на холостом ходу, и на нем расположена вторичная обмотка трансформатора устройства, электрически связанная с электродным и заземляемым выходами. Второй его участок выполнен с сечением, обеспечивающим ненасыщение на всех режимах работы, и на нем расположена первичная обмотка, электрически связанная через дроссель с сетью переменного напряжения. Дроссель имеет магнитопровод и основную обмотку на его первом участке, включенную последовательно согласно с первичной обмоткой трансформатора и охватывающую второй участок магнитропровода трансформатора. Первичная обмотка трансформатора охватывает первый участок магнитопровода дросселя. Согласно второму варианту первичные обмотки трансформатора и дросселя образуют общую обмотку, которая расположена на первом участке магнитопровода трансформатора, на втором участке которого, выполненном с сечением, обеспечивающим его насыщение на холостом ходу, расположена вторичная обмотка. На третьем участке расположена дополнительная обмотка дросселя с возможностью последовательного ее подключения согласно с общей обмоткой. По третьему варианту устройство имеет магнитные ключи, индукционный фильтр, виток индуктивности смещения и формирователь импульсов возбуждения и выходы для соединения с обслуживаемым сварочным трансформатором. Для получения переменного сечения магнитопровода предварительно изготовленные мерные отрезки стальных листов при навивке периодически накладывают в места увеличения сечения между соседними витками навиваемой ленты. Технический результат заключается в снижении веса устройства и улучшении его технико-экономических показателей. 4 с. и 7 з.п. ф-лы, 12 ил.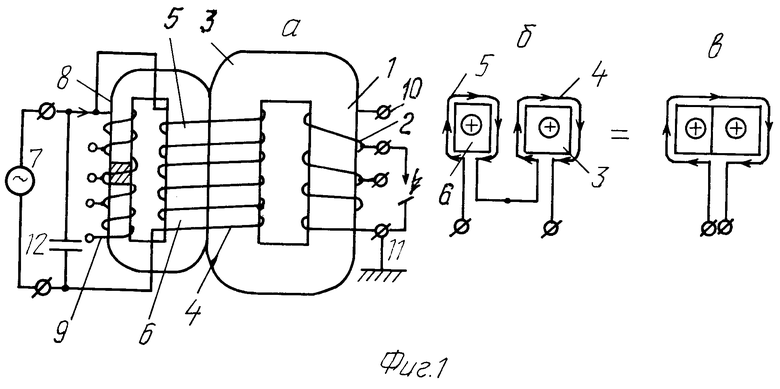
| Сварочный трансформатор | 1990 |
|
SU1839648A3 |
| Способ изготовления магнитопровода | 1982 |
|
SU1077022A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1996 |
|
RU2103760C1 |
| Трансформатор с регулируемым падением напряжения | 1929 |
|
SU16774A1 |
| JP 52090033, 28.07.1977 | |||
| JP 6005445, 14.01.1994. | |||

