Изобретение относится к металлообработке и предназначено для расширения технологических возможностей токарных станков с числовым программным управлением (ЧПУ), позволяя изготавливать прямые и винтовые зубья и шлицы на токарном станке с ЧПУ с модулями 0,05-1 мм.
Известно устройство для фрезерной обработки деталей на станках токарной группы, описанное в п. РФ №64966 по кл. В23С 7/02, 3.06.03.2007, опубл. 27.07.2007, и представляющее собой приспособление к токарному станку.
Известное приспособление к токарному станку включает устанавливаемый в резцедержателе станка корпус с размещенным в нем с возможностью вращения валом, на одном конце которого установлен инструмент в виде дисковой отрезной фрезы или цилиндрической фрезы, привод вращения инструмента, выполненный в виде сопряженного с гидростанцией станка гидродвигателя, ротор которого установлен на другом конце вала, а статор связан с корпусом посредством рычага, жестко закрепленного на статоре, и поводка, шарнирно связанного с рычагом и корпусом.
Недостатком известного приспособления является необходимость использования отдельного привода для вращения фрезы, выполненного в виде гидродвигателя.
Известно приводное устройство для изготовления зубчатых колес на токарном станке с ЧПУ, устанавливаемое на револьверной головке, представленное в патенте США 2007/0209179 А1, кл. В23В 27/00, заявл. 16.04.2006, опубл. 13.09.2007 и выбранное в качестве прототипа.
Известное устройство (для облегчения понимания сущности прототипа в тексте приведены позиции основных его узлов) содержит червячную фрезу 80 в корпусе 58 на валу 84, механизм регулировки угла поворота фрезы в виде затягиваемого или расслабляемого болта 74, привод вращения корпуса 58 фрезы, включающий цилиндрическую шестерню и пару конических колес и помещенный в отдельном корпусе 30. При этом вал 84 вращения фрезы 80 расположен перпендикулярно валу 32 привода и эти валы расположены в параллельных непересекающихся плоскостях. Вал 32 привода вращательно закреплен в отверстии 34 корпуса и включает муфту 36 для сцепления с внутренней приводной системой в револьверной головке 18 токарного станка. Муфта 36 привода и конусная шестерня 44 закреплены с возможностью вращения в корпусе 30 привода с помощью двух роликовых подшипников 46. Движение вала 32 основного привода передается на вал 84 фрезы 80 через сложную систему из трех конических шестерен, две из которых (48 и 54) движутся в унисон, а третья (44) расположена на оси, перпендикулярной оси шестерен 48 и 54. Корпус 58 закрыт съемной крышкой 94, прикрепляемой к корпусу 58 болтами 110.
Устройство имеет следующие недостатки. Оно не предназначено для станков, имеющих расположение инструментов на линейно перемещающихся суппортах, некомпактно. Расположение валов вращения фрезы и привода в параллельных непересекающихся плоскостях приводит к сложной системе (из трех конических шестерен) передачи движения от основного привода к фрезе. Имеются ограничения по минимальному диаметру и минимальному модулю зубчатого венца. Для регулировки положения оси фрезы имеется специальный механизм, усложняющий устройство и увеличивающий его размеры, что приводит к ограничению диаметра нарезаемой заготовки. Регулировка угла наклона оси фрезы в этом устройстве требует регулировки положения фрезы по другим осям (X, Y, Z).
Устройство имеет сложную конструкцию с большим количеством соединений и возможных зазоров, снижающих жесткость и точность обработки, не обеспечивается точность вращения во времени, что не позволяет обеспечить точность шага зубьев и точность длины общей нормали, имеется возможность попадания стружки в соединения, шпоночный паз ослабляет сечение оправки с фрезой, не обеспечивается необходимая плавность вращения и возможны вибрации.
Таким образом, эксплуатационные возможности устройства ограничены, оно имеет сложную конструкцию и не обеспечивает должного качества нарезания зубьев.
Задачей предлагаемого изобретения является расширение эксплуатационных возможностей устройства при упрощении его конструкции и повышении качества обработки.
Поставленная задача решается тем, что в устройстве для изготовления зубчатых колес на токарном станке с ЧПУ, содержащем узел фрезы, включающий расположенную на ведущем валу червячную фрезу в корпусе на приводной оправке, опоры оправки, механизм регулировки угла поворота оправки с фрезой, узел привода вращения оправки с фрезой, размещенный в корпусе, узел передачи вращения привода на оправку фрезы, содержащий, по меньшей мере одну коническую шестерню для передачи вращения привода на оправку фрезы, при этом ось вращения ведущего вала расположена перпендикулярно оси вала привода, согласно изобретению оси вращения валов фрезы и привода расположены в одной плоскости и пересекаются между собой под прямым углом таким образом, что середина оправки расположена на одной высоте с осью шпинделя, при этом ось вращения оправки проходит через центр массы фрезы, узлы фрезы и привода имеют частично общий корпус и состыкованы между собой с помощью винтов, позволяющих при ослаблении изменить положение корпуса фрезы на угол от -15 до +50° для изменения наклона червячной фрезы, опора оправки, обеспечивающая съем и установку фрезы, выполнена в виде подшипника скольжения и расположена внизу, между корпусом устройства и оправкой выполнен зазор 0,02 мм вокруг вала вращения фрезы, с оправкой соединен маховичок, оправка соединена с фрезой посредством бесшпоночного фрикционного соединения, конические шестерни для передачи вращения выполнены с круговым зубом.
Расположение осей вращения фрезы и вала привода в пересекающихся под прямым углом плоскостях в совокупности с расположением середины оправки на одной высоте с осью шпинделя дает возможность упростить механизм передачи движения от привода к фрезе. Прохождение оси вращения оправки через центр массы фрезы в совокупности с тем, что корпуса узла фрезы и узла привода имеют частично общий корпус и состыкованы между собой с помощью винтов, дающих возможность при ослаблении изменить положение корпуса фрезы на угол от -15 до +50°, позволяет достаточно просто, не изменяя настройки положения устройства по отношению к системе координат станка по управляемым осям X, Y, Z, регулировать угол наклона червячной фрезы на нужный угол съем и установку фрезы. Выполнение опоры оправки в виде подшипника скольжения при расположении ее внизу обеспечивает большую жесткость, компактность и позволяет уменьшить ограничения на диаметр венца и устранить возможность попадания стружки в опору, что в совокупности с наличием между корпусом устройства и оправкой зазора 0,02 мм вокруг вала вращения фрезы, выполняющим функцию уплотняющего сальника, позволяет снизить вероятность попадания стружки в зубчатое соединение, обеспечивая в целом повышение надежности работы устройства.
Использование бесшпоночного фрикционного соединения для передачи вращения с оправки на фрезу позволяет повысить запас прочности и жесткости инструментальной оправки, что также повышает надежность работы устройства.
Выполнение конических шестерен для передачи вращения с круговым зубом в совокупности с соединением оправки с маховичком обеспечивает плавность вращения инструмента за счет сглаживания колебаний крутящего момента от дискретности резания при фрезеровании и позволяет предотвращать возникновение вибраций, снижает погрешности окружного шага нарезаемого венца и обеспечивает стабильность шероховатости зубьев, повышая в совокупности точность обработки.
Технический результат - упрощение механизма передачи вращения от привода на фрезу при уменьшении вероятности попадания стружки в зубчатое соединение и обеспечении плавности вращения инструмента.
Заявляемое устройство обладает новизной в сравнении с прототипом, отличаясь от него наличием таких существенных признаков как расположение осей вращения фрезы и привода в плоскостях, пересекающихся между собой под прямым углом таким образом, что середина оправки расположена на одной высоте с осью шпинделя, прохождение оси вращения оправки через центр массы фрезы, выполнение узлов фрезы и узла привода с частично общим корпусом и состыковка их между собой с помощью винтов, позволяющих при ослаблении изменить положение корпуса фрезы на угол от -15 до+50° для изменения наклона червячной фрезы, выполнение опоры оправки, обеспечивающей съем и установку фрезы, в виде подшипника скольжения и расположение ее внизу, выполнение между корпусом устройства и оправкой зазора 0,02 мм вокруг вала вращения фрезы, соединение оправки с маховичком, соединение оправки с фрезой посредством бесшпоночного фрикционного соединения, выполнение конических шестерен для передачи вращения выполнены с круговым зубом, обеспечивающими в совокупности достижение заданного результата.
Заявителю неизвестны технические решения, обладающие указанными отличительными признаками, обеспечивающими в совокупности достижение заданного результата, поэтому он считает, что заявляемое устройство соответствует критерию «изобретательский уровень».
Заявляемое устройство может найти широкое применение в машиностроении для механической обработки деталей, в частности, для обработки мелкомодульных зубчатых венцов малых диаметров, например, механических часовых механизмов, а также использоваться для обработки винтовых и червячных венцов, фрезерования плоских и фасонных поверхностей, а потому соответствует критерию «промышленная применимость».
Изобретение иллюстрируется чертежами, где
фиг.1 - общий вид устройства в сборе;
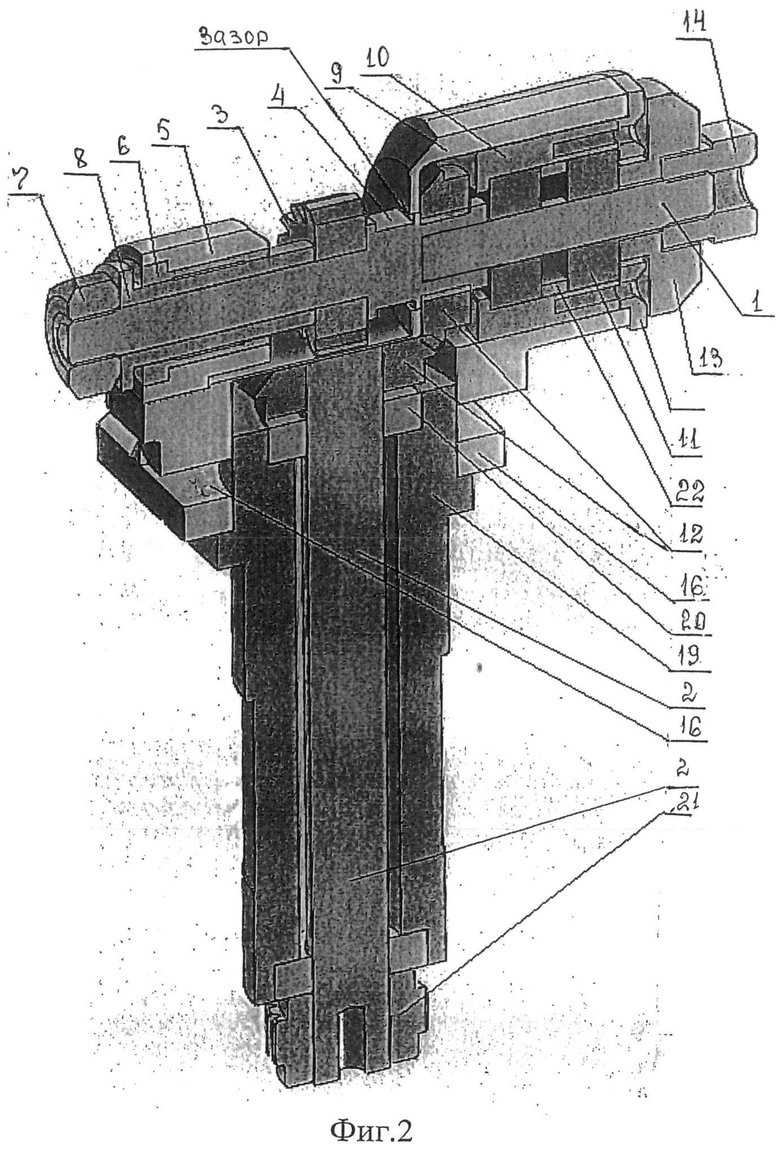
фиг.2 - общий вид устройства в разрезе;
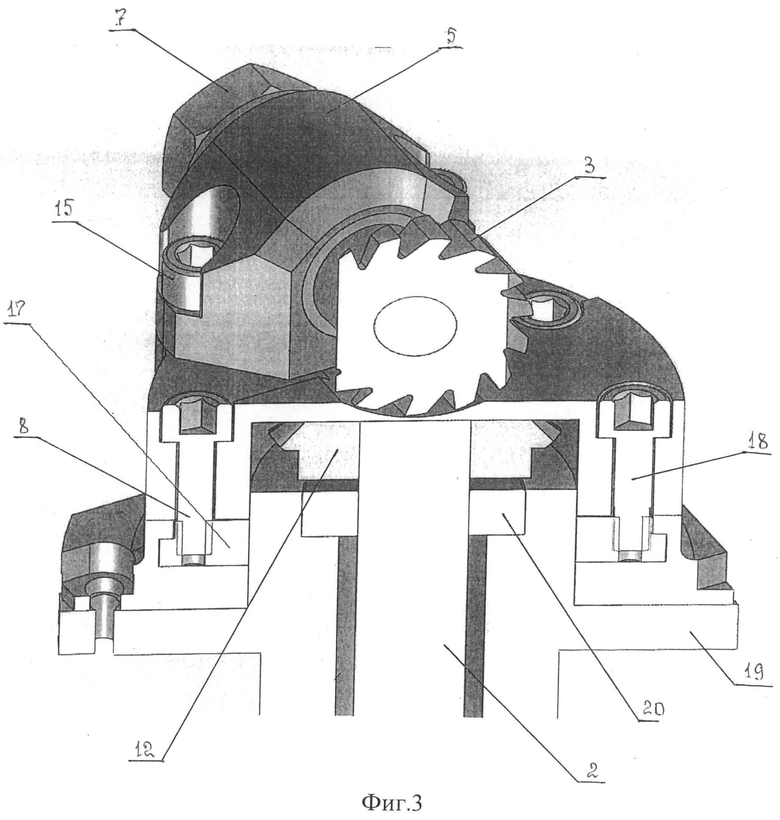
фиг.3 - вид в разрезе сочленения узлов фрезы и привода;
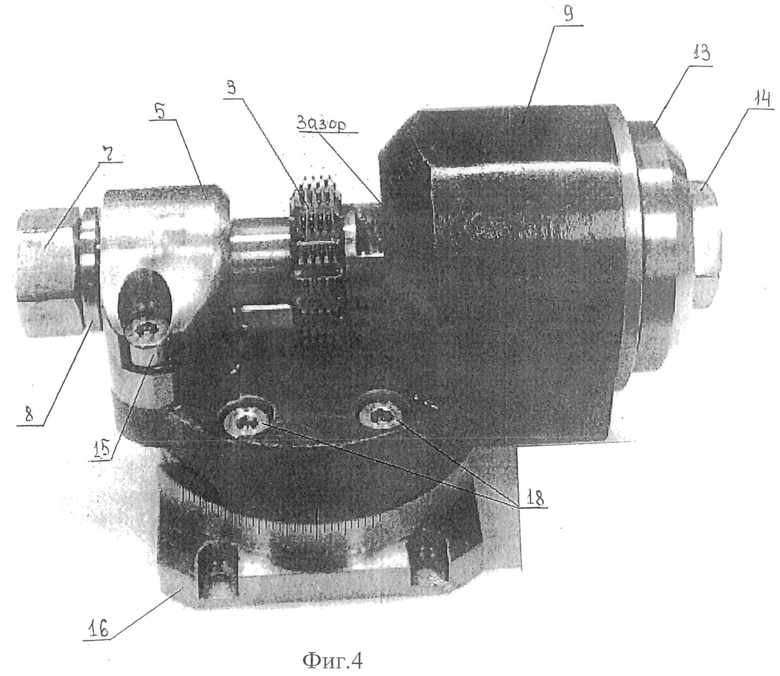
фиг.4 - внешний вид верхней части устройства;
фиг.5 - вид части токарного станка с фрезерной головкой.
Устройство для изготовления зубчатых колес на токарном станке с ЧПУ содержит узел А с червячной фрезой, размещенный на ведущем валу 1, и узел Б, размещенный на ведущем валу 2 узел Б передачи движения от привода к оправке (фиг.1 и фиг.2).
При этом узел А (фиг.2) включает в себя вал 1, червячную фрезу 3 на приводной оправке 4, опору 5 оправки 4 с подшипником 6 скольжения, гайку 7 для крепления втулки 8, корпус 9 устройства со стаканом 10 и радиально-упорными подшипниками 11 качения, пару конических шестерен 12 со спиральным зубом, маховичок 13 с гайкой 14, винты 15.
Узел Б включает в себя вал 2, основание 16, два сухаря 17, винты 18, стакан 19 с подшипниками 20 качения, шестерню 21, шайбу 22, винт 23.
При этом оси вращения валов 1 и 2 фрезы 3 и привода расположены в одной плоскости и пересекаются между собой под прямым углом таким образом, что середина оправки 4 расположена на одной высоте с осью вала 2 привода, а ось вращения оправки 4 проходит через центр массы фрезы 3. Узлы А и Б фрезы 3 и привода имеют частично общий корпус (корпус 9 и основание 16) и состыкованы между собой с помощью винтов 18, позволяющих при ослаблении изменить положение корпуса 9 фрезы 3 на угол от -15 до +50° для изменения наклона червячной фрезы 3. Опора 5 оправки 4, обеспечивающая съем и установку фрезы 3, выполнена в виде подшипника 6 скольжения и расположена внизу. Между корпусом 9 устройства и оправкой 4 выполнен зазор 0,02 мм вокруг вала 1 вращения фрезы. С оправкой 4 соединен маховичок 13, а сама оправка 4 соединена с фрезой 3 посредством бесшпоночного фрикционного соединения. Конические шестерни 12 для передачи вращения выполнены с круговым зубом.
Для установки фрезы 3 необходимо открутить гайку 7, вывинтить крепежные винты 15 опоры 5, снять опору 5, установить фрезу 3 на оправку 4 до упора во фланец оправки 4, затем установить опору 5, в которой запрессован подшипник 6 скольжения, надеть втулку 8 и опору 5, закрепить на оправке 4 подшипник 6 скольжения и фрезу 3 гайкой 7. Корпус присоединен к основанию 16 с помощью сухарей 17 и винтов 18.
Узел Б устройства, включающий размещенные на валу 2 шестерню 21, радиально-упорные подшипники 20 качения, стакан 19, присоединен к суппорту путем установки стакана 19 в гнездо суппорта (Фиг.3) и закреплен соответствующими винтами 23. Узел А с фрезой 3 установлен маховичком 13 вверх, что гарантирует защиту внутренних элементов устройства от стружки. При этом для защиты от стружки зазор между корпусом 9 и оправкой 4 выполнен минимально возможным (0,02 мм), что также позволило сделать устройство более компактным. Узлы А и Б стыкованы между собой посредствам сухарей 17 и винтов 18. Сухари 17 установлены в т-образные пазы основания 16. Ослабляя винты 18, можно выполнить установку нужного угла наклона фрезы 3 (корпуса 9) по шкале, нанесенной на основание 16 в пределах от - 15 градусов до+50 градусов.
Устройство работает следующим образом.
Крутящий момент от шестерни, расположенной в суппорте 24 (фиг.5), передается на шестерню 21, затем через вал 2 и коническую пару 12 на оправку 4 и фрезу 3. В соответствии с управляющей программой суппорт 2А с устройством подводится к вращающейся заготовке 25 и выполняются движения, необходимые для получения зубчатого венца методом обката. Согласование движений обеспечивается системой управления (на чертежах не показана). Стружка, образующаяся при обработке, падает вниз, не попадая в корпус 9 устройства; мелкая стружка не попадает в корпус 9 из-за минимального зазора (0,02 мм вокруг вала 1) между корпусом 9 и оправкой 4. Маховичок 13 обеспечивает сглаживание колебаний крутящего момента, присущего фрезерованию, спиральность зубьев конической пары способствует плавности вращения фрезы 3. После обработки зубчатого венца, согласно управляющей программы, устройство отводится от заготовки 25, вращение фрезы 3 выключается.
В сравнении с прототипом заявляемое устройство является более простым по конструкции, более надежным в работе и позволяет более точно обрабатывать детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИТКОВ ЧЕРВЯЧНЫХ ФРЕЗИ ЧЕРВЯКОВ | 1972 |
|
SU331853A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| ГОРИЗОНТАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ Г.ТАНОК | 1973 |
|
SU369988A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| Устройство для затылования фрез | 1939 |
|
SU62314A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1946 |
|
SU69470A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |

Устройство содержит расположенный на ведущем валу узел фрезы, включающий расположенную в корпусе на ведущем валу червячную фрезу на приводной оправке, опоры оправки, механизм регулировки угла поворота оправки с фрезой и узел привода вращения оправки с фрезой, размещенный на ведущем валу привода в корпусе, узел передачи вращения от привода к фрезе, содержащий, по меньшей мере, одну пару конических шестерен для передачи вращения привода на оправку фрезы, при этом ось вращения ведущего вала с фрезой расположена перпендикулярно оси ведущего вала привода. Для расширения технологических возможностей и повышения качества обработки оси ведущих валов вращения фрезы и привода расположены в одной плоскости и пересекаются между собой под прямым углом таким образом, что середина оправки расположена на одной высоте с осью шпинделя, причем ось вращения оправки проходит через центр массы фрезы. Корпуса узла фрезы и узла привода состыкованы между собой с помощью винтов, обеспечивающих при ослаблении изменение положения корпуса фрезы на угол от -15 до +50° для изменения наклона червячной фрезы. Опора оправки, обеспечивающая съем и установку фрезы, выполнена в виде подшипника скольжения и расположена снизу. Между корпусом устройства и оправкой выполнен зазор 0,02 мм вокруг ведущего вала фрезы, с оправкой соединен маховичок, оправка соединена с фрезой посредством бесшпоночного фрикционного соединения, конические шестерни для передачи вращения выполнены с круговым зубом. 5 ил.
Устройство для изготовления зубчатых колес на токарном станке с ЧПУ, содержащее расположенный на ведущем валу узел фрезы, включающий расположенную в корпусе на ведущем валу червячную фрезу на приводной оправке, опоры оправки, механизм регулировки угла поворота оправки с фрезой и узел привода вращения оправки с фрезой, размещенный на ведущем валу привода в корпусе, узел передачи вращения от привода к фрезе, содержащий по меньшей мере одну пару конических шестерен для передачи вращения привода на оправку фрезы, при этом ось вращения ведущего вала с фрезой расположена перпендикулярно оси ведущего вала привода, отличающееся тем, что оси ведущих валов вращения фрезы и привода расположены в одной плоскости и пересекаются между собой под прямым углом таким образом, что середина оправки расположена на одной высоте с осью шпинделя, причем ось вращения оправки проходит через центр массы фрезы, корпуса узла фрезы и узла привода состыкованы между собой с помощью винтов, обеспечивающих при ослаблении изменение положения корпуса фрезы на угол от -15 до +50° для изменения наклона червячной фрезы, опора оправки, обеспечивающая съем и установку фрезы, выполнена в виде подшипника скольжения и расположена снизу, между корпусом устройства и оправкой выполнен зазор 0,02 мм вокруг ведущего вала фрезы, с оправкой соединен маховичок, оправка соединена с фрезой посредством бесшпоночного фрикционного соединения, конические шестерни для передачи вращения выполнены с круговым зубом.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Приспособление к токарному или т.п. станку для нарезания зубчатых колес и других работ | 1927 |
|
SU8049A1 |
| Приспособление для выборки невода в неводник | 1935 |
|
SU49612A1 |
| Комнатное охлаждающее устройство | 1949 |
|
SU87284A1 |

