Изобретение относится к установкам для непрерывного производства декоративно-облицовочных плит на основе измельченных бытовых и промышленных отходов стекла, которые используются для внутренней и наружной отделки зданий и сооружений, полов, создания художественно-декоративных панно.
Известна установка для непрерывного изготовления декоративно-облицовочных плит на основе измельченных кремнеземистых отходов различных отраслей промышленности, которая содержит электронагреватель, теплоизоляционные формы для заготовок плит, механизмы для горизонтальной загрузки и выгрузки форм и их вертикального шагового перемещения, причем форма с электронагревателем дополнительно снабжена механизмом горизонтального перемещения и выполнена в виде рамочного теплоизолированного каркаса по форме заготовки и дополнительно к механизму шагового вертикального перемещения нижней стопы заготовок установка снабжена механизмом вертикального шагового перемещения верхней стопы заготовок, причем эти механизмы имеют связи с синхронизирующим устройством по циклам загрузки, выгрузки и шагового перемещения [1].
К недостаткам известной установки можно отнести значительную длительность процесса отжига, который протекает при естественном охлаждении заготовок в нижней стопе. Это снижает производительность установки.
Известна установка для непрерывного изготовления декоративно-облицовочных плит на основе стеклогранулята, которая содержит установленный на каркасе тепловой колпак с электронагревателями, теплоизолированные формы с полостью под заготовки плит, каретку с опорами для поочередной доставки форм под колпак, механизм поджатия форм к колпаку, укладчик гранулята в форму, выполненный в виде щелевого бункера с длиной щели, соответствующей одному из габаритов заготовки плиты, шибером и фиксатором положения шибера относительно щели, при этом укладчик гранулята установлен подвижно на каркасе с возможностью перемещения над кареткой и регулирования вертикального положения относительно нее. Установка также снабжена отдельными крышками к каждой форме, выполненными в виде теплопроводной оболочки с боковыми выступами под опоры каретки и центрирующими упорами для формы. Также на каретке установки смонтированы дополнительные опоры под форму с возможностью поворота вокруг горизонтальной оси. Установка снабжена механизмом подвески формы к контуру полости колпака [2].
К недостаткам известной установки можно отнести значительные тепловые потери, вызванные тем, что при отжиге и охлаждении изделий в форме выделяемое тепло безвозвратно теряется. Это повышает энергозатраты на единицу продукции и снижает производительность установки.
Предлагаемое изобретение лишено указанных недостатков. Технический результат, достигаемый в предложенном устройстве, заключается в увеличении производительности и снижении энергозатрат на единицу продукции при выпуске облицовочных плит на основе стеклобоя. Названный результат достигается тем, что установка для непрерывного изготовления облицовочных плит на основе бытовых и промышленных отходов стекла, содержащая установленный на каркасе тепловой колпак с электрическими источниками теплового излучения, формы составной конструкции, транспортеры для горизонтальной загрузки и выгрузки форм с заготовками, механизмы вертикального перемещения горячей и холодной стоп, образованных формами с заготовками, снабжена подвижными теплоаккумулирующими вкладышами с механизмами их перемещения. Эти вкладыши служат для интенсификации процесса отжига заготовок и использования отведенного от горячих заготовок тепла на предварительный нагрев холодных заготовок. Теплоаккумулирующие вкладыши вдвигаются в пространство между горячими формами и отбирают тепло от нагретых заготовок, после чего они перемещаются в пространство между формами с холодными заготовками и осуществляют их предварительный нагрев. Установка снабжена вентиляционной системой, которая одновременно служит для конвективного охлаждения горячих заготовок и предварительного нагрева холодных заготовок. Охлаждение и предварительный нагрев заготовок осуществляются за счет принудительной циркуляции воздуха, создаваемой вентиляционной системой. В установке применяются составные формы. Внешняя силовая рама формы выполнена из конструкционного материала, предохраняющего от повреждений вкладыш и заготовку, проходящую термообработку. Также на силовой раме составной формы предусмотрены направляющие для ее горизонтального перемещения и установки на другую форму. В силовой раме составной формы располагается вкладыш с полостью под заготовку, выполненный из керамического конструкционного материала, обеспечивающего стабильность геометрических размеров получаемых изделий.
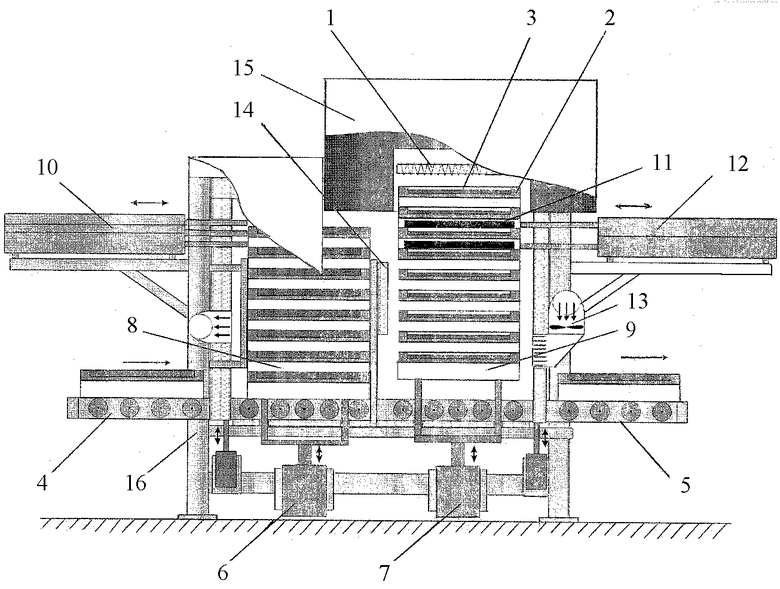
На чертеже приведена схема предлагаемого изобретения.
Установка для непрерывного изготовления облицовочных плит содержит электрические источники теплового излучения 1, составные формы 2 с заготовками 3, транспортеры для горизонтальной загрузки 4 и выгрузки 5 форм с заготовками, механизмы 6 и 7 для вертикального перемещения холодной 8 и горячей 9 стоп, образованных формами с заготовками, механизм 10 для перемещения верхней формы с заготовкой из холодной стопы в зону спекания в верхнее положение горячей стопы. Установка оборудована теплоаккумулирующими вкладышами 11 с механизмами их перемещения 10 и 12 и вентиляционной системой 13. Холодная и горячая стопы разделены между собой теплоизолированной перегородкой 14. Тепловой колпак 15 закрепляется на каркасе 16.
Установка работает следующим образом. Сначала установка выводится на рабочий режим. Для этого с помощью транспортеров горизонтальной загрузки 4 и выгрузки 5, последнему из которых задается обратный ход, и механизмов вертикального перемещения 6 и 7 холодная 8 и горячая 9 стопы заполняются формами 2 с песком. Затем включаются электрические источники теплового излучения 1, которые за некоторое время прогревают тепловой колпак 15. Затем запускаются механизмы вертикального перемещения 6 и 7, механизм 10 для перемещения верхней формы из холодной стопы в зону спекания и роликовые транспортеры горизонтальной загрузки 4 и выгрузки 5. По мере выгрузки форм с песком в установку загружаются формы с заготовками. После спекания первой заготовки установка выходит на заданный режим. Для получения облицовочной плиты форма 2 с заготовкой 3 устанавливается на транспортер горизонтальной загрузки 4, с помощью которого перемещается в основание холодной стопы 8. При этом происходит выгрузка нижней формы 2 с заготовкой 3 из горячей стопы 9 на транспортер горизонтальной выгрузки 5 и загрузка при помощи механизма 10 верхней формы 2 с заготовкой 3 из холодной стопы 8 в зону спекания в верхнее положение горячей стопы 9. Движение форм с заготовками в горячей и холодной стопах осуществляется при помощи механизмов 6 и 7 для вертикального перемещения холодной и горячей стоп и механизма 10. Таким образом, предварительно нагретая форма 2 с заготовкой 3 из холодной стопы 8 перемещается в верхнее положение горячей стопы 9 и устанавливается на предыдущую форму 2 при помощи направляющих, предусмотренных конструкцией формы. Под действием электрических источников теплового излучения 1 заготовка спекается, а ее лицевая поверхность оплавляется. После спекания заготовки 3 в верхней форме 2 цикл загрузки и выгрузки повторяется. Механизмы вертикального перемещения 6, 7 и механизмы 10, 12 синхронизированы между собой. Цикл их работы зависит от времени спекания. Время спекания составляет 20-40 мин в зависимости от состава заготовки. Типовая заготовка состоит из покровно-согласующего слоя (2-3 мм кварцевого песка), конструкционного слоя (смеси кварцевого песка и измельченных отходов стекла с размерами 1-5 мм в соотношении 20...30 к 70...80 мас. %) и декоративного слоя (3-5 мм цветного стеклогранулята с размерами частиц 1-3 мм). Толщина заготовки 10-30 мм. Температура на фронтальной поверхности заготовки в процессе спекания 900-1000oС, на тыльной поверхности 800oС.
По мере продвижения формы 2 с заготовкой 3 из верхнего положения в горячей стопе 9 в нижнее происходит отжиг заготовки 3 и на выходе она имеет температуру 50-150oС. Отжиг происходит следующим образом. Как только предварительно нагретая форма 2 с заготовкой 3 установилась в верхнее положение горячей стопы 9 для термообработки, в пространство между верхней и предыдущей формой 2 с уже спеченной заготовкой 3 с помощью механизма перемещения 12 вдвигается теплоаккумулирующий вкладыш 11, который в течение части цикла работы охлаждает горячую нижнюю заготовку 3 до 550-600oС. Сам вкладыш 11 нагревается до примерно той же температуры. Далее теплоаккумулирующий вкладыш 11 при помощи механизма 12 перемещается через отверстия в теплоизолированной перегородке 14 и устанавливается в пространство между формами 2 с заготовками 3 в холодной стопе 8. Горячий вкладыш 11 оставшуюся часть цикла работы предварительно нагревает заготовку 3 в холодной стопе 8 до 350-400oС, сам остывая примерно до той же температуры. Перед окончанием цикла работы теплоаккумулирующий вкладыш 11 с помощью механизма перемещения 10 извлекается из печного пространства. После перемещения форм 2 с заготовками 3 в стопах на один шаг вышеописанная процедура повторяется снова. В установке используются два и более теплоаккумулирующих вкладыша 11 для трех и более верхних форм 2 с заготовками 3 в стопах 8 и 9. Для последующего отжига используется вентиляционная система 13, которая конвективно охлаждает формы 2 с заготовками 3 в горячей стопе 9. Далее подогретый воздух поступает к формам 2 с заготовками 3 в холодной стопе 8, предварительно нагревая их до 50-150oС. Вентиляционная система используется для нескольких нижних форм 2 с заготовками 3 в стопах 8 и 9.
Результатом использования изобретения является увеличение производительности за счет интенсификации процесса отжига и снижение тепловых потерь и энергозатрат за счет использования отводимого при отжиге тепла для предварительного нагрева заготовок.
Источники информации
1. Патент РФ 2083513, кл. 6 С 03 В 31/00, В 28 В 5/02, F 27 В 9/00 от 13.10.95.
2. Патент РФ 2121462, кл. 6 С 03 В 31/00, F 27 В 9/00 от 25.04.94.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ НА ОСНОВЕ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ СТЕКЛА | 2000 |
|
RU2204533C2 |
| СПОСОБ ПОРАЖЕНИЯ НАЗЕМНЫХ И ВОЗДУШНЫХ ЦЕЛЕЙ И УСТРОЙСТВО (БОЕПРИПАС) ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158408C1 |
| БЕТОНОБОЙНЫЙ БОЕПРИПАС | 2001 |
|
RU2206862C1 |
| ПУЧКОВЫЙ ОСКОЛОЧНО-ФУГАСНЫЙ СНАРЯД "ЛЕСОКЛИН" | 2005 |
|
RU2309374C2 |
| ОСКОЛОЧНО-ПУЧКОВЫЙ СНАРЯД "ОТМИЧ" | 2005 |
|
RU2309372C2 |
| ОСКОЛОЧНО-ПУЧКОВЫЙ СНАРЯД "ВАСИЛИСК" | 2005 |
|
RU2300073C2 |
| ОСКОЛОЧНО-ПУЧКОВЫЙ СНАРЯД "ВЛАДИМИР" | 2006 |
|
RU2309375C1 |
| ОСКОЛОЧНО-ПУЧКОВЫЙ СНАРЯД "РАТИБОР" | 2005 |
|
RU2309371C2 |
| ОСКОЛОЧНО-ПУЧКОВЫЙ СНАРЯД "ПЕРУН" | 2002 |
|
RU2237231C1 |
| ОСКОЛОЧНО-ПУЧКОВЫЙ СНАРЯД "РУГОДИВ" | 2005 |
|
RU2298763C2 |
Изобретение относится к изготовлению декоративно-облицовочных плит на основе измельченных бытовых и промышленных отходов стекла, применяемых для внутренней и наружной отделки зданий и сооружений, полов, для создания художественно-декоративных панно. Технический эффект - повышение производительности установки и снижение энергозатрат на единицу выпускаемой продукции. Установка состоит из установленного на каркасе теплового колпака с электрическими источниками теплового излучения, составных форм, транспортеров для горизонтальной загрузки и выгрузки форм с заготовками и готовыми изделиями, механизмов вертикального перемещения горячей и холодной стоп, образованных формами с заготовками. Она снабжена подвижными теплоаккумулирующими вкладышами с механизмами их перемещения. Вкладыши служат для интенсификации процесса отжига заготовок и использования отведенного от горячих заготовок тепла на предварительный нагрев холодных заготовок. Установка также снабжена вентиляционной системой и содержит формы составной конструкции. 2 з.п. ф-лы, 1 ил.
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТ НА ОСНОВЕ СТЕКЛОГРАНУЛЯТА | 1994 |
|
RU2121462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТ НА ОСНОВЕ СТЕКЛОБОЯ И МОДУЛЬНАЯ УСТАНОВКА ДЛЯ ИХ ПОТОЧНОГО ПРОИЗВОДСТВА | 1999 |
|
RU2141457C1 |
| Термокамера линии для производства декоративно-облицовочной плитки | 1988 |
|
SU1546442A1 |
| US 5895511 A, 20.04.1999 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

