Изобретение относится к установкам для непрерывного производства декоративно-облицовочных плит из материала типа стеклокремнезит на основе стеклогранулята, используемых для наружной и внутренней отделки зданий и сооружений.
Известна установка для непрерывного изготовления декоративно-облицовочных плит на основе стеклогранулята, содержащая установленный на каркасе тепловой колпак с электронагревателем, теплоизолированные формы с полостью для заготовки плит, каретку с опорами для поочередной доставки форм под колпак и механизм поджатия форм к колпаку (N 2004507 патента C 03 B 31/00, 1993 г.). Недостатком этой установки является невозможность получения высококачественных плит из-за их разнотолщинности, отсутствие возможности регулирования толщины плит. Кроме того, недостаточная герметичность замкнутого объема, в котором производится отжиг и охлаждение плит, не позволяет получить плиты с высокой прочностью. Технический результат, достигаемый в предложенном устройстве, заключается в расширении технологических возможностей по выпуску плит в широком диапазоне толщин. Технический результат достигается тем, что установка для непрерывного изготовления декоративно-облицовочных плит на основе стеклогранулята, содержащая установленный на каркасе тепловой колпак с электронагревателями, теплоизолированные формы с полостями под заготовки плит, каретку с опорами для поочередной доставки форм под колпак и механизм поджатия форм к колпаку, снабжена укладчиком гранулята в форму, выполненным в виде щелевого бункера с длиной щели, соответствующей одному из габаритов заготовки плиты, шибером и фиксатором положения шибера относительно щели, при этом укладчик гранулята установлен подвижно на каркасе с возможностью перемещения над кареткой и регулирования вертикального положения относительно нее. Установка может быть снабжена отдельными крышками к каждой форме, выполненными в виде теплопроводной оболочки с боковыми выступами под опоры каретки и центрирующими упорами для формы на ее верхней части и последовательно размещенными в оболочке теплоизолирующей прокладки с опорной частью и теплораспределяющего экрана, при этом торец упомянутой оболочки выполнен выступающим над опорной частью теплоизолирующей прокладки на заданную величину, а форма выполнена с кольцевой полостью по контуру ее теплоизоляционного слоя для размещения в ней вышеупомянутого торца оболочки крышки, при этом упомянутая полость заполнена теплоизолирующим сыпучим или мягким материалом с упругими свойствами. На каретке установки смонтированы дополнительные опоры под форму, установленные под упомянутыми опорами с возможностью поворота вокруг горизонтальной оси. Установка может быть снабжена механизмом подвески формы к контуру полости колпака, установленным, например, на колпаке.
Изобретение поясняется чертежами, где:
на фиг. 1 - общий вид установки;
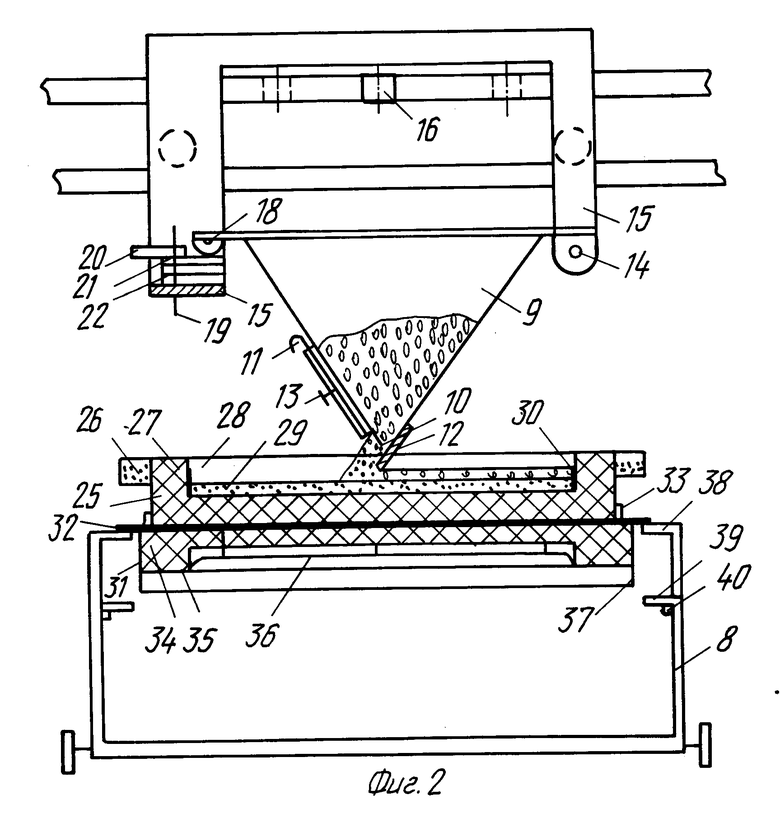
на фиг. 2 - укладчик стеклогранулята;
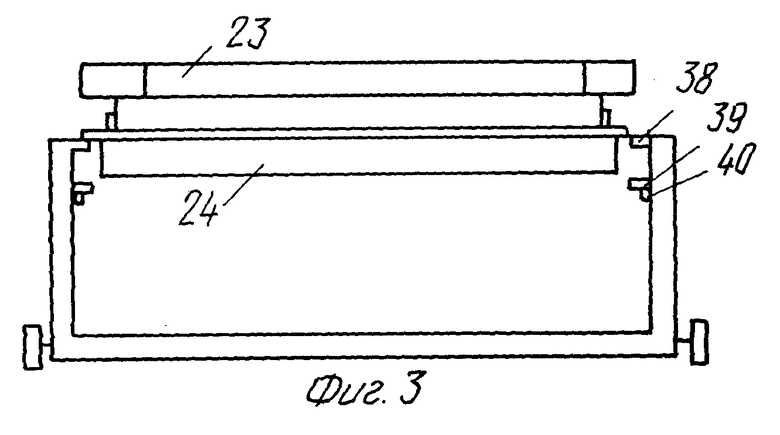
на фиг. 3 - каретка в положении, когда форма размещена на крышке;
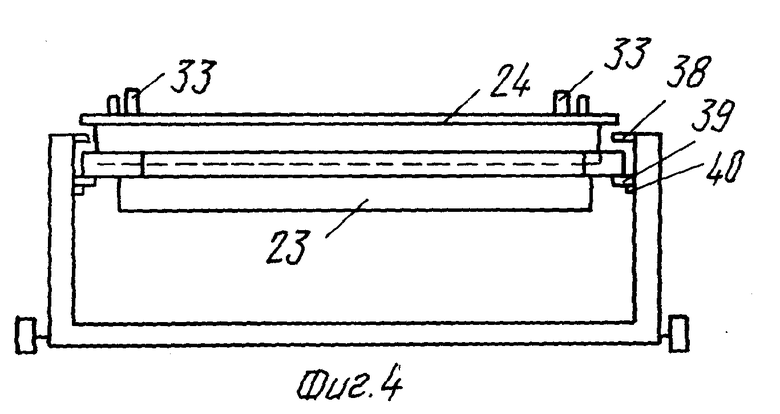
на фиг. 4 - каретка в положении, когда на форме размещена крышка;
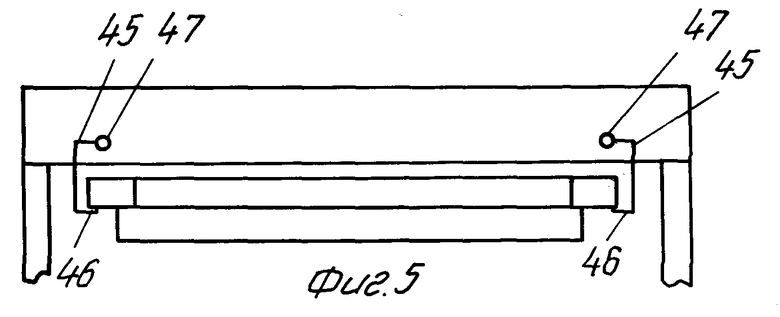
на фиг. 5 - размещение формы на опорах подвески к тепловому колпаку,
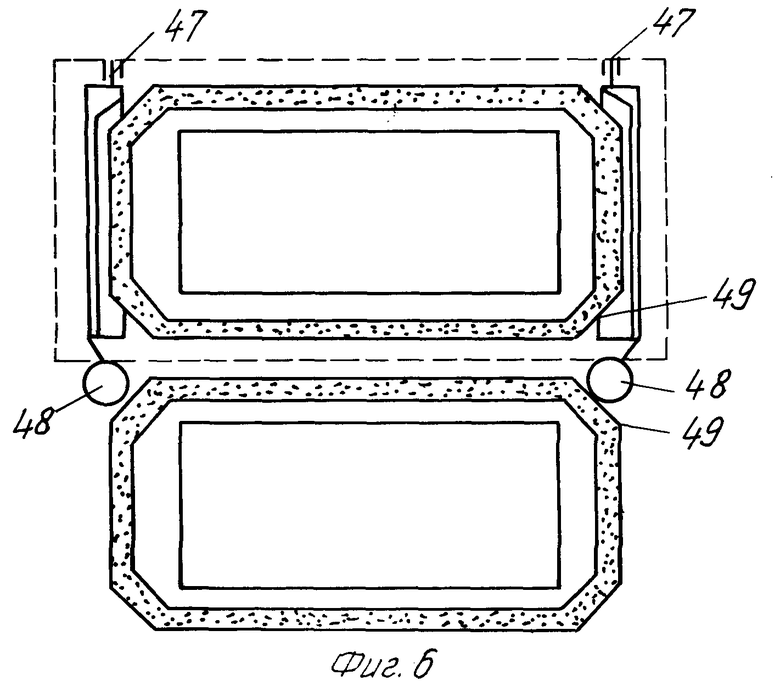
на фиг. 6 - расположение форм в плане, когда одна находится под колпаком на механизме подвески/колпак изображен контурной линией/, а вторая - на каретке в момент взаимодействия с контактными роликами механизма подвески,
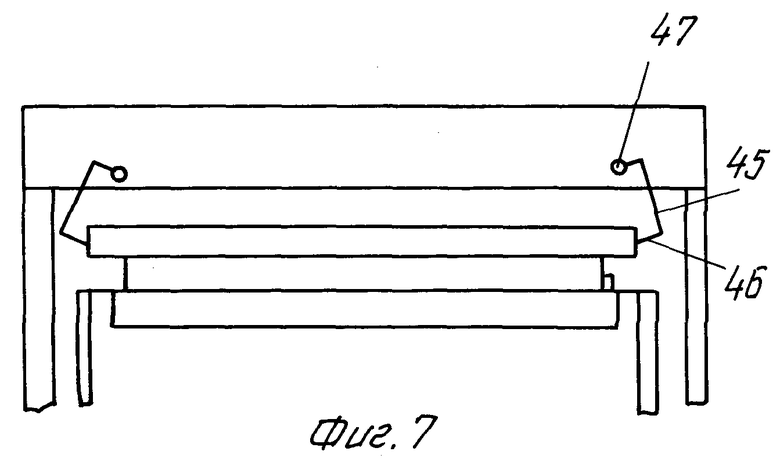
на фиг. 7 - взаимодействие формы с механизмом подвески после введения каретки под тепловой колпак.
Установка для непрерывного изготовления декоративно-облицовочных плит содержит установленный на каркасе 1 тепловой колпак 2 с электронагревателями 3, размещенными в его полости 4, механизм поджима 5 с вилами 6, установленную на направляющих 7 каретку 8 и укладчик гранулята, выполненный в виде щелевого бункера 9 с длиной щели 10 в его нижней части, соответствующей одному из габаритов заготовки плиты, шибером 11 для перекрытия щели 10 и ножом 12. Шибер 11 выполнен с фиксатором 13 его положения относительно щели и при перекрытии щели 10 упирается в нож 12. Бункер 9 посредством оси 14 закреплен на консоли 15, установленной на каркасе 1 на роликах 16 и 17, и выполнен с продольным торцевым выступом 18, посредством которого он опирается на консоль 15. В месте опоры выступа 18 о консоль 15 на оси 19 установлен регулятор положения бункера 9, состоящий из калиброванных пластин 20-22. Установка оснащена теплоизолированными формами 23 и крышками 24 к каждой форме. Укладчик гранулята установлен подвижно на каркасе с возможностью перемещения над кареткой и регулирования вертикального положения относительно нее. Форма 23 выполнена в виде металлической оболочки 25 с кольцевой полостью 26 по контуру ее теплоизоляционного слоя, заполненной кварцевым песком или шамотной крошкой. В полости размещен торец оболочки крышки. В оболочке 25 размещена теплоизолирующая прокладка 27 с полостью 28 под заготовки плит. В полости 28 насыпан кварцевый песок 29, покрывающий дно, и установлена металлическая рамка 30. Ширина щелевого бункера и ножа 12 соответствует внутренней ширине рамки 30. Крышка 24 также выполнена в виде теплопроводной металлической оболочки 31 с боковыми выступами 32 под опоры каретки и центрирующими упорами 33 для формы 23. В оболочке 31 на ее верхней части последовательно размещены и закреплены теплоизолирующая прокладка 34 с опорной частью 35 и теплораспределительный экран 36, при этом торец 37 оболочки 31 выполнен выступающим над опорной частью 35 теплоизолирующей прокладки 34. Каретка 8 имеет неподвижные опорные 38 и дополнительные опоры 39 на осях 40. Опоры 39 имеют возможность поворота вокруг горизонтальной оси. Для ограничения перемещения каретки 8 по направляющим 7 под форму каркаса 1 на них установлены упоры 43 и 44. На тепловом колпаке 2 смонтирован механизм подвески формы 23 к контуру полости 4 колпака 2, выполненный в виде двух полурамок 45 с опорами 46 в виде уголка, закрепленных посредством шарниров 47. Механизм подвески снабжен контактными роликами 48, смонтированными на опорах 46. Формы 23 выполнены с угловыми скосами 49 под ролики 48.
Установка работает следующим образом.
Сначала выводят установку на рабочий режим, для чего пустую форму 23 с помощью вил 6 поджима 5 прижимают к колпаку 2, образуя замкнутый тепловой объем, и включают электронагреватель 3 колпака 2. Для получения декоративно-облицовочной плиты другую форму 23, уложенную и ориентированную упорами 33 на крышке 24 и предварительно заполненную слоем кварцевого песка 29, закрывающего дно формы, заполняют слоем стеклогранулята из бункера 9. При этом толщина засыпаемого слоя стеклогранулята определяется количеством калиброванных по толщине пластин 20-22, от которого зависит величина зазора между слоем песка в форме 23 и калибрующим ножом 12 бункера 9. После завершения операции по засыпке гранулированных компонентов в форму 23 бункера 9 отводят в сторону от каретки 8. Каретка 8 готова для ввода формы 23 с засыпанным в нее материалом под колпак установки. После поступления сигнала о прогреве колпака 2 и готовности его к приему засыпанной форм формы, подводят каретку 8 с формой 23 до взаимодействия последней с контактными роликами 48, которые, прокатываясь по угловым скосам 49 формы 23, отклоняются ими за пределы контура формы (см. фиг. 6). При этом опоры механизма подвески поворачиваются в шарнирах 47 на угол, достаточный для свободного опускания разогретой формы 23. Каретку 8 останавливают в этом положении до тех пор, пока разогретую форму не опустят в крайнее нижнее положение. После завершения опускания разогретой формы в нижнее положение каретку 8 по направляющим 42 вкатывают до упора 44. При этом контактные ролики 48 освобождаются от взаимодействия с введенной под колпак 2 формой 23, и полурамки подвески, поворачиваясь в шарнирах 47, прижимаются опорами 46 к боковым торцам введенной под колпак формы 23 (см. фиг. 7). Затем включают механизм поджима 5, который, перемещаясь вверх, подводит вилами 6 разогретую форму 23 под крышку 24 каретки 8. При этом опорная часть 35 крышки 24 ложится на теплоизолирующую прокладку 27 формы 23, а ее торец 37 входит в засыпной материал кольцевой полости формы 23. При этом движение вверх вил 6 механизма поджима 5 продолжается и вместе с ними теперь уже поднимаются относительно опор 38 каретки 8 крышка 24 и находящаяся на ее поверхности форма 23. Подъем вверх продолжается до контакта формы 23 с колпаком 2. При этом в процессе перемещения формы 23 вверх опоры 46 полурамок 45 освобождаются от контакта с боковыми торцами формы 23 и поворачиваются под ними. Нижняя разогретая форма 23 проходит дополнительные опоры 39, которые, пропустив форму 23, принимают прежнее горизонтальное положение, а крышка 24 приподнимается над неподвижными опорами 38 каретки 8. После контакта формы 23 с колпаком 2 опускают вилы 6 механизма поджима 5 в крайнее положение, что сопровождается зависанием верхней формы 23 на опорах 46 механизма подвески и размещение нижней формы 23, накрытой крышкой 24, на дополнительных опорах 39 (см. фиг. 4). Затем каретку 8 выкатывают из-под колпака 2 в исходное положение, в котором форму 23, накрытую крышкой 24, снимают с каретки 8. Все отводимые от колпака 2 формы (кроме первой, пустой, используемой для разогрева колпака) направляют на стеллаж, где изделие, находящееся в форме, проходит отжиг и охлаждение, а на каретку устанавливают очередную крышку с размещенной на ней формой и цикл повторяется.
В результате применения предложенного устройства упрощается работа оператора, повышается качество плит за счет устранения их разнотолщинности и повышения прочности.
Область использования - устройства для изготовления декоративно-облицовочных плит, применяемых для внутренней и наружной отделки зданий и сооружений. Технический эффект - повышение прочности плит, улучшение их внешнего вида. Установка для непрерывного изготовления декоративно-облицовочных плит состоит из теплового колпака с электронагревелями, теплоизолированных форм с полостью под заготовки плит, поочередно подаваемых посредством каретки под колпак, механизма поджима и укладчика гранулята в формы, выполненного в виде щелевого бункера, перемещаемого в вертикальном и горизонтальном положении. 3 з.п.ф-лы. 7 ил.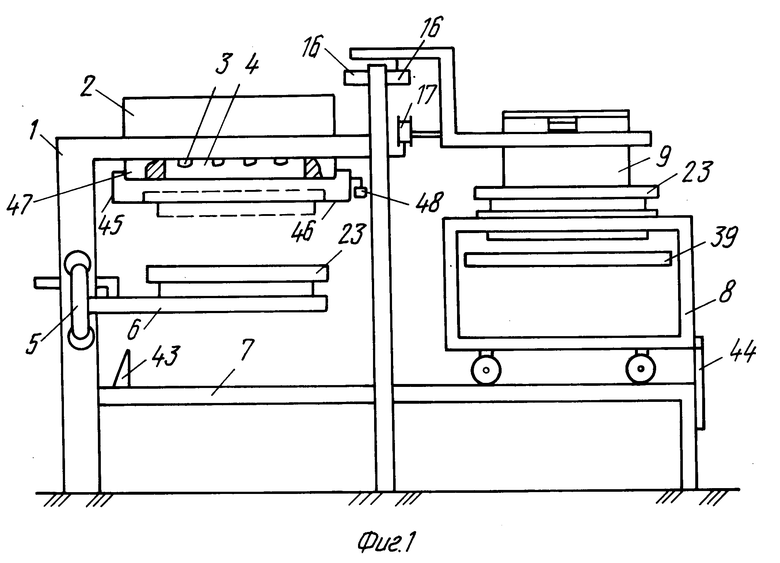
| RU, патент, 2004507, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
