Изобретение относится к сварке и может использоваться как источник питания для различных видов ручной, автоматической и полуавтоматической сварки, особенно в случаях, требующих повышенного холостого хода источников.
Известно устройство дуговой сварки с целью подпитки и тиристорным фазорегулятором в цепи первичной обмотки силового трансформатора.
Однако непосредственное шунтирование тиристоров дросселем снижает напряжение первичной обмотки сварочного трансформатора в интервалы непроводимости тиристоров и отрицательно влияет на устойчивость горения дуги.
Известно также устройство для дуговой сварки, содержащее сварочный трансформатор и вспомогательный трансформатор, в первичную обмотку которого включен коммутатор, управляющая цепь которого соединена с датчиком параметра дуги, включенным в сварочную цепь, вторичная обмотка вспомогательного трансформатора соединены последовательно с первичной обмоткой сварочного трансформатора и шунтирована дополнительно введенным в устройство коммутатором из встречно параллельно включенных вентилей. Подключение вспомогательного трансформатора также от сети с током подпитки 10-30 А резко снижает КПД устройства, а наличие блоков управления и датчиков тока понижает надежность его работы.
Кроме того, форма кривой напряжения сварочного трансформатора при тиристорном регулировании несинусоидальна и коэффициент нелинейных искажений значительно больше коэффициента нелинейных искажений сети.
Регулирование тока в первичной обмотке вспомогательного трансформатора посредством открытия и закрытия симистора также увеличивает коэффициент нелинейных искажений устройства.
Техническая задача изобретения создание устройства для электродуговой сварки с целью, обеспечивающей стабильное горение дуги.
Поставленная задача решается следующим образом.
Предложено устройство для электродуговой сварки, содержащее сварочный трансформатор и вспомогательный трансформатор с отдельными магнитопроводами, при этом первичная обмотка сварочного трансформатора одной клеммой подключена к выводной клемме сети через встречно включенную обмотку вспомогательного трансформатора, первичная обмотка сварочного трансформатора одной клеммой подсоединена к выводной клемме сети через вторичную обмотку вспомогательного трансформатора, при этом первичная обмотка вспомогательного трансформатора включена последовательно и согласно со вторичной обмоткой сварочного трансформатора, а в магнитопроводе вспомогательного трансформатора выполнен воздушный зазор.
Кроме того, коэффициент трансформации сварочного трансформатора выполнен меньше коэффициента трансформации вспомогательного трансформатора.
Сущность технического решения поясняется следующим.
Предложенное устройство из сварочного трансформатора и вспомогательного трансформатора, в котором первичная обмотка сварочного трансформатора одной клеммой подключена к выводной клемме сети через встречно включенную вторичную обмотку вспомогательного трансформатора, при этом первичная обмотка вспомогательного трансформатора включена последовательно и согласно со вторичной обмоткой сварочного трансформатора, обеспечивает уменьшение тока включения устройства на холостой ход, а после зажигания дуги поддерживает ее стабильное возбуждение за счет увеличения тока подпитки, полученного от вспомогательного трансформатора работающего в режиме повышающего трансформатора с возможностью изменения коэффициента трансформации в широких пределах (1 20).
На фиг. 1 изображена принципиальная схема предлагаемого устройства; на фиг. 2 внешние характеристики устройства.
Сварочный трансформатор имеет магнитопровод 1, на котором размещены первичная обмотка 2 и вторичная обмотка 3. Вспомогательный трансформатор имеет магнитопровод 4, на котором размещены первичная обмотка 5 и вторичная обмотка 6. Первичная обмотка 2 сварочного трансформатора одним выводом подключена встречно к выводной клемме вторичной обмотки 6 вспомогательного трансформатора. Первичная обмотка 5 вспомогательного трансформатора включена последовательно и согласно с вторичной обмоткой 3 сварочного трансформатора через электрод 7 и сварочное изделие 8.
Устройство работает следующим образом.
При включении устройства к сети напряжение U1 прикладывается к первичной обмотке 2 сварочного трансформатора и вторичной обмотке 6 вспомогательного трансформатора, при наличии большего сопротивления между электродом 7 и свариваемым изделием 8 протекает ток холостого хода 0,5 А, и создаваемый им магнитный поток индуктирует в первичной обмотке 2 сварочного трансформатора ЭДС E1, а во вторичной обмотке 3 ЭДС E2, равную U2. Падение напряжения на вторичной обмотке 6 вспомогательного трансформатора составляет 0,5 В вследствие того, что магнитопровод 4 выполнен с воздушным зазором 2 4 мм, уменьшая индуктивность вспомогательного трансформатора, выполняющего также функции дросселя.
При первоначальном подключении сварочного трансформатора к сети через вторичную обмотку 6 вспомогательного трансформатора с магнитопроводом 4, выполняющих функцию дросселя, уменьшается насыщение магнитной цепи сварочного трансформатора и соответственно уменьшается пусковой ток.
После поджигания дуги между электродом 7 и сварочным изделием 8 во вторичной цепи сварочного трансформатора протекает ток.
Устройство работает после зажигания дуги следующим образом.
В момент прохождения напряжения через нуль за счет наличия индуктивности обмоток 2, 3 сварочного трансформатора, индуктивности первичной 5 и вторичной обмотки 6 вспомогательного трансформатора ток подпитки во вторичной цепи имеет достаточную величину для возбуждения дуги.
Уменьшение сопротивления между электродом 7 и сварочным изделием 8 первоначально приводит к увеличению тока во вторичной цепи и уменьшению выходного напряжения сварочного трансформатора U2. Однако вследствие того, что первичная обмотка 5 вспомогательного трансформатора включена согласно со вторичной обмоткой 3 сварочного трансформатора увеличение вторичного тока приводит к пропорциональному увеличению напряжения на вторичной обмотке 6 вспомогательного трансформатора, соответственное увеличение напряжения на первичной обмотке 2 и вторичной обмотке 3 сварочного трансформатора.
Увеличения напряжения на вторичной обмотке 3 сварочного трансформатора может быть достигнуто дополнительным уменьшением числа витков в первичной обмотке 2 сварочного трансформатора (не показано).
Увеличение вторичного тока приводит к дополнительному увеличению индуктивного сопротивления контуров устройства, что обеспечивает автоматическое регулирование напряжений и тока, что поддерживает горение дуги во всех режимах сварки.
Изменение величины тока сварки (фиг. 2) регулируется переключением числа витков вторичной обмотки 6 вспомогательного трансформатора (не показано), и обмотки 3 сварочного трансформатора.
Пропорциональное увеличение индуктивного сопротивления вспомогательного трансформатора при увеличении тока нагрузки ограничивает величину тока короткого замыкания сварочного трансформатора.
При обрыве дуги вторичный ток нагрузки уменьшается до нуля и ЭДС E2 вторичной обмотки 6 вспомогательного трансформатора также становится равной нулю, а напряжение U2 сварочного трансформатора в нерабочем состоянии восстанавливается до начального напряжения холостого хода, что удовлетворяет условиям техники безопасности.
Кривая напряжения устройства при амплитудном регулировании синусоидальная, поэтому коэффициент нелинейных искажений незначительный и практически равен коэффициенту нелинейных искажений сети.
Глубина регулирования стабильного возбуждения дуги сварочного трансформатора с помощью вспомогательного трансформатора, работающего в режиме трансформатора тока с повышающим коэффициентом трансформации, пропорциональна коэффициенту трансформации (1 120) вспомогательного трансформатора и дополнительно увеличивается с уменьшением индуктивного сопротивления короткого замыкания сварочного трансформатора. Расширение диапазона регулирования напряжения устройства, выполнение трансформации тока подпитки из вторичного контура сварочного трансформатора в его первичный контур, простота конструкции, снижение расхода активных материалов, ремонтопригодность, а также высокие энергетические показатели дают значительный экономический эффект.
Опытный образец предлагаемого устройства на базе трансформатора для дуговой резки и сварки, по патенту N 2041038, кл.B 23 K 9/00, имеет следующие характеристики:
Входное напряжение U1 (однофазное) 220 В
Ток/напряжение дуги Iд/Uд 300 А/34 В 250 А/31 В 200 А/28 В 150 А/28 В 100 А/23 В 50 А/20 В
Выходное напряжение U2xx, В 40
Число витков первичной обмотки сварочного трансформатора, ω1c 208
Число витков вторичной обмотки сварочного трансформатора, ω2c 36
Число витков в первичной обмотке вспомогательного трансформатора, ω1в 5
Число витков во вторичной обмотке вспомогательного трансформатора, ω2в - 560
Масса кг 18
Габариты, мм 200 х 340 х 180я
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ РЕЗКИ И СВАРКИ | 1992 |
|
RU2041038C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2644711C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2188104C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2069610C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2155120C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2035275C1 |
| Устройство для сварки на переменном токе | 1977 |
|
SU904932A1 |
| Сварочный аппарат | 1991 |
|
SU1835092A3 |

Использование: сварка, источник питания для различных видов ручной, автоматической и полуавтоматической сварки, особенно в случаях, требующих повышенного холостого хода источников. Сущность изобретения: устройство содержит сварочный вспомогательный трансформатор с отдельными магнитопроводами, при этом первичная обмотка сварочного трансформатора одной клеммой подключена к выводной клемме сети через встречно включенную обмотку вспомогательного трансформатора, при этом первичная обмотка вспомогательного трансформатора включена последовательно и согласно со вторичной обмоткой сварочного трансформатора. В магнитопроводе вспомогательного трансформатора выполнен воздушный зазор. 1 з. п. ф-лы, 2 ил.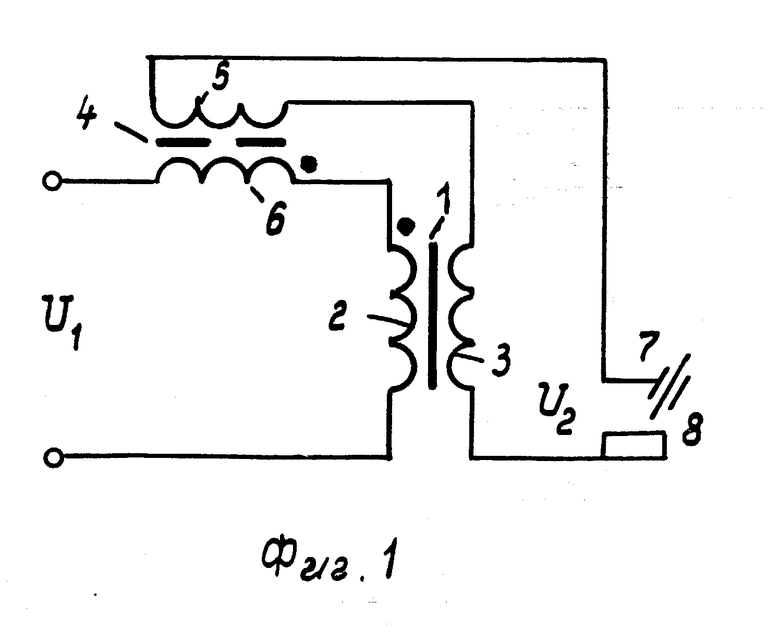
| SU, авторское свидетельство, 554967, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
