Изобретение относится к обработке металлов давлением, а именно к изготовлению обечаек на валковых листогибочных машинах, более конкретно на четырехвалковых и асимметричных трехвалковых машинах.
Известен способ изготовления обечаек на четырехвалковой листогибочной машине, при котором между ее верхним и нижним валками зажимают переднюю кромку заготовки, производят ее подгибку подъемом переднего бокового валка (валка со стороны подачи заготовки), опускают его после подгибки передней кромки и при поднятом заднем боковом валке прокаткой заготовки между верхним, нижним и задним боковом валках формируют заготовку в обечайку (проспект фирмы " HAEUSLER", Швейцария, выставка в Ганновере, 2000 г.; приложение 1 к заявочным материалам).
Таким же способом изготавливаются обечайки на четырехвалковых и асимметричных трехвалковых листогибочных машинах ("ОТССА", Германия, выставка в Ганновере, 2000 г.; приложение 2 к заявочным материалам).
По существу асимметричная трехвалковая листогибочная машина является четырехвалковой машиной, у которой отсутствует один боковой валок, в связи с чем для подгибки второй (задней) кромки заготовку необходимо переворачивать на 180o, что при упрощении конструкции по сравнению с четырехвалковой листогибочной машиной приводит к снижению ее производительности.
Преимуществом изготовления обечаек на четырехвалковых и асимметричных трехвалковых листогибочных машинах перед изготовлением обечаек на трехвалковых листогибочных машинах с симметричным расположением боковых валков относительно верхнего является возможность подгибки кромок листа с минимальной длиной остающихся прямыми кромок заготовки.
Однако у четырехвалковых и асимметричных трехвалковых листогибочных машин величина плеча гибки (расстояние от линии приложения усилия бокового валка к заготовке до линии ее изгиба) примерно вдвое больше, чем у трехвалковых листогибочных машин с симметричным расположением боковых валков относительно верхнего валка, вследствие чего негативное влияние пружинения заготовки на качество изготавливаемой обечайки (точность гибки) в значительно большей степени сказывается при ее изготовлении приведенными выше способами (фирмы "НАЕUSLER" и "ОТССА").
Кроме того, изготовление обечайки на четырехвалковой машине способом фирмы "HAEUSLER" не обеспечивает качественной подгибки (хотя этого и не показано в проспекте) задней кромки заготовки.
Наиболее близким к предлагаемому является способ изготовления обечаек по а. с. 764779, B 21 D 5/14, при котором поочередно производят подгибку передней и задней кромок заготовки ее прокаткой между верхним, нижним и боковым валками.
Данный способ обеспечивает качественную подгибку обеих кромок заготовки, однако, этому способу свойственны те же недостатки, что и в приведенных выше способах изготовления обечаек на машинах фирм "HAEUSLER" и "ОТССА", а именно неиспользование возможности повышения качества и расширения технологических возможностей (изготовление обечаек из заготовок меньшей толщины) при изготовлении обечаек.
Технической задачей изобретения является повышение качества изготавливаемых обечаек и расширение технологических возможностей (в сторону уменьшения толщины заготовки) четырехвалковых и асимметричных трехвалковых машин.
Поставленная задача достигается тем, что согласно предлагаемому способу изготовления обечаек на четырехвалковой и асимметричной листогибочных машинах, при котором между верхним и нижним валками зажимают переднюю кромку заготовки и производят ее подгибку подъемом бокового валка, переустанавливают заготовку в валках машины, производят подгибку задней кромки заготовки и прокаткой в валках машины формируют заготовку в обечайку, после подгибки передней кромки заготовки производят опускание нижнего валка и подъем бокового валка и прокатывают заготовку на часть ее длины между установленными в вышеописанном положении нижним и боковым валками, далее аналогично - после подгибки задней кромки заготовки опускают нижний и поднимают боковой валки и прокаткой между последними и верхним валком формируют заготовку в обечайку. Поскольку четырехвалковая и асимметричная трехвалковая машины идентичны по схеме расположения валков, предлагаемое техническое решение поясняется на примере четырехвалковой листогибочной машины.
На фиг. 1 схематично изображены валки четырехвалковой листогибочной машины - верхний 1, нижний 2, боковые 3 и 4, заготовка 5, передняя кромка 6 которой зажата между верхним 1 и нижним 2 валками для подгибки, и свободная задняя кромка 7;
на фиг.2 изображена подгибка передней кромки 6 заготовки 5;
на фиг. 3 - положение заготовки 5 после опускания нижнего валка 2 и подъема бокового валка 3;
на фиг. 4 - прокатка заготовки 5 со стороны передней кромки 6 между верхним валком 1, нижним валком 2 и боковым валком 3;
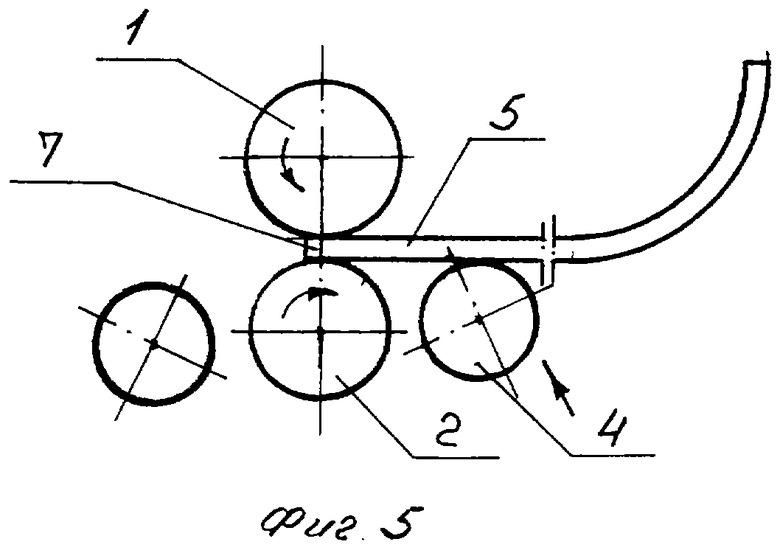
на фиг.5 - прокатка заготовки 5 со стороны задней кромки 7 между верхним валком 1, нижним валком 2 и боковым валком 4;
на фиг.6 изображено окончательное формирование обечайки и ее калибровка.
Изготовление обечайки предлагаемым способом осуществляется следующим образом.
Переднюю кромку заготовки (листа) 5 устанавливают между верхним валком 1 и нижним валком 2 в позицию для подгибки (см. фиг.1) и нижним валком 2 прижимают ее (кромку 6) к верхнему валку 1. Перемещением бокового валка 3 вверх производят подгибку передней кромки 6 на необходимую величину (см. фиг. 2). Отпускают нижний валок 2 и поднимают боковой валок 3 (см. фиг.3), тем самым производят переориентацию заготовки 5 относительно верхнего валка 1, нижнего валка 2 и бокового валка 3 до образования схемы гибки, приближающейся к схеме гибки на трехвалковой листогибочной машине с симметричным относительно верхнего валка расположением боковых валков. Заготовка 5 при этом удерживается в валках за счет ее сил упругости.
При расположении валков, как это изображено на фиг.3, производится прокатка заготовки 5 на часть ее длины.
Далее производят подъем нижнего валка 2 и опускание бокового валка 3, зажим заготовки 5 между верхним валком 1 и нижним валком 2 и транспортировка ее в положение для подгибки задней кромки 7 (см. фиг.5).
Аналогично подгибке передней кромки 6 подъемом бокового валка 4 производится подгибка задней кромки 7 заготовки 5 (не показано), нижний валок 2 и боковой валок 4 устанавливаются в положение, изображенное на фиг.6. Прокаткой в упомянутых валках заготовка 5 формируется в обечайку. Таким образом, согласно предлагаемому способу изготовления обечаек плечо приложения усилия гибки к заготовке уменьшается примерно вдвое, а соответственно вдвое меньше влияние на качество изготовления обечайки оказывает пружинение заготовки - обеспечивается существенно более точная калибровка обечаек и гибка обечаек из заготовок значительно меньшей толщины, чем при традиционных способах гибки, т.е. предлагаемый способ расширяет технологические возможности четырехвалковых и асимметричных трехвалковых листогибочных машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОПРИВОД ПЕРЕМЕЩЕНИЯ НИЖНЕГО ВАЛКА ЧЕТЫРЕХВАЛКОВОЙ ЛИСТОГИБОЧНОЙ МАШИНЫ | 2001 |
|
RU2201307C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2015771C1 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2000 |
|
RU2185912C2 |
| ЛИСТОГИБОЧНАЯ ЧЕТЫРЕХВАЛКОВАЯ МАШИНА | 1992 |
|
RU2011454C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2000 |
|
RU2176167C1 |
| МАШИНА ЛИСТОГИБОЧНАЯ ТРЕХВАЛКОВАЯ | 2009 |
|
RU2406583C2 |
| Трехвалковая ассиметричная листогибочная машина | 1978 |
|
SU764779A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2224611C2 |




Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении обечаек на четырехвалковых и асимметричных трехвалковых листогибочных машинах. После подгибки передней кромки заготовки производят опускание нижнего валка и подъем бокового валка и прокатывают заготовку на часть ее длины между установленными в вышеуказанном положении нижним и боковым валками и верхним валком, после подгибки задней кромки заготовки опускают нижний и поднимают боковой валки, формирование заготовки в обечайку осуществляют прокаткой между последними и верхним валком. Повышается качество обечаек и расширяются технологические возможности четырехвалковых и асимметричных трехвалковых листогибочных машин. 6 ил.
Способ изготовления обечаек на четырехвалковой и асимметричной трехвалковой листогибочных машинах, включающий зажим между верхним и нижним валками машины передней кромки заготовки и ее подгибку подъемом бокового валка, переустановку заготовки в валках, подгибку задней кромки заготовки и прокатку в валках с формированием заготовки в обечайку, отличающийся тем, что после подгибки передней кромки заготовки производят опускание нижнего валка и подъем бокового валка и прокатывают заготовку на часть ее длины, при этом после подгибки задней кромки заготовки опускают нижний и поднимают боковой валки, а формирование заготовки в обечайку осуществляют прокаткой между верхним, опущенным нижним и поднятым боковым валками.
| Трехвалковая ассиметричная листогибочная машина | 1978 |
|
SU764779A1 |
| ЛИСТОГИБОЧНАЯ ЧЕТЫРЕХВАЛКОВАЯ МАШИНА | 1992 |
|
RU2011454C1 |
| US 4176539 A, 04.12.1979. | |||

