Изобретение относится к механической обработке металлов, в частности к смазочно-охлаждающим жидкостям (СОЖ), используемым при обработке титановых сплавов и сталей.
Известен широкий ассортимент смазочно-охлаждающих жидкостей на водной основе, применяемых при резании металлов [1].
Наиболее близкой по составу и свойствам является смазочно-охлаждающая жидкость - 5-10% эмульсия на основе эмульсола ЭГТ (ТУ 38 101149-75), вырабатываемого на госсиполовой смоле с добавлением диалкилдитиофосфата цинка [2].
Недостатком применения известных эмульсий в качестве СОЖ при лезвийной обработке металлов является незначительное повышение стойкости режущего инструмента, особенно при обработке титановых сплавов и высокопрочных сталей, и отсутствие снижения шероховатости обрабатываемых поверхностей.
Цель изобретения - повышение стойкости режущего инструмента и качества обработанной поверхности за счет реализации избирательного переноса при резании.
Поставленная цель достигается тем, что СОЖ, содержащая воду, эмульсол и серуфосфорсодержащую присадку, в качестве последней содержит триэтаноламиновые соли 0,0-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции С10-С18 (ПАВ) общей формулы
(RO)2PS-S˙HN(C2H4OH)3, где R - C10-C18-алкил, при следующем соотношении компонентов, мас.%: ПАВ указанной фор- мулы 0,24-6 Эмульсол 5-10 Вода Остальное
Для приготовления заявляемой СОЖ необходимо расчетное количество поверхностно-активного вещества нагреть до температуры 40-50оС и влить в приготавливаемую эмульсию или же, для заправки отдельного станка, работающего с известной эмульсией, - необходимое количество разогретого ПАВ влить в емкость с СОЖ.
Перемешивание ПАВ с эмульсией происходит при включении системы подачи СОЖ (т.е. при работе станка).
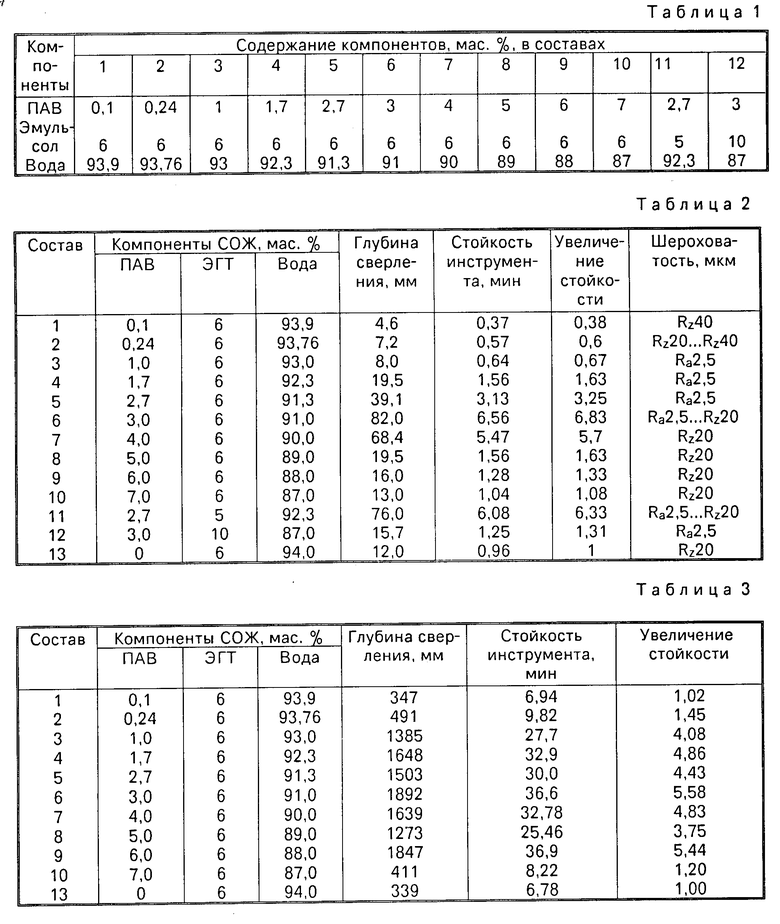
Для испытания были приготовлены 12 составов СОЖ, которые приведены в табл.1.
Указанные составы СОЖ (NN 1-12) были испытаны в сравнении с известной (состав N 13).
Испытания проводились на операции сверления высокопрочной стали 30ХГСН2А с σв = 170 кгс/мм2 и высокопрочного титанового сплава ВТ22 с σв = 120 кгс/мм2. Режущий инструмент - спиральное сверло диаметром 4,5 мм из быстрорежущей стали Р6М5. Скорость резания при сверлении стали V = 1,8 м/мин, (n = 125 мин-1), подача S = 0,1 мм/об, при сверлении титанового сплава - V = 7 м/мин (n = 500 мин-1) и S = = 0,1 мм/об соответственно.
Критерием оценки служила стойкость инструмента до полного затупления.
Результаты испытаний по высокопрочной стали приведены в табл.2 и по титановому сплаву ВТ22 - в табл.3 и подтверждаются актом испытаний, прилагаемым к настоящей заявке.
Как видно из табл, 2 и 3, введение в эмульсию поверхностно-активного вещества - смеси триэтаноламиновых солей 0,0-диалкилдитиофосфорных кислот значительно повышает стойкость режущего инструмента.
Повышение стойкости инструмента проявляется при содержании 0,24-6 мас.% ПАВ в СОЖ.
Стойкость инструмента при увеличении содержания ПАВ в СОЖ более 6 мас.% практически не изменяется. Оптимальное содержание ПАВ в СОЖ составляет 0,24-6 мас.% и при содержании 3% стойкость режущего инструмента повышается в 5-6 раз, при этом на один класс снижается шероховатость обработанной поверхности.
Использование изобретения позволит путем добавки ПАВ с условным наименованием ТИОФАТ в эмульсии, применяемые при металлообработке, без дополнительных затрат повысить стойкость режущего инструмента в 5-6 раз, снизить шероховатость обрабатываемых поверхностей, повысить эффективность металлорежущего оборудования за счет увеличения производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1990 |
|
RU2032710C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2144944C1 |
| КОНЦЕНТРАТ ВОДНОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1995 |
|
RU2109036C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2101333C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU1814307C |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2017 |
|
RU2650525C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1989 |
|
RU2028371C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2200187C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1990 |
|
SU1772139A1 |
| Концентрат смазочно-охлаждающей жидкости для обработки титановых сплавов | 2023 |
|
RU2811649C1 |
Сущность изобретения: жидкость содержит триэтаноламиновые соли 0,0-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции C10-C18 0,24 - 6,0%, эмульсол 5 - 10% и воду остальное. 3 табл.
СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ, содержащая воду, эмульсол и серуфосфорсодержащую присадку, отличающаяся тем, что, с целью повышения стойкости инструмента и качества обработанной поверхности, жидкость в качестве серуфосфорсодержащей присадки содержит триэтаноламиновые соли О, О-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции C10-C18 общей формулы
(RO)2PS-SHN(C2H4OH)3,
где R - C10-C18 - алкил,
при следующем соотношении компонентов, мас.%:
Триэтаноламиновые соли О, О-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции C10-C18 0,24-6,0
Эмульсол 5-10
Вода Остальное
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Курчик Н.н | |||
| и др | |||
| Смазочные материалы для обработки металлов резанием, М.: Химия, 1972, с.131-145. | |||
