Изобретение относится к поточному производству облицовочных плит из материала типа стеклокремнезит на основе гранулопорошковой смеси стеклобоя, используемых для наружной и внутренней отделки зданий и сооружений.
Известен способ изготовления декоративно-облицовочных плит (N патента 2083513 от 1997 г.), включающий укладку гранулопорошковых компонентов заготовки плит в формы и последующую их термообработку нагревом, спеканием, оплавлением лицевой поверхности заготовок и их отжигом. При этом способе нагреватель вводят между нижней и верхней формами и осуществляют одновременно проплав поверхности одной заготовки в нижней форме и подогрев второй заготовки, находящейся в верхней форме, прогревая дно формы. Затем верхнюю форму опускают на форму с расплавленной заготовкой и воздействуют на нее сверху теплом нагревателя. При этом происходит следующее. Тепловая энергия нагревателя расходуется как на проплав нижней заготовки, так и на разогрев холодного дна верхней, что снижает эффективность теплового потока нагревателя. Тепло проплавленной заготовки при этом также используется неэффективно. Оно экранируется дном формы, расходуется в первую очередь на разогрев всей формы, а лишь затем используется для прогрева нижних слоев заготовки. Таким образом, эффект теплопередачи одной заготовки другой ограничивается режимом просушки компонентов.
Известен способ поточного производства облицовочных плит из гранулопорошковой смеси стеклобоя, включающий укладку компонентов заготовки на дно термоформы, поочередное размещение последних в первичном замкнутом объеме под нагревателем, проплавление заготовки, ввод очередной заготовки под нагреватель и охлаждение проплавленной заготовки за пределами первичного замкнутого теплового объема (N патента 2004507 от 1992 г.). Недостатком известного способа производства облицовочных плит является сравнительно невысокая производительность, экономичность и качество материала вследствие одностороннего прогрева заготовки. В то время, как лицевая сторона заготовки расплавлена, ее тыльная сторона находится в стадии спекания из-за низкой теплопроводности стеклобоя. Прочность изделия от этого снижается. При увеличении температуры или времени продолжительности тепловой обработки заготовки верхняя расплавленная декоративная часть заготовки утекает в ее нижний слой. На поверхность изделия при этом всплывают компоненты основы материала и портят ее.
Предлагаемый способ лишен указанных недостатков, а техническим результатом от его использования является повышение качества материала, производительности и экономичности производства. Технический результат достигается тем, что в способе производства облицовочных плит из гранулопорошковой смеси стеклобоя, включающем укладку компонентов заготовки на дно термоформы, поочередное размещение последних в первичном замкнутом тепловом объеме под нагревателем, проплавление заготовки, ввод очередной заготовки под нагреватель и охлаждение проплавленной заготовки за пределами упомянутого теплового объема, на гранулопорошковые компоненты заготовки в первичном замкнутом тепловом объеме воздействуют непосредственно газовоздушным потоком аккумулированного тепла проплавленной заготовки снизу, для чего в качестве дна термоформы используют газопропускающий пористый или мелкоячеистый материал, например жаропрочную сетку. Указанное исполнение способа изготовления облицовочных плит значительно ускоряет процесс тепловой обработки заготовки без дополнительных энергозатрат. При этом активный тепловой поток от расплавленной заготовки мгновенно проходит сквозь ячеистое или пористое дно формы заготовки, просушивает гранулопорошковую смесь и выжигает всевозможные примеси, попавшие в материал вместе со стеклоотходами. Выжигание примесей сопровождается активным газовыделением и заканчивается до того, как поверхность заготовки оплавится. При этом не происходит застекловывания газовых пузырей на декоративной поверхности изделия и тем самым исключается соответствующий вид брака. Кроме того, ускорение расплава стекломассы нижней части заготовки, вследствие проникающего сквозь пористое дно термоформы потока, способствует повышению удельного веса компонентов нижних слоев заготовки и те не проникают на поверхность изделия.
Указанные выше отличия предлагаемого способа поточного производства облицовочных плит из гранулопорошковой смеси стеклобоя позволяют сделать вывод об их соответствии критерию "новизна". Проверка соответствия уровню техники заявляемого способа по совокупности отличительных признаков позволяет сделать вывод о соответствии заявленного объекта критерию "изобретательский уровень". Изобретение является промышленно применимым, так как в заявке подтверждена возможность его осуществления.
Известна установка (N 2121462 патент 1994 г.) для непрерывного изготовления декоративно-облицовочных плит на основе стеклогранулята, содержащая каркас с основанием и установленный на каркасе тепловой колпак, термоформы с верхними теплоизолирующими крышками, каретку с опорами для доставки термоформ под тепловой колпак, механизм поджима и механизм подвески термоформ к тепловому колпаку. Недостатком известной установки является то, что для осуществления теплопередачи одной заготовки другой при реализации предложенного способа потребовалось бы использование механизма поджима термоформ к тепловому колпаку на все время контакта термоформ друг с другом. В этом случае этот механизм, во-первых, перекрыл бы кратчайший путь каретке по доставке термоформ к другим установкам, составляющим с первой единую поточную линию. Во-вторых, потребовалось бы каждый тепловой колпак соседних установок снабжать индивидуальными механизмами, что усложнило бы поточную линию. Кроме того выполнение термоформы с теплоизолирующим дном не позволяет передавать тепло расплавленной заготовки холодной.
Вышеназванные недостатки не дают возможности осуществить предложенный способ в полном объеме. Технический результат, достигаемый в предложенном устройстве, заключается в расширении технологических возможностей по выпуску плит более высокого качества с более высокой производительностью, а также позволит снизить энергозатраты на единицу продукции. Технический результат достигается тем, что в модульной установке для поточного производства декоративно-облицовочных плит на гранулопорошковой основе стеклобоя, содержащей каркас с основанием и установленный на каркасе тепловой колпак, термоформы с верхними теплоизолирующими крышками, каретку с опорами для поочередной доставки термоформ под тепловой колпак, механизм поджима и механизм подвески термоформ к тепловому колпаку, тепловой колпак установлен с возможностью подъема над каркасом, механизм подвески термоформ к тепловому колпаку смонтирован на каркасе, термоформа дополнительно оснащена нижней теплоизолирующей крышкой.
Такое выполнение модульной установки позволит устранить вышеперечисленные недостатки известного устройства, обеспечить достижение технического результата. Кроме того, выполнение установки позволит использовать ее в качестве модульной при составлении из них высокопроизводительных линий. При этом обеспечивается возможность использования в подобных линиях общего механизма поджима термоформы к тепловому колпаку, а также и каретки. Следовательно, при этом, за счет конструктивного упрощения снизится себестоимость линии.
Указанные выше отличия предлагаемой модульной установки для поточного производства декоративно-облицовочных плит на гранулопорошковой основе стеклобоя позволяют сделать вывод об их соответствии критерию "новизна". Проверка соответствия заявляемого устройства по совокупности отличительных признаков уровню техники позволяет сделать вывод о соответствии заявленного объекта критерию "изобретательский уровень". Изобретение является промышленно применимым, так как в заявке подтверждена возможность его осуществления.
Изобретение поясняется чертежами, где:
На фиг.1 изображен ввод термоформы с очередной холодной заготовкой в первичный замкнутый тепловой объем.
На фиг.2 изображен первичный замкнутый тепловой объем, образованный полостью теплового колпака, теплоизолирующими контурами термоформ и нижней теплоизолируюшей крышкой.
На фиг.3 - формирование вторичного замкнутого теплового объема путем отделения нижней термоформы и теплоизолирующей крышки от теплового колпака, использование при этом верхней и дополнительной нижней теплоизолирующих крышек.
На фиг. 4 - стопа из термоформ с охлаждающимися изделиями, для которых образован индивидуальный вторичный замкнутый тепловой объем.
На фиг.5 - модульная установка. Вид спереди, со стороны работы оператора.
На фиг. 6 - то же, вид сбоку.
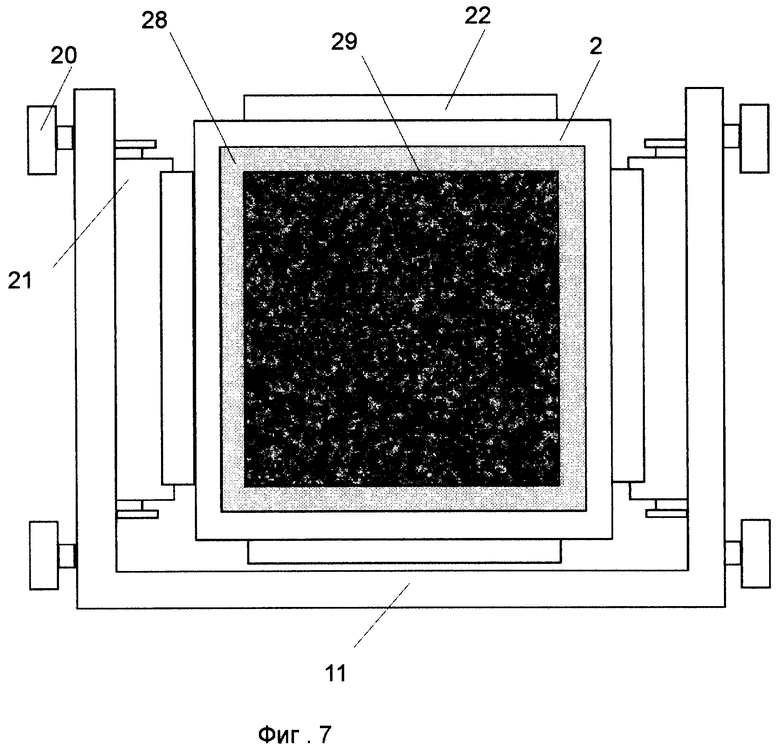
На фиг.7 - каретка с термоформой и заготовкой, вид в плане.
На фиг. 8 - технологическая линия из двух модульных установок, снабженная стопосборником и стопоразборником.
Способ изготовления декоративно-облицовочных плит на основе гранулопорошковой смеси стеклобоя осуществляют следующим образом. Пример.
Исходными компонентами декоративно-облицовочных плит являются измельченный стеклобой с размером гранул до 3 мм, кварцевый песок - до 1 мм, цветной стеклобой или краситель. На участке загрузки термоформ заготовками готовят термоформу к работе. Устанавливают термоформу на каретку поочередной доставки термоформ к тепловому колпаку и перемещают ее под линейку разравнивателя песка, настроенную на определенную высоту относительно направляющих каретки. На сетчатое дно термоформы укладывают слой чистого речного песка толщиной 3-5 мм, крупностью гранул, превышающей размер ячейки сетки. Предварительно такой песок промывают и просеивают, отбирая пылевидную фракцию. Песок на дне формы необходим в первую очередь для придания шероховатости тыльной поверхности изготавливаемому изделию. Механической линейкой выравнивают слой песка на дне формы, устраняя тем самым все неровности и перекосы дна термоформы, приобретенные вследствие ее изготовления и эксплуатации. Затем термоформу с кареткой перемещают под послойный раскладчик смеси и укладывают последовательно конструктивный слой заготовки, состоящий из 20% кварцевого песка и из 80% прозрачного стеклобоя, высотой 6-8 мм, а на него декоративный слой из смеси цветного стекла или бесцветного с добавкой красителя. Термоформу с готовой заготовкой отправляют на исходную позицию к тепловому колпаку модульной установки. Комплектуют первичный замкнутый тепловой объем, в котором предстоит расплавлять заготовку. Он образуется на прижатых друг к другу последовательно теплоизолированного контура полости колпака, термоформы, теплоизолирующей крышки. Кареткой доставляют под тепловой колпак термоформу с заготовкой и теплоизолирующую крышку и пристыковывают их к тепловому колпаку, образуя упомянутый тепловой объем. См. фиг.5, поз. 1.2.3.
Подобным образом последовательно формируют упомянутые тепловые объемы на всех модульных установках, составляющих технологическую линию поточного производства декоративно-облицовочных плит, связанную общими направляющими с каретками и общим механизмом поджима термоформ к тепловому колпаку. Поднимают температуру в тепловом колпаке до 960oC, достаточную для расплава бутылочного стеклобоя, содержащегося в смеси заготовки, выдерживают ее до полного проплава заготовки (общее время составит 20-25 минут при толщине изделия 5-6 мм). На этом подготовительная работа по выведению теплового колпака на постоянный рабочий режим установки в течение смены заканчивается. Далее посредством каретки на исходную позицию к тепловому колпаку подают термоформы и термокрышки в зависимости от конкретной операции. Опускают термоформу с расплавленной заготовкой с теплоизолирующей крышкой относительно теплового колпака и вводят в этот промежуток термоформу с очередной холодной заготовкой (фиг. 1, 6). После этого осуществляют поджим элементов, образующих замкнутый первичный тепловой объем (фиг.2). Под воздействием нижнего и верхних тепловых потоков, исходящих от нагретого тела и электронагревателя, в режиме теплового удара холодная заготовка разогревается до температуры теплоносителей. Температура последних при этом падает, ее верхний предел на электронагревателе ограничивают тепловым прибором до температуры 920oC - ниже температуры оплавления поверхности, для того чтобы газовыделение из гранулопорошковых компонентов закончилось раньше, чем оплавится поверхность заготовки. Выдерживают эту температуру в течение 5 минут. Затем ограничение температуры снимают и в последующие минуты температура заготовки выходит на заданный уровень и заготовка проплавляется. При этом время на операцию расплава заготовки сокращается примерно вдвое по сравнению с односторонним проплавом заготовки известного способа. На этом термообработку заготовки заканчивают. Следующей задачей является перемещение нижней заготовки, отдавшей часть своего тепла верхней, из первичного во вторичный замкнутый объем для ее охлаждения.
Выполнение этой задачи проиллюстрировано фиг.3. На исходную позицию к тепловому колпаку подают стопу из нижней и верхней теплоизолирущих крышек, а первичный тепловой объем раскрывают, как показано на фиг.3, и вводят в него упомянутую стопу крышек. Затем движением вверх-вниз механизма поджима термоформ осуществляют контакт всех элементов, участвующих в образовании тепловых объемов. В результате этого движения под тепловым колпаком оказываются сформированными замкнутые тепловые объемы: первичный с одной заготовкой и вторичный - с охлаждаемым изделием, опущенный на каретку и впоследствии перемещенный ею для укладки в стопу соответственно фиг.4, с высотой укладки, определяемой допустимыми пределами. Стопу затем отправляют на участок охлаждения изделий, где последние охлаждают в течение 3 часов. Извлекаемые изделия имеют с одной стороны гладкую полированную или матовую поверхность, а c другой - шероховатую для надежного крепления их на бетонных или кирпичных поверхностях сооружений.
Модульная установка для поточного производства декоративно-облицовочных плит содержит тепловой колпак 1 (см.фиг. 5, 6) с комплектами термоформ 2, включающих нижнюю 3, верхнюю 4 теплоизолирующие крышки, и нагреватель 5. Тепловой колпак 1 установлен на каркасе 6 с возможностью подъема посредством троса 7, блоков 8 и противовеса 9. На каркасе смонтированы направляющие 10, в которых установлена каретка 11 для доставки термоформ с заготовками под тепловой колпак 1, и опорная рама 12 с установленными в ней механизмом подвески термоформ к тепловому колпаку. Последний выполнен в виде поворотных пластин 13 и задвижек 14. На основании каркаса 6 установлен механизм поджима термоформ к тепловому колпаку, выполненный в виде цилиндра 16 со штоком 17, платформы 18 и колес 19 (привод не показан). Корпус каретки 11 выполнен П-образным (см. фиг.7), снабжен колесами 20, поворотными опорами 21 под боковые опоры 22 термоформы и теплоизолирующих крышек. Боковыми опорами 22 оснащены все торцы термоформы и нижней теплоизолирующей крышки. Верхняя же теплоизолирующая крышка оснащена боковыми опорами 22 только лишь слева и справа по ходу каретки. Поворотные опоры 21 позволяют укладывать на каретку упомянутые элементы как сверху, так и снизу. В металлической оболочке термоформы 2 (фиг.3, 4) размещен теплоизолирующий контур 23 из материала МКРВ-300, а ее дно выполнено из мелкоячеистой жаропрочной сетки. Металлические оболочки теплоизолирующих крышек оснащены теплозащитной прослойкой из упомянутого материала, поз. 25 и экраном 26 из жаропрочной стали. Горизонтальные плоскости оболочек теплоизолирующих крышек 3, 4 оснащены центрирующими опорными выступами 27. В термоформе 2 на сетчатое дно 24 уложен слой песка 28 и гранулопорошковая смесь, составляющая заготовку 29. Модульная установка выполнена для работы как в индивидуальном режиме, так и в режиме технологической линии - фиг. 8, составленной из ряда подобных установок, каркасы 6 которых соединены общими направляющими 10 и установлены на общем основании 15. При этом ряд модульных установок может обслуживаться общими каретками, комплектами термоформ и перемещающимся под ними механизмом поджима термоформ. Технологическая линия снабжена стопосборником 30 и стопоразборником 31 с электромеханическими подъемниками термоформ и стоп, образованных из них.
Модульная установка работает следующим образом. Каретку 11 с термоформой и заготовкой 29, состоящей из гранулопорошковой смеси стеклобоя и песка, перемещают по направляющим 10 под тепловой колпак 1 установки. Включают механизм поджима термоформ к тепловому колпаку 1, и его платформа 18, контактируя с термоформой 22, снимает последнюю с поворотных опор 21 каретки 11 и поджимает ее к тепловому колпаку 1, размещенному на раме 12 каркаса 2. В результате последующего перемещения платформы 18 тепловой колпак 1 приподнимается над рамой 12 вместе с термоформой 2, боковые опоры 22 которой, пройдя поворотные пластины 13 механизма подвески термоформ к тепловому колпаку, остановятся поверх их. После этого платформу 18 опускают и термоформа 2 зависает на поворотных пластинах 13, поджатая к ним сверху тепловым колпаком 1, усилие которого отрегулировано массой противовеса 9. Затем на каретку 10 укладывают нижнюю теплоизолирующую крышку 3 и подобными действиями приводят ее в положение, когда ее боковые опоры 22 разместятся на поворотных пластинах 13 механизма подвески термоформ к тепловому колпаку 1. После этого включают нагреватель 5 теплового колпака и в первичном замкнутом тепловом объеме, образованном полостями теплового колпака 1, термоформы 2 и нижней теплоизолирующей крышки 3, поднимается температура, достаточная для расплава компонентов стеклобоя заготовки 960oС. За это время на исходную позицию к тепловому колпаку 1 подают термоформу 2.1 с очередной заготовкой. Приводят в действие шток 17 механизма поджима термоформы к тепловому колпаку, который платформой 18 входит в контакт с нижней теплоизолирующей крышкой 3 и приподнимает ее вместе с термоформой и тепловым колпаком 1, ослабляя поворотные пластины 13. Выводят задвижки 13 и опускают платформу 18. Последнюю останавливают после того, как расстояние между опустившимся на раму 12 тепловым колпаком и верхней плоскостью термоформы с расплавленной заготовкой станет достаточно для прохода каретки с термоформой 2.1, содержащей очередную заготовку. Затем перемещением каретки 11 термоформу 2.1 размещают под тепловым колпаком 1 и над термоформой 2 с расплавленной заготовкой. См.фиг 6. Поднимают платформу 18, которая вновь разместит нижнюю теплоизолирующую крышку 3 на поворотных пластинах 13. Платформу 18 опускают. В результате этого действия на раме 12 каркаса 6 вновь разместится первичный замкнутый тепловой объем в комплекте элементов, изображенных на фиг.2. В упомянутом тепловом объеме холодная заготовка термоформы 2.1 начнет разогреваться в режиме теплового удара под воздействием тепла нагревателя 5 и нижнего теплового потока от расплавленной заготовки термоформы 2, проходящего сквозь сетку днища 24. При этом время на ее расплав будет примерно вдвое меньшим времени, за которое ранее расплавилась заготовка в термоформе 2, когда нагрев ее был односторонним от нагревателя 5. Каретку 11 выводят из-под теплового колпака 1, а затем возвращают на исходную позицию с уложенными на ней теплоизолирующими крышками: верхней 4 и нижней 3.1, которую своими центрирующими выступами 27 установили на аналогичных выступах 27 верхней теплоизолирующей крышки 4. Снова включают механизм поджима термоформ, который с поворотных пластин 13 снимает комплект элементов, образовавших первичный замкнутый тепловой объем, и после отвода задвижек 14 и освобождения поворотных пластин 13 возвратным движением вниз останавливает упомянутые элементы в положении, когда боковые выступы 22 термоформы 2.1 непосредственно подойдут к поворотным пластинам 13. Возвращают задвижки 14 в переднее положение для взаимодействия с поворотными пластинами 13 и возобновляют снижение платформы 18. При этом на поворотных пластинах 13, удерживаемых задвижками 14, расположится верхняя термоформа 2.1 вместе с тепловым колпаком 1. Нижнюю термоформу 2 с теплоизолирующей крышкой 3 после вывода из-под теплового колпака каретки 11 опускают платформой на расстояние от термоформы 2.1, достаточное для прохода под тепловой колпак 1 каретки 11 со стопой термокрышек 3.1 и 4. Вводят каретку 11 с упомянутыми крышками под тепловой колпак 1 (см. фиг.3), а затем перемещают вверх платформу 18 с термоформой 2 и теплоизолирующей крышкой 3 до того момента, когда боковые опоры 22 теплоизолирующей крышки 3.1 зайдут за поворотные пластины 13. После этого платформу 18 вновь опускают до тех пор, пока на поворотных опорах каретки 11 не разместятся элементы, образующие вторичный замкнутый тепловой объем для охлаждения заготовки изделия. Вышеупомянутый тепловой объем состоит из верхней 4-й и нижней 3-й теплоизолирующих крышек 4, 3 и размещенной между ними теплоизолируемой термоформы 2. После этого каретку отводят за пределы устройства, где с нее снимают термоформу 2, закрытую сверху и снизу теплоизолирующими крышками, и помещают в стопу (см. фиг.4). На освободившуюся каретку вновь устанавливают очередную термоформу с заготовкой и выводят ее на исходную позицию к тепловому колпаку модульной установки. Далее рабочие действия повторяют. Если в технологической линии поточного производства декоративно-облицовочных плит задействовано несколько модульных установок, то каретка 11 обслуживает их поочередно, перемещаясь по общим для установок направляющим 10 под рамами 12 каркасов 6 (см. фиг.8). В этом случае линию обслуживает общий механизм поджима термоформ, перемещаясь от одной модульной установки к другой. Каретка 11 доставляет поочередно комплекты термоформ от модульных установок на стопосборник 30, где электромеханический подъемник движением вверх приподнимает термоформу с теплоизолирующими крышками над поворотными пластинами 13 каретки 11, освобождая последнюю. Затем порожнюю каретку 11 перемещают на позицию стопоразборника, где аналогичным движением электромеханического подъемника на поворотные пластины 13 каретки 11 из стопы забирают термоформу или комплект термокрышек. Образовавшуюся стопу из термоформ в количестве 5-ти штук отправляют на участок охлаждения изделий, где она остывает в течение 3 часов. Затем стопу разбирают, изделие извлекают, а термоформы вновь заполняют заготовками, собирают в стопу и транспортируют последние на позицию стопоразборника 31. Извлекаемые изделия имеют полированную лицевую сторону и тыльную рельефную шероховатую - для качественного их крепления на поверхностях сооружений.
Использование изобретения позволяет организовать массовое производство отделочного материала, отличающееся высоким съемом продукции с единицы площади, сравнительно низкими: энергозатратами, материалоемкостью и высокой производительностью труда.






Изобретение относится к производству материала типа стеклокремнезит на основе стеклобоя, используемого для внутренней, наружной отделки зданий и сооружений, полов, для изготовления художественно-декоративных панно. Технический эффект - повышение качества изделий, производительности и экономичности производства. В первичном замкнутом тепловом объеме на заготовку для изготовления декоративно-облицовочных плит воздействуют не только теплом сверху от нагревателя, но и непосредственно газовоздушным потоком аккумулированного тепла ранее проплавленной заготовки снизу, для чего дно термоформы выполняют теплогазопроводящим, термоформу дополнительно оснащают нижней теплоизолирующей крышкой, а тепловой колпак устанавливают с возможностью подъема над каркасом. 2 с.п. ф-лы, 8 ил.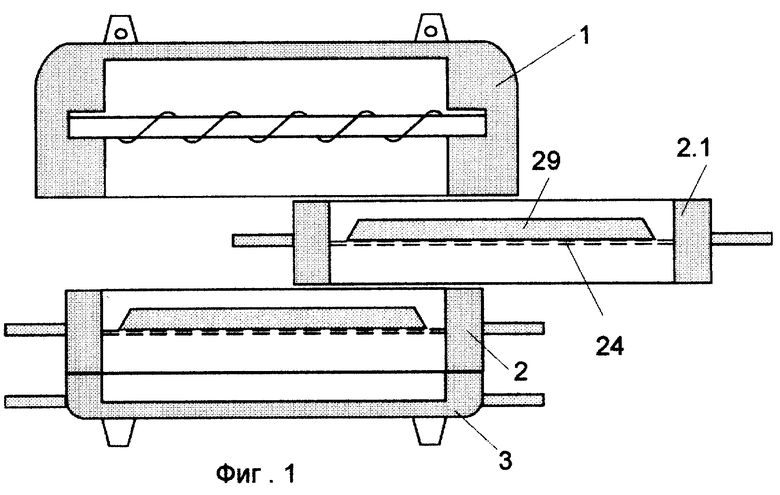
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТ НА ОСНОВЕ СТЕКЛОГРАНУЛЯТА | 1994 |
|
RU2121462C1 |
| Способ изготовления декоративно-облицовочных плит на основе стеклогранулята и установка для их непрерывного получения | 1992 |
|
RU2004507C1 |
| Термокамера линии для производства декоративно-облицовочной плитки | 1988 |
|
SU1546442A1 |
| JP 3144130 A, 16.06.88 | |||
| Быков А.С | |||
| Технология производства и применения стеклокремнезита в строительстве | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |

