Изобретение относится к области металлообработки и может быть использовано в машиностроении и приборостроении для смазки и охлаждения режущего инструмента при обработке металлов резанием.
Существующие смазочно-охлаждающие жидкости (СОЖ) без присадок состоят из эмульсола ЭГТ и воды [1. Смазочно-охлаждающие технологические средства для обработки металлов резанием: Справочник / Под ред. С.Г. Энтелиса, Э.М. Берлинера. - 2-е изд., перераб. и доп. М.: Машиностроение, 1995. -с.251; 2. Топлива, смазочные материалы, технические жидкости. Справочник /Под ред. Школьникова В.М. - М.: Химия, 1989, с.356], позволяют снизить интенсивность износа и повысить работоспособность режущих инструментов за счет образования смазочных пленок на поверхности режущего инструмента и обрабатываемого материала, однако эффективность их недостаточно высока.
В качестве прототипа принята СОЖ [а.с. 2101333 Россия. Кл. 6 С 10 М 173/00// (С 10 М 173/00, 129:32, 129:34, 129:24) С10 N 40:20 Смазочно-охлаждающая жидкость для механической обработки металлов / В.Г. Солоненко, Л. А. Солоненко, Л. А. Бадовская], содержащая эмульсол ЭГТ, присадку и воду, рекомендуемая для обработки резанием конструкционных сталей.
Соотношение компонентов в СОЖ, мас.%, следующее:
Эмульсол - 1,19-1,21
Присадка - 0,22-0,24
Вода - Остальное
Присадка содержит, мас.%:
Муравьиная кислота - 12-13
Малеиновая кислота - 8-9
Фумаровая кислота - 7-8
Янтарная кислота - 8-9
Смесь изомерных форм α, β и β, γ-фуранонов (кротонолактон) - 35-36
Вода - Остальное
Применением этой СОЖ можно повысить стойкость режущих инструментов за счет образования смазочных соединений на поверхностях режущего инструмента и обрабатываемого материала, однако это достигается при высокой концентрации присадки, а т.к. компоненты присадки дорогие, то это приводит к значительному удорожанию СОЖ.
Техническая задача, решаемая изобретением, - повышение эффективности образования смазочных пленок на контактных поверхностях режущего инструмента и обрабатываемого материала, повышение работоспособности режущего инструмента при малом содержании присадки в СОЖ.
Поставленная задача решается применением СОЖ для механической обработки металлов, содержащей эмульсол, воду и присадку. СОЖ отличается от известной тем, что в качестве присадки используется композиция натриевых солей 1,4-бутандикарбоновой (сукцинат) и 1,4-бутен-2-дикарбоновой (фумарат) кислот и моно-, ди- и тримеров изомерных форм α, β и β, γ-фуранонов при следующем содержании компонентов в присадке, мас.%:
Сукцинат натрия - 90-92
Фумарат натрия - 2,0-3,0
Моно-, ди- и тримеры изомерных форм α, β и β, γ-фуранонов - 8,0-5,0
Соотношение компонентов в СОЖ, мас.%, следующее:
Эмульсол - 1,9-2,1
Присадка - 0,007-0,015
Вода - Остальное
Применение присадки нового состава: сукцината натрия, фумарата натрия, моно-, ди- и тримеров изомерных форм α, β и β, γ-фуранонов в концентрации от 0,005 до 0,03% по массе вместо смеси органических кислот C1-4 и фуранонов, не вызывает отделения масляной фракции и коагуляции (свертывания) эмульсии вследствие сохранения рабочей величины рН эмульсии, тогда как снижение рН ниже 6,5, которое может иметь место при применении присадки по прототипу, вызывает коагуляцию эмульсии. Установлено, что технические показатели предлагаемой СОЖ выше, чем у прототипа, причем концентрация присадки в предлагаемой СОЖ значительно ниже, чем в СОЖ по прототипу, поэтому предлагаемая СОЖ получается дешевле прототипа в 1,6 раза.
Пример 1 получения 10000 см3 СОЖ оптимального состава. 200 г эмульсола ЭГТ растворяют в 9700 см3 умягченной до 5 мг-экв воды и тщательно перемешивают до получения равномерной устойчивой эмульсии. В 99 см3 воды растворяют 1 г присадки, состоящей из 0,92 г сукцината натрия, 0,03 г фумарата натрия, 0,05 г смеси моно-, ди- и тримеров изомерных форм α, β и β, γ-фуранонов; полученный раствор присадки приливают при перемешивании в приготовленную эмульсию.
Пример 2 получения 10000 см3 СОЖ оптимального состава. 200 г эмульсола ЭГТ растворяют в 9700 см3 умягченной до 5 мг-экв воды и тщательно перемешивают до получения равномерной устойчивой эмульсии. В 99 см3 воды растворяют 1 г присадки, состоящей из 0,90 г сукцината натрия, 0,02 г фумарата натрия, 0,08 г смеси моно-, ди- и тримеров изомерных форм α, β и β, γ-фуранонов; полученный раствор присадки приливают при перемешивании в приготовленную эмульсию.
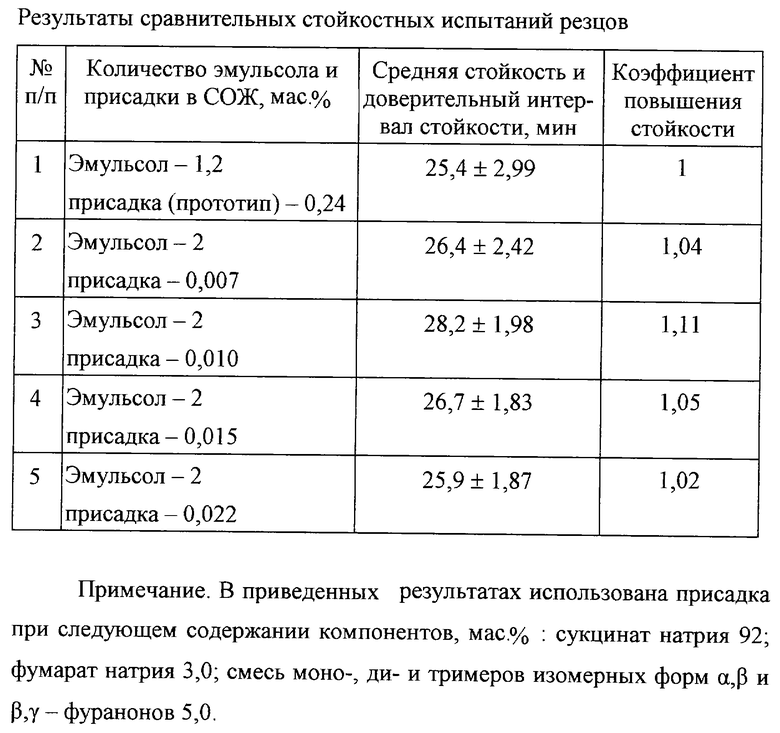
Испытание СОЖ проводили на токарно-винторезном станке 1К62 при продольном точении заготовок из стали 45Х в состоянии поставки. Резцы оснащали пластинами из быстрорежущей стали Р6М5. Скорость резания 48 м/мин, подача 0,17 мм/об, глубина резания 0,25 мм; приведенный износ по задней поверхности резцов 0,35 мм. С целью определения оптимальной концентрации присадки испытали четыре варианта СОЖ: 2% эмульсию с добавкой 0,007; 0,01; 0,015; 0.022% присадки; результаты сравнивали с данными, полученными при испытании прототипа. В таблице приведены результаты сравнительных стойкостных испытаний резцов.
Из таблицы видно, что предлагаемая СОЖ позволяет повысить стойкость режущих инструментов при добавлении присадки в количестве от 0,007 до 0,015% (2, 3 и 4 строки) по сравнению с СОЖ по прототипу. При этом значительно сокращается концентрация присадки в СОЖ по сравнению с прототипом. Предлагаемая СОЖ в 1,6 раза дешевле, чем СОЖ по прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2101333C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2333239C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2005 |
|
RU2291187C1 |
| ВОДОСМЕШИВАЕМАЯ СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2004 |
|
RU2266948C1 |
| ЭМУЛЬСОЛ ДЛЯ ПРИГОТОВЛЕНИЯ ВОДОСМЕШИВАЕМОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2259391C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2102443C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1162865A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2021334C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2026336C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1684318A1 |
Изобретение относится к области металлообработки и может быть использовано в машиностроении и приборостроении для смазки и охлаждения режущего инструмента при обработке металлов резанием. Состав содержит эмульсол, присадку и воду в количествах, мас.%: эмульсол 1,9-2,1, присадка 0,007-0,015 и вода остальное. Присадка содержит, мас.%: сукцинат натрия 90-92, фумарат натрия 2,0-3,0, моно-, ди- и тримеры изомерных форм α, β и β, γ-фуранонов 5,0-8,0. Технический результат - повышение эффективности образования смазочных пленок на контактных поверхностях режущего инструмента и обрабатываемого материала, повышение работоспособности режущего инструмента при малом содержании присадки в смазочно-охлаждающей жидкости. 1 табл.
Смазочно-охлаждающая жидкость для механической обработки металлов, содержащая эмульсол, воду и присадку, отличающаяся тем, что в качестве присадки используется композиция натриевых солей 1,4-бутандикарбоновой (сукцинат) и 1,4-бутен-2-дикарбоновой (фумарат) кислот и моно-, ди- и тримеров изомерных форм α, β и β, γ-фуранонов при следующем содержании компонентов в присадке, мас. %:
Сукцинат натрия - 90-92
Фумарат натрия - 2,0-3,0
Моно-, ди- и тримеры изомерных форм α, β и β, γ-фуранонов - 5,0-8,0
при соотношении компонентов в жидкости, мас. %:
Эмульсол - 1,9-2,1
Присадка - 0,007-0,015
Вода - Остальное
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2101333C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2037514C1 |
