Изобретение относится к чистовым способам нарезания зубьев фрезой на боковой поверхности режущего инструмента, относящегося к высокомодульным системам с большим окружным торцевым шагом, типа райбера или фрезера. Оно может быть использовано в тяжелом и среднем машиностроении, в частности в буровой технике.
Уровень техники
Известен чистовой способ нарезания зубьев зубчатых колес [1] фрезерованием набором универсальных и фасонных фрез по одному зубу за каждое перемещение инструмента вдоль оси обрабатываемой детали. Режущие кромки инструмента (дисковой фрезы) или обрабатываемую деталь по мере обработки разворачивают на угол, необходимый для получения заданной формы зуба. Режущая кромка инструмента выполнена с передним углом ноль градусов.
Способ малопроизводителен при нарезании таких деталей как режущий инструмент типа райбера или фрезера, трудоемок в исполнении, так как с каждой переточкой инструмента требуется сложная настройка технологического оборудования, а количество переточек в процессе нарезания зубьев на боковой поверхности многочисленны и равны количеству проходов фрезы. К тому же точность деления детали по окружному шагу низка, что приведет к снижению стойкости обрабатываемого райбера или фрезера как режущих инструментов вследствие неравномерности процесса резания ими "окна" в колонне [2].
Известен высокопроизводительный чистовой способ нарезания зубьев зубчатых колес или шлицевых валов червячной фрезой [3], передний угол которой выполнен нулевым. Нарезают зубья на боковой поверхности детали методом непрерывного деления (обкаткой), при котором за одно конечное перемещение инструмента вдоль оси детали нарезают все зубья одновременно за счет согласованного вращения инструмента и детали вокруг своих осей и согласованного движения подачи за счет настройки зубо- или шлицефрезерного станка.
Недостатками способа являются: неприменимость для нарезания зубьев деталей, имеющих большой (более 60 мм) окружной торцевой шаг из-за ограниченного периметра режущих кромок фрезы, которая рассчитана на фрезерование узких деталей с окружным торцевым шагом до 50 мм. Выполнение переднего угла режущей кромки зубьев нулевым существенно снижает режущие свойства фрезы и ее производительность.
Для выполнения фрезерования высокомодульных систем, деталей, имеющих большой (более 60 мм) окружной торцевой шаг, известен широко применяемый чистовой способ нарезания зубьев [4] райберов и фрезеров. Нарезают зубья на боковой поверхности детали с помощью трехсторонней дисковой фрезы по методу единичного деления. Передний угол режущей кромки дисковой фрезы равен нулю. Каждую впадину зуба обрабатывают за три прохода фрезы вдоль оси заготовки. Так, например, для нарезания 5 зубьев райбера или фрезера, например, фреза проходит 15 раз по боковой поверхности заготовки. Таким образом, чем большее количество нарезаемых зубьев, тем более длителен способ нарезания. Способ малопроизводителен, так как трудоемок из-за переточек режущей кромки зуба фрезы после каждых трех проходов ее вдоль заготовки и сложности настройки технологического оборудования, а также из-за невозможноти фрезы увеличить режущую способность при переднем угле, равном нулю с уменьшением скорости ее вращения, а при увеличении скорости - сохранить виброустойчивость системы.
Известен выбранный в качестве ближайшего аналога способ нарезания зубьев на боковой поверхности детали, при котором нарезают одновременно все зубья детали чистовой обкаткой за один проход червячной фрезой, имеющей нормальный шаг, равный нормальному шагу по наружному диаметру детали, при этом червячную фрезу перед нарезанием зубьев устанавливают под углом скрещивания ωскр к детали, равным:
ωскр = ω1-ω2 - для деталей с винтовым зубом;
ωскр = ω2 - для прямозубых деталей,
где ω1 - угол наклона винтовой линии детали, град,
ω2 - угол наклона винтовой линии фрезы, град,
а в процессе нарезания зубьев червячную фрезу согласованно с деталью вращают и одновременно и непрерывно перемещают вдоль оси детали или деталей (см. Семенченко И.И. "Режущий инструмент", т. 3. М.: Машгиз, 1944, с. 154-156, фиг.82, с. 185, фиг.95), [5].
Задачей изобретения является повышение производительности способа нарезания зубьев райбера или фрезера, имеющих при малом (100-140 мм) диаметре детали большой (более 60 мм) окружной торцевой шаг, повышение виброустойчивости системы станок-инструмент-деталь и расширение возможности способа - одной и той же фрезой выполнить нарезку зубьев заданного профиля у любого типа райбера или фрезера без черновой нарезки и без переточек фрезера в процессе обработки детали.
Сущность изобретения
Поставленная техническая задача решается тем, что, как и в известном способе нарезания зубьев на боковой поверхности детали, используется фреза, которая вращается и перемещается вдоль оси обрабатываемой детали, режущая кромка зубьев фрезы выполняется под углом, нарезаются зубья детали с заданным профилем, зубья же деталей типа райбера или фрезера, имеющих большой (больше 60 мм) окружной торцевой шаг нарезают червячной фрезой с положительным передним углом режущей кромки и равным 8-12o и нормальным шагом, равным нормальному шагу детали по наружному диаметру, перед нарезаем зубьев на детали фрезу устанавливают под углом скрещивания ωскр к детали, равным:
ωскр = ω1-ω2 - для винтовых деталей,
ωскр = ω2 - для прямозубых деталей,
где ω1 - угол наклона винтовой линии детали, град,
ω2 - угол наклона винтовой линии червяка фрезы, град,
затем устанавливают подачу червячной фрезы в пределах 12-28 мм/мин и нарезают одновременно все зубья на боковой поверхности детали чистовой обкаткой за один проход червячной фрезы, при котором вращают деталь, а фрезу согласовано с деталью вращают со скоростью, равной 35-45 об/мин, и одновременно непрерывно перемещают вдоль оси детали или деталей.
Причинно-следственная связь.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ отличается от известного тем, что используют вместо дисковой червячную фрезу, у которой передний угол режущей кромки выполняют положительным и равным 8-12o, нормальный шаг фрезы при этом выполняют равным нормальному шагу детали по наружному диаметру; перед нарезанием зубьев на детали фрезу устанавливают под углом скрещивания ωскр, равным:
ωскр = ω1-ω2 - для винтовых деталей (райбера или фрезера),
ωскр = ω2 - для прямозубых деталей (райбера или фрезера), где ω1 - угол наклона винтовой линии детали, град, ω2 - угол наклона винтовой линии червяка фрезы, град, устанавливают подачу червячной фрезы в пределах 12-28 мм/мин, и нарезают одновременно все зубья на боковой поверхности детали чистовой обкаткой за один проход червячной фрезы, при котором вращают деталь, а фрезу согласно с деталью вращают со скоростью, равной 35-45 об/мин и непрерывно перемещают без переточек режущей кромки вдоль оси одной детали или 15 деталей, имеющих длину по L=1 м, установленных в виде непрерывной цепочки. Указанные отличия в пределах обозначенных техническим решением параметров позволяют исключить черновое нарезание зубьев и осуществить сразу чистовое фрезерование деталей, относящихся к труднообрабатываемым из-за того, что они имеют при малом диаметре (100 - 140 мм) большой окружной торцевой шаг (от 60 и выше мм). Использование вместо дисковой как в прототипе для таких деталей червячной фрезы не рекомендовано ни одним источником литературы, так как считается, что червячная фреза не обеспечивает высокой производительности процесса нарезания. Поэтому распространенным способом является использование дисковой или фасонной фрезы с режущей кромкой, передний угол которой равен нулю. К тому же считалось, что ею обеспечивается высокая производительность процесса. За счет использования червячной фрезы предлагаемым способом при положительном угле режущей кромки зубьев в пределах 8-12o удалось снизить скорость вращения фрезы (n=35-45 об/мин по сравнению с прототипом - 55-70 об/мин) и установить сравнительно небольшую подачу (12-28 мм/мин вместо 27-35 мм/мин соответственно в прототипе). Сочетание названных параметров способа обеспечили достижение цели - значительное повышение производительности чистового способа нарезания зубьев на боковой поверхности райбера или фрезера, повышение виброустойчивости и расширение возможности способа - одной и той же фрезой выполнять нарезку зубьев заданного профиля у любого типа райбера или фрезера, исключая черновую нарезку и переточки режущей кромки фрезы в процессе обработки детали или деталей (в случае общей длины их до 15 м). Таким образом, заявляемый способ соответствует критерию изобретения "новизна". Известные технические решения [5], в которых осуществляют способ нарезки зубьев фрезой с положительным углом режущей кромки в пределах 5-10o. Однако способ предлагает использование дисковых фрез и нарезание осуществляют методом копирования и только для черного фрезерования деталей, за которым следует чистовое фрезерование с использованием других фрез и углом режущей кромки, равным 0o, что не обеспечивает достижения поставленной цели заявляемого технического решения. Таким образом, заявляемое техническое решение существенно отличается от ранее предлагаемых. Предлагаемое техническое решение промышленно применимо, прошло испытание в условиях эксплуатации в ОАО "Павловский машзавод", п.Павловский, Пермской области. В результате было полностью подтверждено достижение цели, поставленной предлагаемым способом и предполагается внедрение на этом предприятии. Использование червячной фрезы с положительным углом режущей кромки зубьев в пределах 8-12o (в зависимости от свойств обрабатываемого материала и профиля зуба в сочетании с предложенной скорости вращения, а также подачей) обеспечивает чистовое нарезание зубьев райбера или фрезера с высокой виброустойчивостью системы и высокой производительностью (не менее, чем в 15 раз выше, чем в прототипе). За пределами предлагаемых параметров способ не обеспечивает достижение поставленной цели. Так с изменением угла режущей кромки в сторону уменьшения (меньше 8o), и уменьшением скорости вращения фрезы (меньше 35 об/мин), а подачи менее 12 мм/мин производительность процесса снижается, ухудшается качество обрабатываемой поверхности, появляется вибрация, уменьшается стойкость инструмента. При увеличении угла режущей кромки зубьев фрезы (более 12o), увеличении скорости вращения ее (более 45 об/мин) и подачи (более 28 мм/мин) возникает значительная вибрация, что приводит также к уменьшению стойкости инструмента, значительно снижается запас ее на переточку, ухудшается качество обрабатываемой поверхности детали и следовательно становиться невозможным осуществить поставленную предлагаемым техническим решением цель.
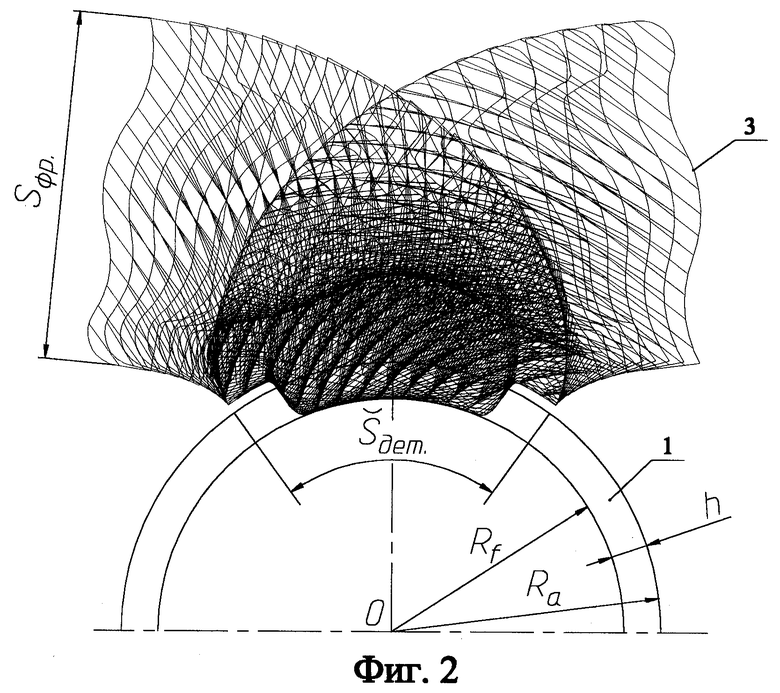
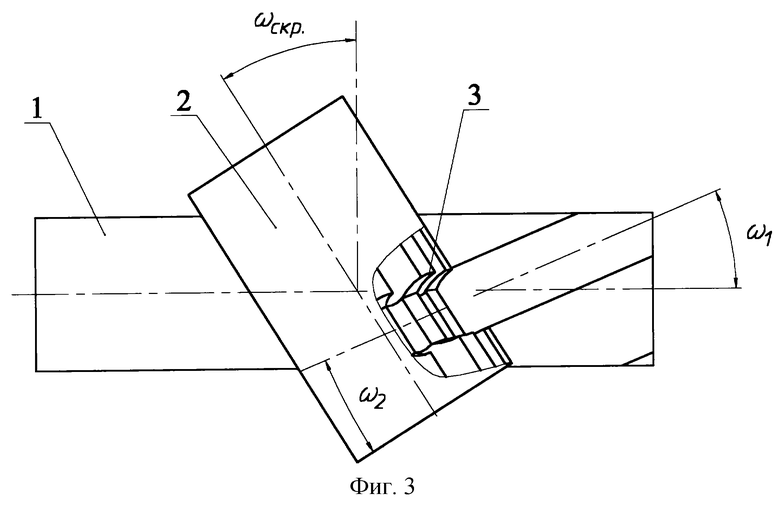
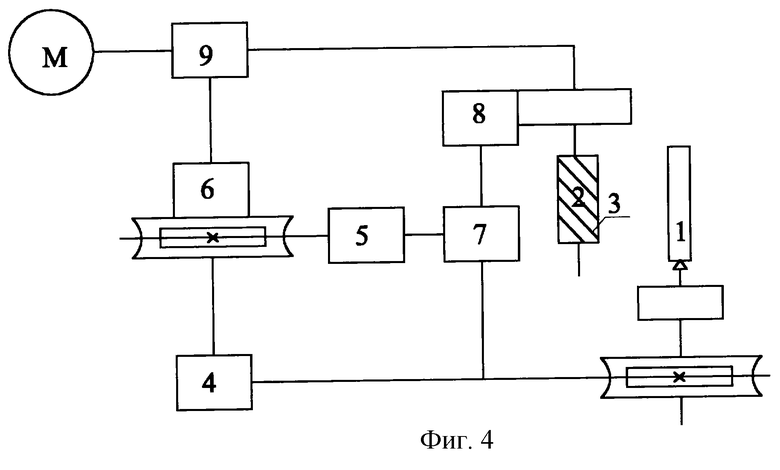
На фиг.1 показана схема нарезания зубьев райбера или фрезера в разрезе. На фиг.2 показана схема взаимного движения детали и фрезы в нормальном сечении. На фиг.3 показана схема установки фрезы относительно детали, поясняющая описываемый способ нарезания как прямых, так и винтовых зубьев райбера или фрезера. На фиг. 4 показана схема механизма обеспечения взаимного движения фрезы и детали, поясняющая описываемый способ.
Предлагаемый способ нарезки зубьев на боковой поверхности детали реализован следующим образом.
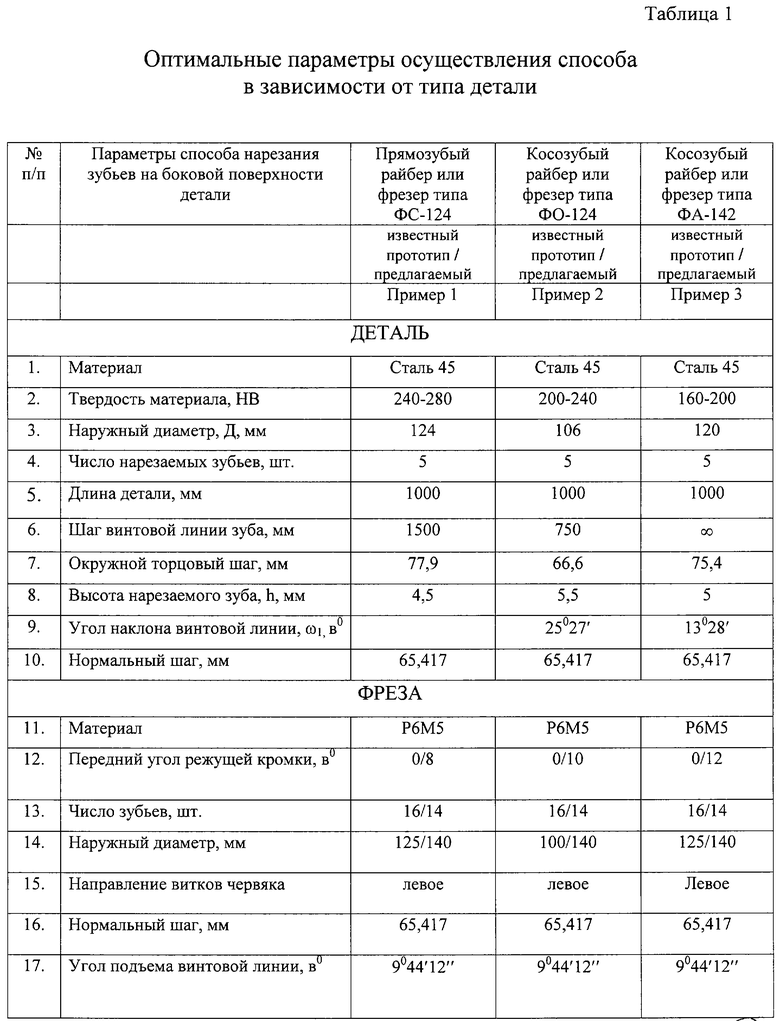
Берут заготовку детали 1 фиг.1 (райбера или фрезера) с предварительно обработанной на токарном станке формой наружной поверхности. Для нарезания зубьев на поверхности 1 используют червячную фрезу 2 с оптимальным и положительным передним углом γ режущей кромки, равным 8-12o, в зависимости от типа детали 1, твердости ее, мощности станка, задающей оптимальный режим резания. В качестве заготовки детали 1 используют конструкционную сталь с твердостью по Бриннелю 160-280 НВ (табл. 1 п.2), сталь 45. Обрабатываемая деталь представляет собой, после нарезания зубьев предлагаемым способом и наплавки на зубья твердосплавной композиции, врезной фрезерный инструмент, применяемый в буровой технике при зарезке "окна" в эксплуатационной колонне или бурении второго ствола. Он называется райбером или фрезером. Райбера или фрезер имеют большой окружной шаг (60-90 мм) и относятся к большемодульным системам (более 25 мм). Их обработка осложнена и тем, что такие детали в виде врезного фрезерного инструмента применяются разнопрофильные в одной и той же операции, то есть для полного вскрытия "окна" в эксплуатационной колонне используют комплект из 3-х райберов или фрезеров типа ФРС с прямобочным профилем и винтовыми зубьями. Райбер с прямыми зубьями совершает сквозное фрезерование "окна". Райберы и фрезеры с винтовыми зубьями расширяют "окно" и окончательно формообразуют его. Следовательно, обрабатываемая деталь 1 (фиг.1) предполагает поиск способа высокопроизводительной нарезки одной и той же фрезой как прямых так и винтовых зубьев и за один чистовой проход фрезы (фиг.2 и 3). Известные же способы высокопроизводительного нарезания зубьев на боковой поверхности таких деталей используют для этого набор дисковых фрез (до 15 шт.) с обязательным предварительным черновым нарезанием зубьев с большим припуском на каждую сторону зуба и последующим чистовым нарезанием зубьев многозаходным летучим резцом [6]. В предлагаемом же способе нарезают зубья для такого инструмента как райбер или фрезер с использованием червячной фрезы с положительным передним углом режущей кромки в пределах 8-12o (фиг.1, табл.1 п.12). Угол, равный 8o, выполняют у червячной фрезы для нарезания прямых зубьев 3 (фиг.3), при твердости детали, равной 240-280 НВ (по Бриннелю). Этот угол найден как оптимальный в результате экспериментальных работ. Таким же образом были найдены оптимальные углы для косозубого нарезания на поверхности с винтовым профилем зубьев райбера или фрезера, имеющих твердость в пределах 200-240 НВ, равного 10o и 12o - при твердости металла, равной 160-200 НВ. Примеры конкретного осуществления способа даны в табл.1, а результаты достижения поставленной цели даны в табл.2. Из приведенных данных в табл. 1 видно, что по сравнению с прототипом (в числителе) (п. 12, 13, 14, 21, 22, 23) предлагаемый способ (в знаменателе) позволяет использовать положительный угол режущей кромки зуба фрезы 3 при чистовом нарезании детали 1 с окружньм торцевым шагом более 60 мм (66,6-77,9 мм) (п. 7 табл. 1). При этом скорость вращения, n, фреза 3 (п.22 табл.1) достигает значений 35-45 об/мин с одновременньм снижением подачи, S, до 12-28 мм/мин (п.21 табл.1), что позволило повысить виброустойчивость системы деталь-инструмент-станок, улучшить качество обрабатываемой детали, исключив предварительную нарезку зубьев. В способе предлагаемом в отличие от прототипа при любом переднем угле, γ, режущей кромки червячной фрезы в пределах заявляемого диапазона (8-12o) нормальный шаг фрезы Sфр (фиг.2) выполняют равным нормальному шагу детали Sдет. по окружности обката, то есть наружному диаметру или наружной окружности Ra - радиус наружной окружности детали, Rf - диаметр внутренней окружности детали. При этом высота нарезаемых зубьев равна h= Ra-Rf (п.8 табл.1). Все это обеспечивает без предварительной черновой, как требовалось ранее, чистовую обработку детали. Нарезают зубья без припуска одновременно и непрерывно все зубья 3 детали 1 (фиг.1, 2) за один проход фрезы 2. Перед нарезанием зубьев 3 деталь 1 и фрезу 2 (фиг.3) устанавливают относительно друг друга под углом ωскр скрещивания, рассчитанным по формулам:
ωскр = ω1-ω2- для винтовых деталей,
ωскр = ω2 - для прямозубых деталей,
где ω1 - угол наклона винтовой линии детали 1 (райбера или фрезера) (п. 9 табл.1), (фиг.3),
ω2 - угол наклона винтовой линии червяка фрезы 2 (п. 17 фиг.3),
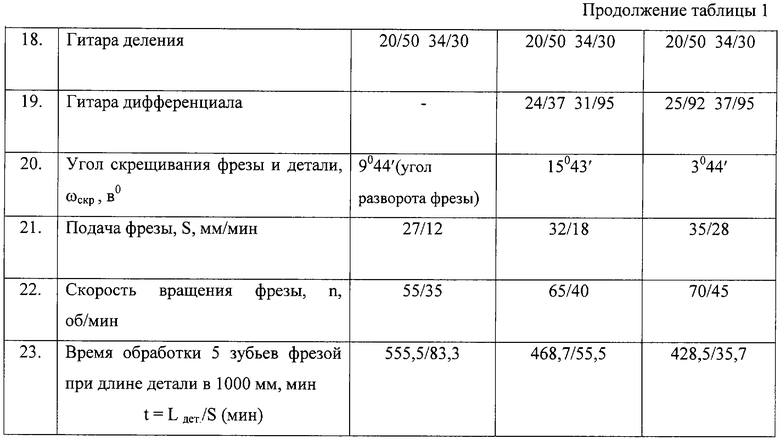
что позволило рассчитать угол скрещивания ωскр (п.20 табл.1) (фиг.3). Согласовывают вращение детали 1 (фиг.4), инструмента 2 при нарезании зубьев 3 и движение подачи S вдоль детали 1 с применением гитары деления 4 и гитары дифференциала 5 (если она есть) (фиг.4), скорость вращения передается через коробку скоростей 9 на фрезерный суппорт 8 и фрезу 2, а продольное перемещение - коробкой подач 7. Нарезку зубьев 3 ведут преимущественно на шлицефрезерных станках модели GFLV (табл.1). Скорость вращения (п.22 табл.1) червячной фрезы устанавливают в пределах 35-45 об/мин, а подачу - в пределах 12-28 мм/мин (см. 21 табл.1) в зависимости от типа райбера (ФС, ФО или ФА (табл. 1) и производительность процесса нарезания, оптимизируемых экспериментальным путем. Гитару дифференциала (если есть) 5 при дефференциале 6 настраивают по паспорту станка в зависимости от заданного угла наклона винтовых зубьев детали. Гитару деления 4 настраивают по паспорту станка в зависимости от числа зубьев 3 детали 1. Включают продольную подачу 7 инструмента, задают скорость вращения инструмента и детали. Производят методом обкатки нарезание одновременно всех зубьев детали за один проход червячной фрезы на заданную глубину h (фиг.2). Через определенное время, рассчитываемое по формуле: t=Lдет/S (мин), где L - длина детали, S - подача, деталь снимают с оправки. В результате нарезания предлагаемым способом зубьев райбера или фрезера достигается 7-8 класс точности обработки поверхности. Для такого как врезной фрезерный инструмент, типа райбера или фрезера 7-8 класс точности обработки поверхности удовлетворяет требованиям, предъявляемым к изделию. В таблице 1 представлены оптимальные параметры способа в зависимости от типа изделия. Отклонение в меньшую, чем предложено способом, сторону параметров (угол режущей кромки менее 8o, скорость вращения фрезы менее 35 об/мин, подача менее 12 мм/мин приводит к значительному снижению производительности процесса резания, а увеличение (более 12o; более 45 об/мин и более 28 мм/мин - соответственно) ведет к появлению катастрофических вибраций, ухудшению качества поверхности зубьев обрабатываемой детали, усилению износа инструмента и уменьшению запаса его на переточку. Таким образом, предлагаемый способ позволяет произвести высокопроизводительную нарезку (табл.2) зубьев врезного фрезерного инструмента и решить поставленную задачу (пп.2-8).
Использование предлагаемого способа обеспечивает по сравнению с прототипом следующие преимущества:
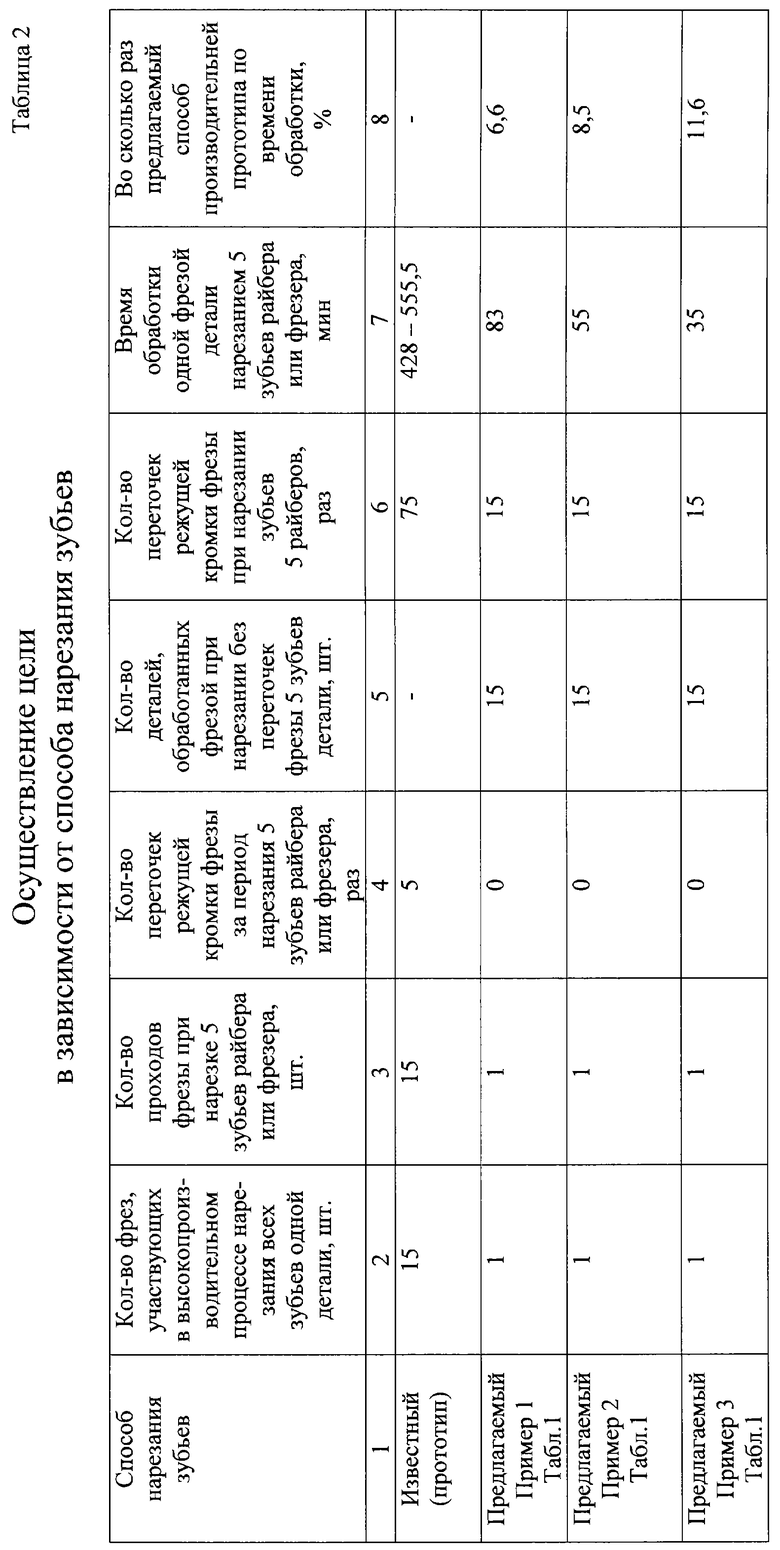
1. Впервые для деталей с большим окружным торцевым шагом использована червячная фреза для чистовой нарезки зубьев детали с положительным передним углом режущей кромки с целью повышения производительности (п.5 табл.2) процесса (в 15 и более раз).
2. Способ упростил процесс обработки поверхности длинномерных изделий за счет использования одной и той же фрезы под любой тип райбера или фрезера, исключения обязательного ранее черного нарезания зубьев, исключения переточек (пп.4, 6 табл.2) в процессе обработки и возможности непрерывной нарезки зубьев нескольких деталей (п.6 табл.2), закрепленных на одной оправке.
3. Способ обеспечил высокую виброустойчивость системы станок-инструмент-деталь за счет оптимизации параметров, щадящего режима резания, одновременно обеспечивающего высокую производительность нарезания, сокращение времени обработки в 6,6-11,6 и более раз (пп.7, 8 табл.2).
Источники информации
1. Справочник технолога-машиностроителя, М., 1986 г., под редакцией А.Г. Косиловой, т. 2, с. 191-192 (аналог).
2. Вадецкий Ю. В. Бурение нефтяных и газовых скважин, М., 1978 г., с. 428-429.
3. Справочник машиностроителя, под редакцией Э.А. Сателя, М, 1964 г., т. 5, с. 554-558 (аналог).
4. Справочник технолога-машиностроителя, под редакцией А.Н. Малова, т. 2, М, 1972 г., с. 237-250 (прототип).
5. Семенченко И. И. "Режущий инструмент", т. 3, М., Машгиз, 1944, с. 154-156, фиг.82, с. 185, фиг.95.
6. Справочник машиностроителя, под редакцией Э.А. Сателя, т. 5, c.690 (аналог).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237742C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2009 |
|
RU2399747C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2016 |
|
RU2621819C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС НА ТОКАРНОМ СТАНКЕ С ЧПУ | 2012 |
|
RU2493940C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ ТРУБЕ СКВАЖИНЫ | 2012 |
|
RU2499882C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |
| ОТКЛОНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2011 |
|
RU2481452C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НАПЛАВКОЙ ПРИПОЯ НА ПОВЕРХНОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ | 2004 |
|
RU2260503C1 |
| ОТКЛОНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2016 |
|
RU2641150C1 |
Изобретение относится к тяжелому и среднему машиностроению, буровой технике, нарезанию зубьев фрезой на боковой поверхности режущего инструмента, относящегося к высокомодульным системам с большим окружным торцовым шагом типа райбера или фрезера. Способ включает нарезание одновременно всех зубьев детали чистовой обкаткой за один проход червячной фрезой, имеющей нормальный шаг, равный нормальному шагу по наружному диаметру детали, при этом червячную фрезу перед нарезанием зубьев устанавливают под углом скрещивания к детали, а в процессе нарезания зубьев червячную фрезу согласованно с деталью вращают и одновременно и непрерывно перемещают вдоль оси детали или деталей. Для повышения производительности нарезания зубьев, повышения виброустойчивости системы станок-инструмент-деталь и расширения технологических возможностей используют червячную фрезу с положительным углом режущей кромки зубьев, равным 8-12o, ее подачу устанавливают в пределах 12-28 мм/об, а скорость вращения - 35-45 об/мин. 4 ил., 2 табл.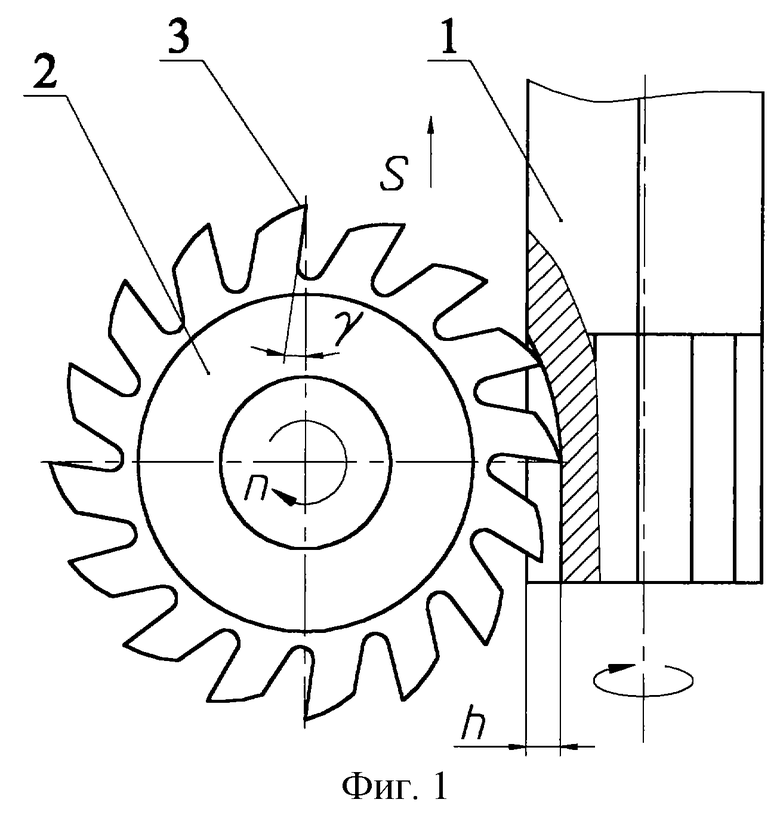
Способ нарезания зубьев на боковой поверхности детали, при котором нарезают одновременно все зубья детали чистовой обкаткой за один проход червячной фрезой, имеющей нормальный шаг, равный нормальному шагу по наружному диаметру детали, при этом червячную фрезу перед нарезанием зубьев устанавливают под углом скрещивания ωскр к детали, равным:
ωскр = ω1-ω2 - для деталей с винтовым зубом,
ωскр = ω2 - для прямозубых деталей,
где ω1 - угол наклона винтовой линии детали, град;
ω2 - угол наклона винтовой линии фрезы, град,
а в процессе нарезания зубьев червячную фрезу согласованно с деталью вращают и одновременно и непрерывно перемещают вдоль оси детали или деталей, отличающийся тем, что используют червячную фрезу с положительным углом режущей кромки зубьев, равным 8-12o, ее подачу устанавливают в пределах 12-28 мм/об, а скорость вращения - 35-45 об/мин.
| СЕМЕНЧЕНКО И.И | |||
| Режущий инструмент, т.3 | |||
| - М.: Машгиз, 1944, с.154-156, фиг.82, с.185, фиг.95 | |||
| Червячная фреза для нарезания шлицевых валов обкаткой | 1959 |
|
SU132941A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ШЛИЦЕВЫХ ВАЛОВ ОБКАТКОЙ | 0 |
|
SU209187A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 0 |
|
SU210633A1 |
| ШЛИЦЕФРЕЗЕРНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ В ЦЕПЯХ ДЕЛЕНИЯ И ПРОДОЛЬНОЙ ПОДАЧИ | 1995 |
|
RU2094182C1 |
| US 1538773, 19.05.1923 | |||
| ЭЛЕКТРОННО-АКУСТИЧЕСКИЙ МУЗЫКАЛЬНЫЙ ИНСТРУМЕНТ | 1991 |
|
RU2010353C1 |
| ВАДЕЦКИЙ Ю.В | |||
| Бурение нефтяных и газовых скважин | |||
| - М.: Недра, 1978, с.428, 429. | |||
