Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления полых изделий конической формы из листового материала протягиванием между валками, и может быть использовано в машиностроении при изготовлении конических обечаек на валковых листогибочных машинах.
Известна четырехвалковая гибочная машина для изготовления конических обечаек, содержащая приводные верхний и нижний валки, установленные с возможностью перемещения по высоте, а также тормозной башмак для упора и направления короткой радиусной кромки листовой заготовки (см. патент ФРГ 1917219, МКИ3 В 21 D 5/14, опубликован 08.04.69 г.). Упомянутый тормозной башмак установлен непосредственно у вертикальной стойки четырехвалковой гибочной машины, поэтому известная гибочная машина может применяться лишь для изготовления конических обечаек с небольшим углом при вершине конуса.
Известно приспособление для упора заготовок при гибке конусов на валковых листогибочных машинах, содержащее корпус, в котором с возможностью вертикального перемещения установлена ось, несущая аксиально подпружиненный направляющий ролик, выполненный в виде установленных на его оси эластичных колец разного наружного диаметра, больший из которых равен внутреннему диаметру ролика, при этом кольца различного диаметра установлены в чередующемся порядке.
Недостатком указанного приспособления является то, что его можно использовать только на трехвалковых листогибочных машинах с симметрично расположенными боковыми гибочными валками при свободной зоне на стойке под верхним валком, т.е. ограничена сфера применения (см. а.с. 946721 МКИ3 В 21 D 5/14).
Известно приспособление к четырехвалковым вальцам для изготовления конических обечаек, содержащее охватывающий верхний валок четырехвалковых вальцов корпус с двумя щеками, ограничивающими поворот корпуса вокруг валка, и два упора для короткой дуговой кромки заготовки конической обечайки, которые закреплены на торце корпуса симметрично относительно вертикальной оси. Приспособление обладает недостатком. Изготовление конической обечайки производят при возвратно-поступательном протягивании листовой заготовки между валками вальцов. При этом кромка листовой заготовки упирается поочередно только в один из упоров, что вызывает разворот приспособления на верхнем валке, образование задиров на цилиндрических поверхностях валков в местах прилегания корпуса приспособления к валкам. Этот недостаток особенно сильно проявляется при изготовлении конических обечаек из листов большой толщины (свыше 20 мм), а также из металлов и сплавов c высоким пределом текучести, когда возникают значительные осевые усилия. Кроме того, эти усилия приводят к скручиванию корпуса и даже разрушению (см. ИНФОРМЛИСТОК N485-77 Горьковского ЦНТИ).
Известно также приспособление к четырехвалковым вальцам для изготовления конических обечаек, содержащее установленный на верхнем валке корпус с двумя щеками и закрепленными на них упорами, у которого корпус снабжен самоустанавливающимися опорами и выполнен в виде кольца, свободно охватывающего валок и имеющего четыре расположенных симметрично по окружности прилива с окнами, в которых смонтированы самоустанавливающиеся опоры, а в средней части каждой щеки о нижней стороны смонтировано по одному ограничителю поворота корпуса вокруг верхнего валка, которыми снабжено приспособление (см. а.с. 963603, МКИ3 B 21 D 5/14, В 21 D 51/10).
Известное приспособление сложно по конструкции, имеет большие габариты и расположено на рабочей цилиндрической поверхности валков, тем самым уменьшается возможность гибки конических обечаек с длиной образующей конуса, равной длине рабочей цилиндрической поверхности валков. Кроме того, недостатком конструкции является то, что оно предназначено для четырехвалковых листогибочных машин, т.е. ограниченность применения. На трехвалковых машинах с симметрично расположенными боковыми гибочными валками, не имеющих нижнего прижимного валка, являющегося опорой для ограничителей поворота корпуса вокруг верхнего валка, применить нельзя.
Известно:
1. Приспособление для изготовления конических обечаек на валковых листогибочных машинах, устанавливаемое на один из валков машины и содержащее обойму с опорой, связанной со станиной, и направляющий ролик для заготовки, смонтированный на обойме, отличающееся тем, что с целью расширения технологических возможностей и повышения прочности валка, обойма закреплена на приводном валке, на нерабочей его части и выполнена в виде корпуса, охватывающего поверхность валка.
2. Приспособление по п.1, отличающееся тем, что обойма связана со станиной посредством кронштейна, которым оно снабжено, имеющего горизонтальный паз и закрепленного на стойке валка. (см. а.с. 1382534 A1 В 21 D 5/14) - прототип.
Известное приспособление имеет недостатки в своей конструкции в том, что направляющий ролик для заготовки, смонтированный на обойме в виде корпуса, на котором жестко закреплена ось, несущая на себе упор, выполненный в виде ролика, посаженного на подшипник. Направляющий ролик на подшипнике не создает торможения во время протягивания заготовки,которая, упираясь короткой дуговой кромкой, проходит с опережением, тем самым большая кромка заготовки отстает от поворота со своей скоростью. В результате приходится заготовку формировать за несколько проходов протягиванием между валками.
Задачей настоящего предполагаемого изобретения является упрощение конструкции приспособления и увеличение производительности.
Задача достигается тем, что в предлагаемом приспособлении для изготовления конических обечаек на валковых листогибочных машинах опора выполнена в виде планки, один конец выступающий является опорой, а другой направляющим упором для заготовки, выполненным в виде конической поверхности, имеющей высокую твердость и чистоту поверхности.
Указанная коническая поверхность способствует малой дуговой кромки, упираясь в эту поверхность, совершать сложное движение при формообразовании конуса и притормаживанием увеличивает скорость перемещения большой дуговой кромки во время протягивания заготовки между валками.
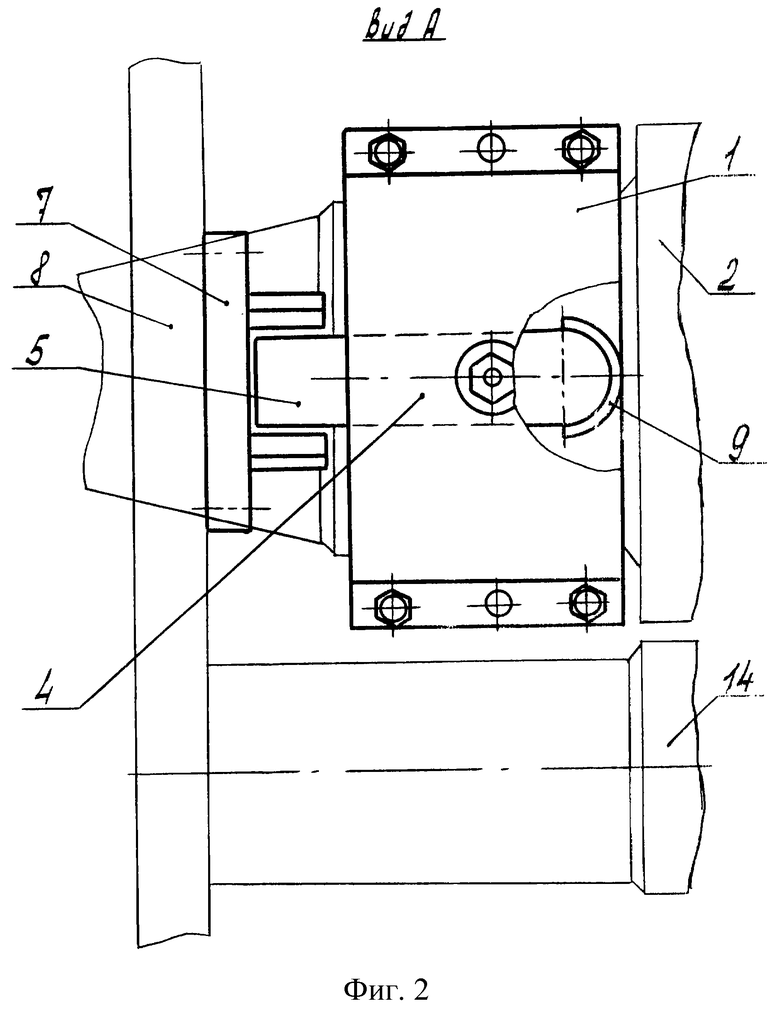
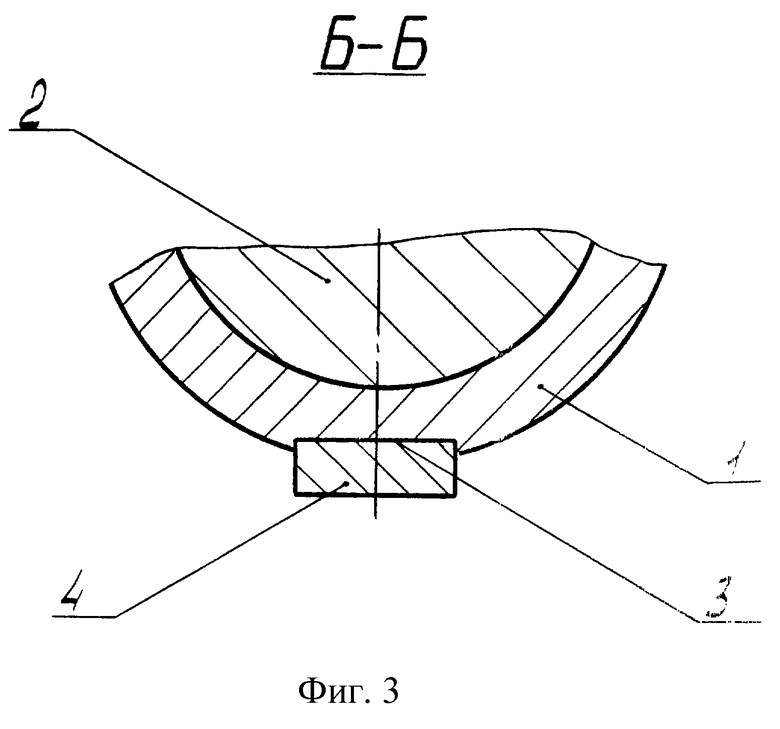
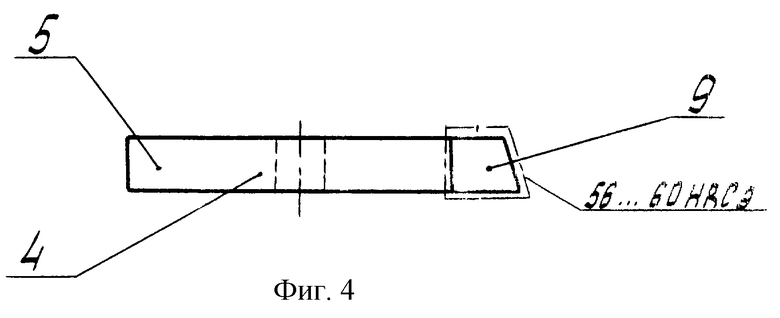
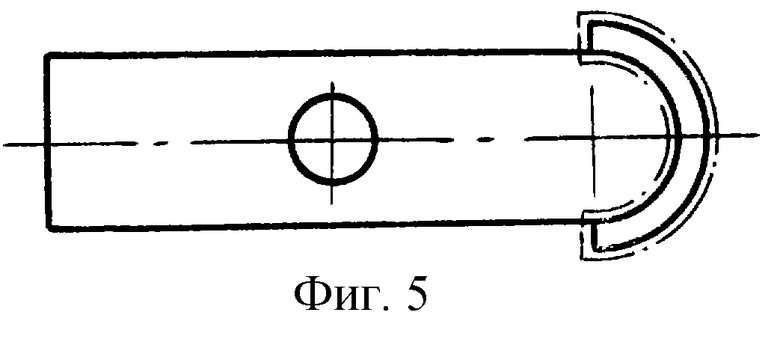
На фиг. 1 - приспособление для изготовления конических обечаек на валковых листогибочных машинах, общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.4, 5 - опора поз.4.
Приспособление содержит корпус 1, охватывающий верхний валок 2 валковой листогибочной машины с размещенной в пазу 3 корпуса 1 и жестко закрепленной опорой 4, выполненной в виде планки выступающим концом 5, свободно входящим в паз 6 кронштейна 7, жестко закрепленного к стойке 8, ограничивающей поворот корпуса 1 вокруг верхнего валка 2. Другой конец 9 является направляющим упором для заготовки, выполненным в виде конической поверхности, имеющей высокую твердость и чистоту поверхности.
Приспособление работает следующим образом.
Для изготовления конических обечаек из листовых заготовок приспособление надевают на нерабочую цилиндрическую поверхность верхнего валка 2 со стороны откидной опоры валковой листогибочной машины. При этом опора 4 выступающим концом 5 входит в паз кронштейна 7, ограничивающего поворот корпуса 1 вокруг верхнего валка 2.
Листовую заготовку 12, имеющую форму кольцевого сектора, заводят в зазор между верхним 2 и нижним 18 валками и зажимают ее (при помощи нижнего прижимного валка в четырехвалковых листогибочных и трехвалковых с асимметричным расположением валков). В трехвалковых листогибочных машинах с симметричным расположением валков прижим заготовки производится боковыми гибочными валками.
Вращением приводных валков протягивают заготовку между валками 2; 12 до касания передней кромки заготовки бокового гибочного валка 13. После этого постепенным подниманием бокового гибочного валка 13 и возвратно-поступательным протягиванием заготовки производится формообразование конической обечайки. При этом короткая дуговая кромка листовой заготовки упирается в упор.
Приспособление можно применять на валковых листогибочных машинах с любым расположением валков по симметричной и асимметричной схемам. Упрощенная конструкция имеет небольшие габариты, размещение его на нерабочей цилиндрической поверхности позволяет использовать всю рабочую длину валка. Наличие упора для заготовки, выполненным в виде конической поверхности, имеющей высокую твердость и чистоту поверхности, позволяет малой дуговой кромки, упираясь в эту поверхность, совершать сложное движение при формообразовании конуса и притормаживанием увеличивает скорость перемещения большой дуговой кромки во время протягивания заготовки между валками. Этим самым достигается положительный эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2224611C2 |
| Приспособление для изготовления конических обечаек на валковых листогибочных машинах | 1986 |
|
SU1382534A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2015771C1 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| Приспособление к четырехвалковым вальцам для изготовления конических обечаек | 1979 |
|
SU963603A1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2289488C1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2302308C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2000 |
|
RU2185912C2 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2281825C1 |
| Валковая листогибочная машина | 1984 |
|
SU1278060A1 |
Изобретение относится к обработке металлов давлением методом протягивания заготовки между валками листогибочных машин. Приспособление для изготовления конических обечаек на валковых листогибочных машинах содержит корпус, охватывающий валок валковой листогибочной машины, с размещенной в пазу корпуса и жестко закрепленной опорой, выполненной в виде планки, выступающим концом свободно входящей в паз кронштейна, жестко закрепленного к стойке, ограничивающей поворот корпуса вокруг верхнего валка. Другой конец планки является направляющим упором для заготовки, выполнен в виде конической поверхности, имеет высокую твердость и чистоту поверхности. Уменьшаются габариты и повышается производительность. 5 ил.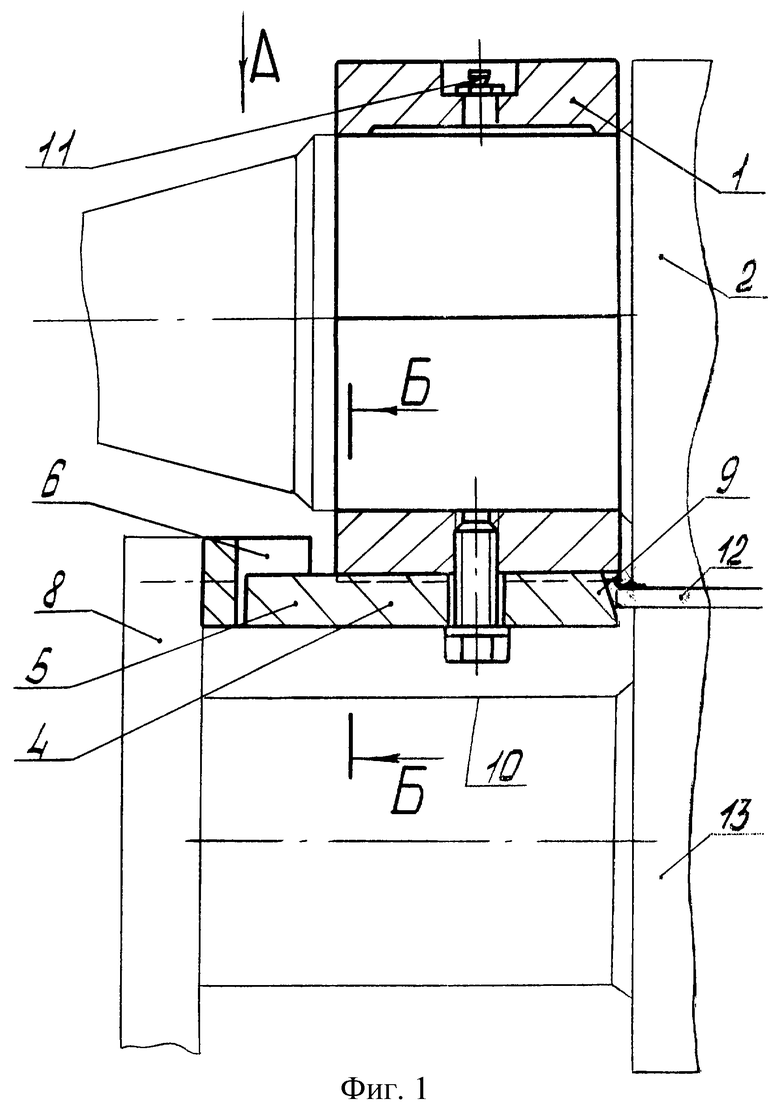
Приспособление для изготовления конических обечаек на валковых листогибочных машинах, установленное на один из ее валков, содержащее связанный со станиной кронштейном с пазом корпус с опорой и направляющим упором для заготовки, отличающееся тем, что оно снабжено жестко закрепленной в корпусе планкой, выступающий конец которой выполнен свободно входящим в паз кронштейна и служит опорой, а другой выполнен в виде конической поверхности с высокой твердостью и чистотой поверхности и служит направляющим упором для заготовки.
| Приспособление для изготовления конических обечаек на валковых листогибочных машинах | 1986 |
|
SU1382534A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ КОНИЧЕСКОЙ ФОРМЫ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1988 |
|
RU2057610C1 |
| US 4125006, 14.11.1978 | |||
| СУППОЗИТОРИИ С НАНОСУБСТАНЦИЕЙ КАЛЬЦИЯ ГЛЮКОНАТА ДЛЯ ЛЕЧЕНИЯ ЗАБОЛЕВАНИЙ, СВЯЗАННЫХ С НЕДОСТАТКОМ КАЛЬЦИЯ В ОРГАНИЗМЕ (ВАРИАНТЫ) | 2012 |
|
RU2511649C1 |

