Изобретение относится к обработке зубьев и инструментам, используемым для нее, и может применяться в производстве цилиндрических червячных и спироидных передач.
Из уровня техники известен способ [1, с. 118-120] обработки зубьев червячных и спироидных колес, основанный на использовании инструмента - червячной фрезы (в случае нарезания спироидного колеса - спироидной червячной фрезы). Режущие кромки инструмента располагаются на поверхности производящего червяка. В этом способе инструмент и заготовка нарезаемого колеса устанавливаются на требуемые по расчету станочное межосевое расстояние и станочный межосевой угол, организуется их вращение вокруг своих осей с передаточным отношением, равным отношению числа нарезаемых зубьев к числу заходов производящего червяка, и подача перпендикулярно оси инструмента или вдоль последней или одновременно перпендикулярно и вдоль этой оси (диагональная подача).
Первым и главным недостатком этого способа является сложность изготовления и переточки зуборезного инструмента - червячной (спироидной червячной) фрезы, заключающаяся в необходимости применения специализированного оборудования - затыловочного и заточного. Второй недостаток этого способа проявляется при производстве червячных и спироидных передач, имеющих червяки с числом заходов, большим 3-4: в этом случае требуется применение многозаходных червячных (спироидных червячных) фрез, более трудоемких и дорогих в производстве и эксплуатации из-за их повышенной чувствительности к действию неизбежных технологических погрешностей.
Первый недостаток может быть преодолен в способе нарезания червячных и спироидных колес с помощью более простого зуборезного инструмента - летучего резца [1, с. 121-122]. В этом способе инструмент и заготовка колеса также устанавливаются на требуемые по расчету станочное межосевое расстояние и станочный межосевой угол. Подача инструмента организуется вдоль его оси, при этом инструмент и нарезаемое колесо поворачиваются вокруг оси пропорционально подаче с таким расчетом, чтобы режущие кромки летучего резца воспроизводили воображаемый производящий червяк постоянного шага. Вращение инструмента и заготовки нарезаемого колеса организуется вокруг своих осей также с передаточным отношением, равным отношению числа нарезаемых зубьев к числу заходов производящего червяка.
Из-за того, что летучий резец имеет резко сниженное по сравнению с червячной фрезой число зубьев и режущих кромок, этот способ отличается резко сниженной производительностью (это является главным недостатком способа) и применяется, главным образом, в единичном производстве. Вторым недостатком этого способа является пониженная точность, поскольку в ходе нарезания, в разных своих положениях противоположные режущие кромки резца удаляют разные слои припуска и, соответственно, испытывают разные и разнонаправленные силы резания, деформируясь различным образом и формируя поверхности зубьев с погрешностями.
Известная разновидность этого способа, называемая зуботочением, применяемая для нарезания колес многозаходных червячных и спироидных передач, подразумевает применение монолитных многозубых летучих (другое название - обкаточных) резцов [1, с. 122-123; 2], выполненных из быстрорежущей стали, обладающих большим числом режущих зубьев (равным числу заходов червяка передачи) и их режущих кромок и, соответственно, обеспечивающих более высокую производительность. Недостаток этой разновидности способа, состоит в том, что она применима только для многозаходных червячных и спироидных передач, поскольку число режущих зубьев обкаточного резца выбирается равным числу заходов червяка передачи, а передаточное отношение при согласованном вращении инструмента и нарезаемого колеса - равным передаточному отношению соответствующей передачи. Кроме того, в этом случае зуборезный инструмент усложняется и приобретает главный недостаток первого известного способа (зубофрезерования с помощью червячной фрезы) - сложность изготовления и эксплуатации из-за наличия нескольких, имеющих сложную пространственную форму и требующих точной обработки и заточки, передних и задних поверхности резца. Третий недостаток этой разновидности способа связан с монолитным конструктивным исполнением режущей части, выполняемой из быстрорежущей стали, что ограничивает число переточек из-за уменьшения высоты и зубьев. Таким образом, решая проблему повышения производительности обработки зубьев, применение монолитных многозубых обкаточных резцов, выполненных из быстрорежущей стали, влечет за собой появление недостатков, усложняющих производство червячных и спироидных передач, и ограничивается производством лишь многозаходных червячных и спироидных передач.
Целью настоящего изобретения является обеспечение универсальности применения для передач с различными передаточными отношениями (то есть однозаходных и многозаходных], упрощения и снижения стоимости изготовления и эксплуатации зуборезного инструмента, применяемого для нарезания зубьев червячных и спироидных колес.
Задачу предлагается решить тем, что:
- передаточное отношение во вращении инструмента и заготовки нарезаемого колеса выбирается меньшим передаточного отношения при однозаходной передаче, содержащей указанное колесо, и меньшим или большим передаточного отношения или равным ему при многозаходной передаче, содержащей указанное колесо;
- соотношение подачи инструмента и дополнительного поворота нарезаемого колеса обеспечивается постоянным (воспроизводится производящий червяк постоянного шага] или переменным (воспроизводится производящий червяк переменного шага];
- инструмент - обкаточная резцовая головка - выполняется многозубым, реализующим многозаходный производящий червяк, и сборным, содержащим сменные режущие пластины.
Первый из перечисленных приемов обеспечиваются тем, что расчетное число заходов производящего червяка может не совпадать с числом заходов червяка передачи. Два первых приема применяются, исходя из условия обеспечения модификации боковых поверхностей зубьев нарезаемого колеса с целью локализации пятна контакта в передаче.
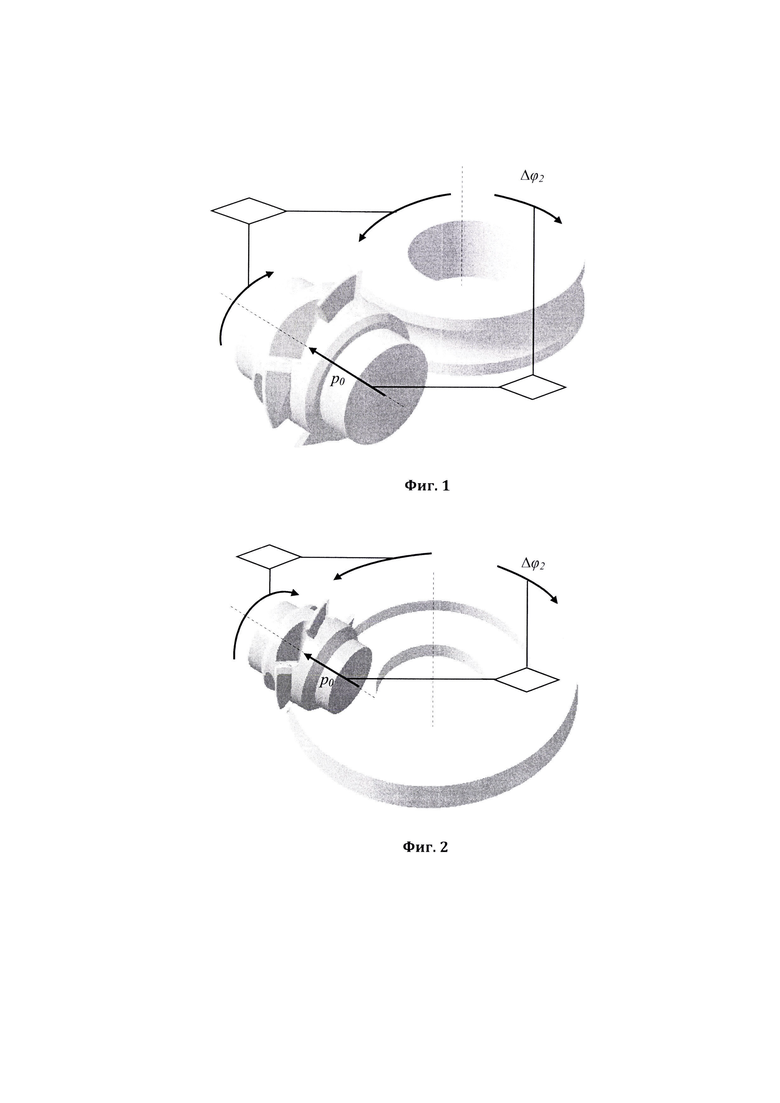
Схема реализации способа для нарезания зубьев червячного колеса показана на фиг. 1, для нарезания зубьев спироидного колеса - на фиг. 2. Способ реализуется следующим образом. Обкаточная головка устанавливается в шпиндель станка, а заготовка колеса на его стол. Устанавливаются необходимые станочные межосевые расстояние и угол и положение станочной межосевой линии относительно базового торца колеса. В процессе обработки обкаточная резцовая головка и нарезаемое колесо совершают вращения с постоянным передаточным отношением, равным отношению числа нарезаемых зубьев и расчетного числа заходов производящего червяка. Совершается подача р (в мм на 1 полный оборот заготовки колеса) головки вдоль оси ее вращения и пропорционально ей - дополнительный поворот (доворот) Δϕ2 колеса, рассчитываемый по формуле:

где mx0 - расчетный осевой модуль производящего червяка, z2 - число зубьев нарезаемого колеса.
При неудовлетворительных результатах локализации контакта, полученных расчетным и/или опытным путем, в ходе обработки осевой модуль производящего червяка может изменяться, соответственно изменяться может и соотношение (1). Таким образом, в движении подачи и согласованном с ней довороте рабочие режущие кромки обкаточной резцовой головки воспроизводят многозаходный производящей червяк постоянного или переменного шага. В случае прямолинейных режущих кромок производящий червяк имеет прямолинейный нормальный профиль витка (имеет вид ZN1 по ГОСТ 18498-89 или SZN1 по ГОСТ 22850-77). Такой червяк имеет вогнутый осевой профиль [3], причем тем более вогнутый, чем больше угол подъема его витков (соответственно - чем больше число его заходов), и в случае прямых режущих кромок применение многозубой обкаточной резцовой головки естественным образом способствует благоприятной профильной модификации зубьев нарезаемого колеса.
Инструмент, реализующий способ, - многозубый обкаточный резец - в отличие от инструмента в способе [1, с. 122-123; 2], выбранном прототипом для предлагаемого способа, выполняется сборным, содержащим сменные режущие пластины. Правомерно назвать такое исполнение инструмента обкаточной резцовой головкой. При этом число резцов головки, диаметр их вершин, углы их профиля, параметры установки головки и ее движения отличаются от соответствующих параметров червяка передачи таким образом, чтобы обеспечить профильную и бочкообразную продольную модификацию зубьев и, соответственно, локализацию пятна контакта передачи в центральной части зуба.
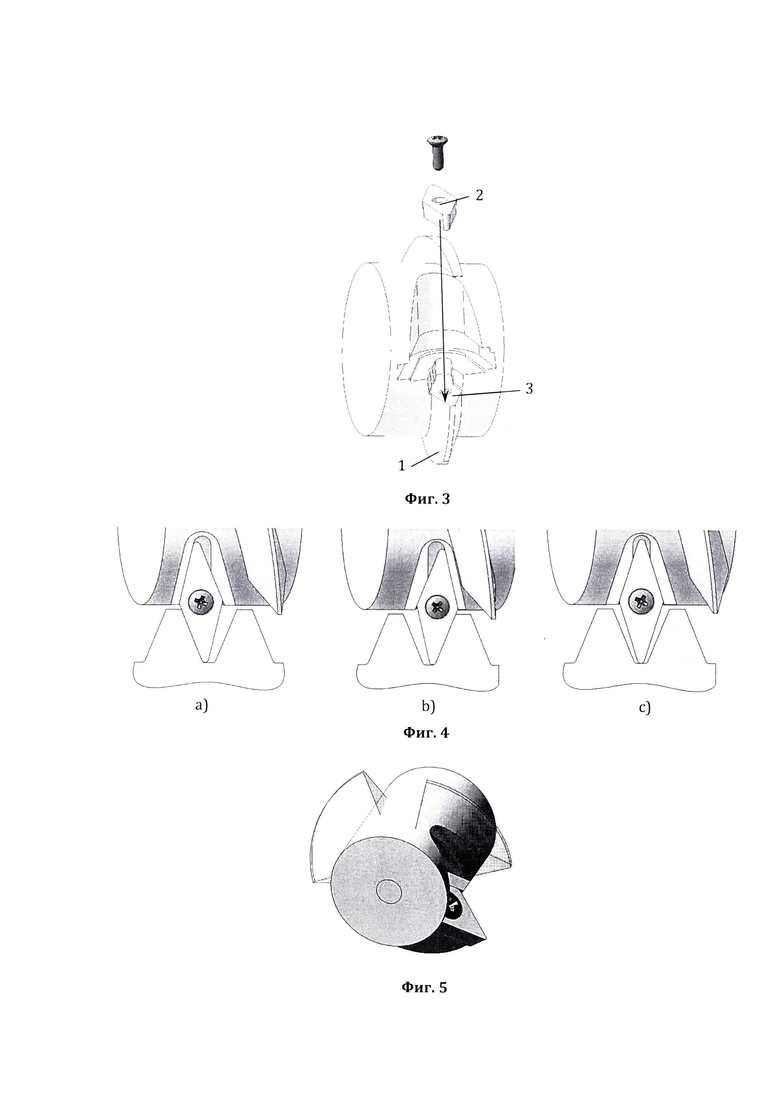
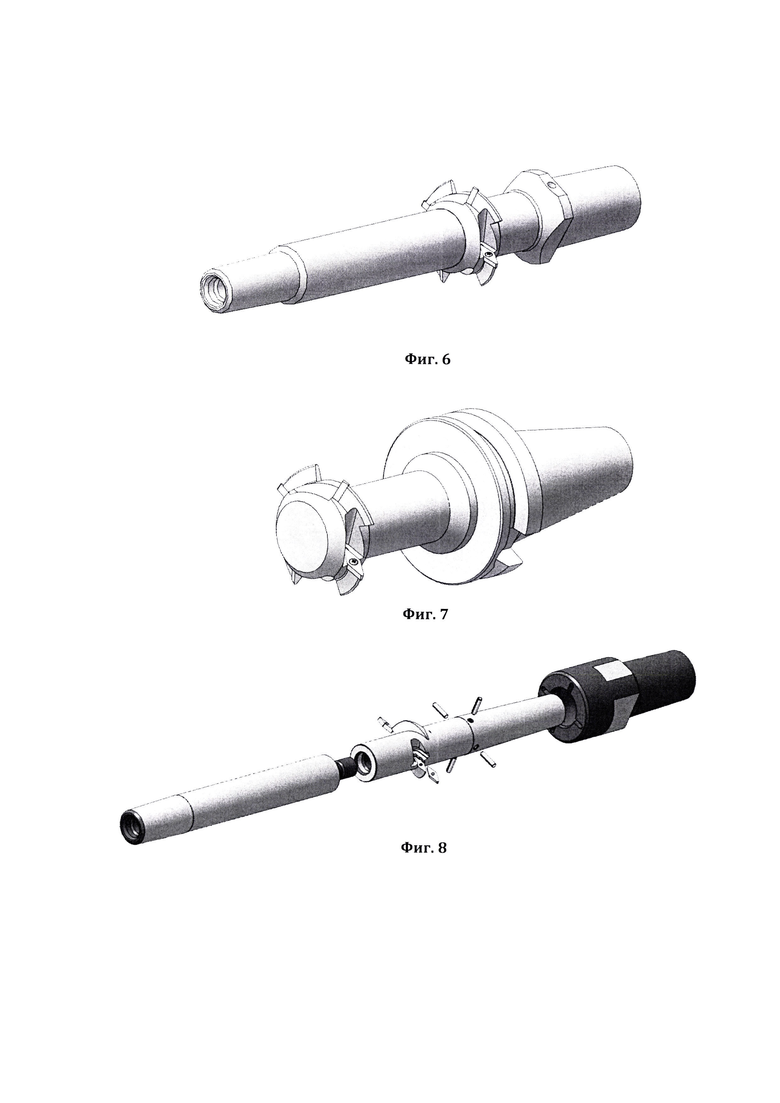
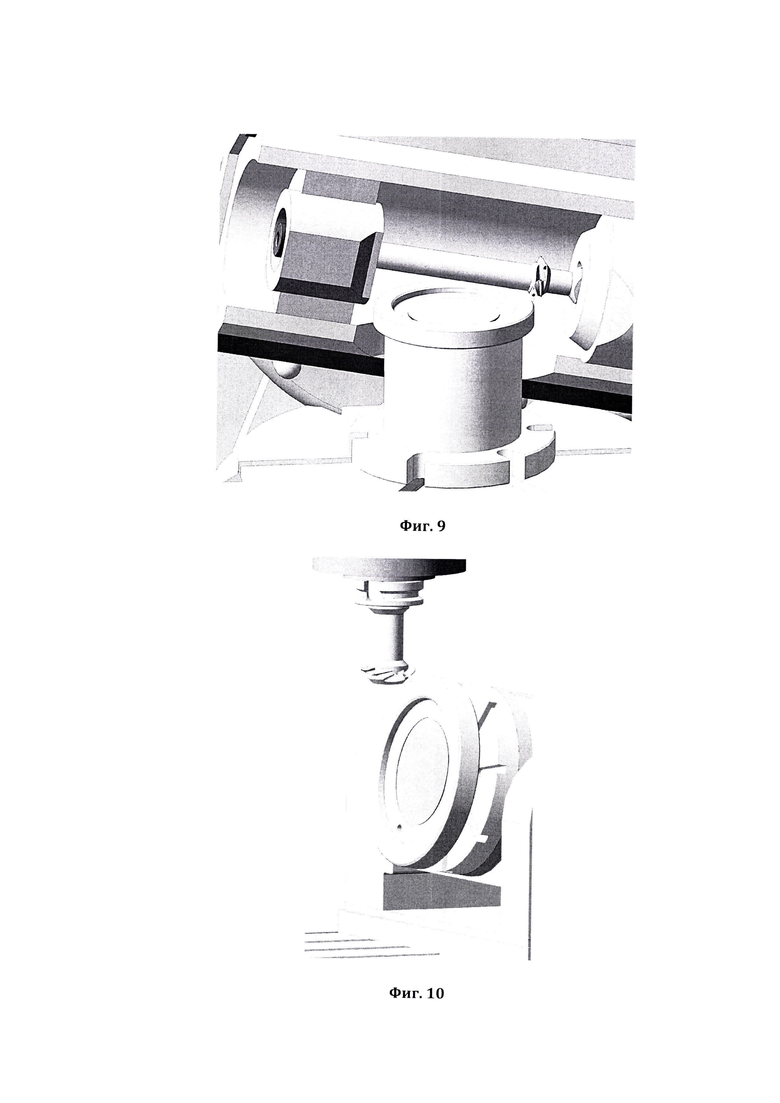
Конструкция обкаточной резцовой головки поясняется чертежами, на фиг.3 приведен внешний вид режущей обкаточной резцовой головки с разнесенными конструктивными элементами; на фиг. 4 показаны варианты установки режущих пластин в гнезда с возможностью обработки, соответственно, правой боковой поверхности зуба колеса (фиг. 4а), левой боковой поверхности зуба колеса (фиг. 4b), а также впадины между зубьями колеса (фиг. 4с); на фиг. 5 приведен пример неполного оснащения обкаточной резцовой головки резцами; на фиг. 6, 7 приведены варианты исполнения обкаточной резцовой головки с хвостовиком; на фиг. 8 приведен вариант насадного исполнения обкаточной резцовой головки; на фиг. 9 приведена схема установки обкаточной резцовой головки на зубофрезерный станок; на фиг. 10 приведена схема установки обкаточной резцовой головки на обрабатывающий центр, снабженный системой ЧПУ.
Конструкция режущей части обкаточной резцовой головки, применяемой в способе, представляет собой короткий фрагмент червяка (фиг. 3), витки 1 которого утонены по сравнению с витками производящего червяка и являются поддержкой для режущих пластин 2, установленных в слоты (гнезда) 3, которые выполнены на концах витков 1 с главной опорной плоскостью, ортогональной или почти ортогональной линии витков производящего червяка. Такое конструктивное исполнение инструмента подразумевает его изготовление и эксплуатацию, отличающиеся сравнительной простой и низкой стоимостью благодаря:
- выполнению державки под пластины из конструкционной, а не инструментальной стали;
- обработке поддерживающих утоненных витков с одинаковым шагом по разноименным боковым поверхностям и с относительно невысокими требованиями по точности и шероховатости;
- отсутствию сложных переточек инструмента, а восстановлению его режущих свойств простой заменой режущих пластин;
- неизменности размеров инструмента в процессе эксплуатации и большему сроку его эксплуатации.
Повышенную производительность резания можно обеспечить выполнением сменных пластин твердосплавными, а дополнительное снижение стоимости инструмента в частном случае - применением типовых ромбических пластин, применяемых для контурного точения. Также выполнение пластин твердосплавными позволяет производить лезвийную чистовую обработку термоупрочненных зубьев, что является дополнительным преимуществом предлагаемого инструмента.
Число слотов может быть кратным 2 или 3 для разделения припуска, удаляемого каждым резцов в паре или тройке (фиг. 4). При этом слоты и режущие пластины выполняются сериями по 2 или 3. Так, если первый резец в каждой паре или тройке обрабатывает правую боковую поверхность зуба - фиг. 4а (его рабочая режущая кромка лежит на правой боковой поверхности воображаемого производящего червяка, а нерабочая противоположная - внутри тела витка этого червяка], то второй - левую - фиг. 4b (его рабочая режущая кромка лежит на левой боковой поверхности производящего червяка). Для случая кратности числа резцов головки трем третий резец в каждой тройке обрабатывает дно впадины между зубьями - фиг. 4с. Такое разделение припуска позволяет ужесточить режим обработки и повысить ее точность, исключая или минимизируя влияние обработки разноименных сторон друг на друга.
Обкаточная резцовая головка может быть с полным оснащением резцами, когда фактически реализуемое число резцов равно расчетному числу заходов производящего червяка, или неполным (фиг. 5) оснащением резцами, когда фактически реализуемое число резцов меньше расчетного числа заходов производящего червяка. Неполное оснащение может применяться, главным образом, в условиях единичного производства (для сокращения стоимости изготовления инструмента) и на операциях отделочной обработки зуба (для исключения погрешностей взаимного положения резцов и, соответственно, повышения точности обработки). При неполном оснащении для формирования всех зубьев нарезаемого колеса число последних не должно иметь общих делителей с числом заходов производящего червяка.
Обкаточная резцовая головка в хвостовом исполнении может быть двухопорной (для реализации способа на зубофрезерных станках - фиг. 6, фиг. 9) или консольной одноопорной (для реализации способа на станках типа «обрабатывающий центр», оснащенных наклонно-поворотными столами и имеющих функции согласования вращения шпинделя и стола, а также подач и вращения стола - фиг. 7, фиг. 10). Насадное исполнение головки (фиг. 8) обеспечивает универсализм ее применения на станках обоих указанных типов.
Таким образом, главные приемы, обеспечивающие эффективность предлагаемого способа по сравнению с известными решениями, следующие:
- станочное передаточное отношение выбирается меньшим или большим передаточного отношения передачи, содержащей нарезаемое колесо, или равным ему, а расчетное число заходов производящего червяка, реализуемого обкаточной резцовой головкой может, быть, соответственно, большим или меньшим числа заходов червяка передачи или равным ему, что обеспечивает универсальное применение способа для производства однозаходных и многозаходных червячных и спироидных передач;
- соотношение между подачей и дополнительным поворотом нарезаемого колеса или обкаточной резцовой головки может быть постоянным (реализуется производящий червяк постоянного шага) или переменным (реализуется производящий червяк переменного шага) в ходе нарезания, что дает дополнительную возможность управления модификацией зуба и локализацией контакта в передаче;
- обкаточная резцовая головка выполнена многозубой сборной, оснащенной режущими пластинами, что удешевляет изготовление и эксплуатацию инструмента; в частном случае пластины выполняются твердосплавными, что дает высокую производительность обработки и возможность чистовой лезвийной обработки термоупрочненных зубьев;
- фактическое число резцов обкаточной резцовой головки может быть равным расчетному числу заходов воспроизводимого ею производящего червяка или меньшим расчетного, что обеспечивает универсальность применения метода для условий серийного или единичного производства, способствуя, соответственно, большей производительности обработки или простоте инструмента;
- применение пластин с прямобочной режущей кромкой обеспечивает естественную благоприятную модификацию профиля;
- число резцов обкаточной резцовой головки выбирается кратным 2 или 3, при этом рабочая режущая кромка каждой пластины в паре или тройке резцов лежит на одном из элементов производящего червяка (одной из двух боковых поверхностей и поверхности вершин), что обеспечивает разделение удаления припуска, повышение производительности и точности обработки.
1. Гинзбург Е.Г., Халебский Н.Т. Производство зубчатых колес.- Л.: Машиностроение. Ленинградское отделение, 1978 - 136 с.
2. Георгиев А.К., Мальцев Ю.И., Мансуров И.И. К вопросу о выборе рациональных конструкторских и геометрических параметров обкаточных резцов для нарезания колес спироидных главных передач по методу зуботочения // В сб. «Перспективы развития и использования спироидных передач и редукторов. Доклады всесоюзного научно-технического совещания». Ижевск: Ижевский механический институт, 1979, С. 39-45.
3. Георгиев А.К., Гольдфарб В.И. К вопросу о схемах нарезания резцом и формах профиля цилиндрических линейчатых червяков спироидных (гипоидно-червячных) передач // В сборнике: Механические передачи. - Ижевск, Удмуртия, 1972. - С. 76-86.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания конических колес с криволинейными зубьями | 1986 |
|
SU1555070A1 |
| СПОСОБ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1994 |
|
RU2082568C1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| Способ нарезания зубьев колеса червячной цилиндрической передачи | 1983 |
|
SU1117158A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ изготовления зубчатой пары с круговыми зубьями | 1986 |
|
SU1468692A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| Устройство к токарно-винторезному станку для нарезания червяков | 1982 |
|
SU1026982A1 |
Изобретение относится к области обработки зубьев и инструментам, используемым для нее, и может применяться в производстве червячных и спироидных колес. Инструментом является обкаточная головка, содержащая червяк, витки которого утонены по сравнению с витками производящего червяка и предназначены для поддержки режущих пластин, установленных в гнездах, которые выполнены на концах витков, с главной опорной плоскостью, ортогональной линии витков производящего червяка, при этом головка выполнена с полным оснащением режущими пластинами, когда число режущих пластин равно числу заходов производящего червяка, или не полным оснащением режущими пластинами, когда число режущих пластин меньше числа заходов производящего червяка. Обкаточная головка выполняется хвостовой двухопорной или хвостовой одноопорной или насадной. Режущие пластины могут быть выполнены в виде неперетачиваемых твердосплавных пластин. Число заходов производящего может не иметь общих делителей с числом зубьев нарезаемого колеса. Число режущих пластин может быть выбрано кратным 2 или 3, при этом рабочая режущая кромка каждой пластины в паре или тройке пластин лежит на одном из элементов производящего червяка – одной из двух боковых поверхностей или поверхности вершин. Обеспечивается универсальность применения многозубых обкаточных головок с режущими пластинами для обработки зубьев червячных и спироидных колес. 4 з.п. ф-лы, 10 ил.
1. Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес, содержащая червяк, витки которого утонены по сравнению с витками производящего червяка и предназначены для поддержки режущих пластин, установленных в гнездах, которые выполнены на концах витков, с главной опорной плоскостью, ортогональной линии витков производящего червяка, при этом головка выполнена с полным оснащением режущими пластинами, когда число режущих пластин равно числу заходов производящего червяка, или не полным оснащением режущими пластинами, когда число режущих пластин меньше числа заходов производящего червяка.
2. Обкаточная головка по п. 1, которая выполнена хвостовой двухопорной или хвостовой одноопорной или насадной.
3. Обкаточная головка по п. 1, в которой режущие пластины выполнены в виде неперетачиваемых твердосплавных пластин.
4. Обкаточная головка по п. 1, отличающаяся тем, что число заходов производящего червяка выбрано таким, что не имеет общих делителей с числом зубьев нарезаемого колеса.
5. Обкаточная головка по п. 1, в которой число режущих пластин выбрано кратным 2 или 3, при этом рабочая режущая кромка каждой пластины в паре или тройке пластин лежит на одном из элементов производящего червяка - одной из двух боковых поверхностей или поверхности вершин.
| Способ нарезания зубьев колеса червячной цилиндрической передачи | 1983 |
|
SU1117158A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 1998 |
|
RU2134184C1 |
| Обнаружитель сигналов | 1972 |
|
SU437991A1 |
| JP 2020114116 A, 30.07.2020. | |||

