Изобретение относится к судостроению, а именно к изготовлению обшивки плавательных средств из профилированных пластмассовых конструкционных элементов.
В последнее время получило распространение производство маломерных плавательных средств из пластмассы.
Известно изобретение, принятое в качестве прототипа, "Корпус лодки, содержащий литую конструкцию".
1. Усиленная конструкция пластмассовой лодки, представляющая объединенные по периферии внутренний и внешний корпус, причем этот корпус включает внутренние и внешние поверхности: периферически (внешне) объединяемые во внутренний и внешний каркасы, причем указанный внешний каркас включает в себя внутренние и внешние поверхности; как минимум, два элемента жесткости располагаются вдоль между внутренним корпусом и внутренней поверхностью указанного внешнего корпуса, указанные элементы крепления, включающие дополнительные внутренние элементы жесткости, расположенные между указанным внутренним каркасом и внешним корпусом, таким образом формируя полость, и усиливающая арматура, тянущаяся крест-накрест поперек внутреннего пространства пластмассовой лодки, стягивающая и конструкционно фиксирующая, как минимум, два смежных продольно расположенных элемента жесткости, и их соединения с указанным внутренним корпусом выполнены перекрестными и связывают указанные продольно расположенные элементы, таким образом усиливая конструкцию пластмассовой лодки.
2. Усиленный корпус пластмассовой лодки согласно п.1, где указанный корпус пластмассовой лодки содержит киль, первая сторона относительно указанного киля и вторая сторона относительно указанного киля являются противолежащей стороной (катетом) указанного киля.
3. Усиленный корпус пластмассовой лодки согласно п.1 представляет, как минимум, три указанных элемента жесткости, тянущихся вдоль, таким способом усиливая поперечные стягивающие элементы и фиксирующие каждый с указанными.
4. Усиленный корпус пластмассовой лодки представляет периферически соединенные внутренний и внешний каркасы, причем указанный внешний каркас содержит внешнюю и внутреннюю поверхности; как минимум, два усиливающих элемента расположены вдоль между указанной внутренней поверхностью и внешним каркасом, причем указанные элементы жесткости включают дополнительные внутренние элементы крепления (ребра жесткости) (патент США 5634425, В 63 В 5/24, 1995).
Корпус вышеназванной лодки выполнен из пластмассы. К недостаткам изобретения относится то, что для изготовления этого пластмассового корпуса лодки необходимо дорогостоящее ротационное оборудование, так как корпус лодки выполнен ротационным способом формовки всей оболочки. Дорогостоящее ротационное оборудование при малосерийном производстве значительно увеличивает себестоимость продукции. Но даже при наличии ротационного оборудования изготовление подобных лодок имеет ограничения, так как нет возможности изготовления корпусов лодок и яхт больших размеров.
Целью изобретения является применение недорогого экструзионного оборудования для производства профилированных конструкционных элементов из пластмассы любой длины, получение возможности изготовления корпусов лодок и яхт любых размеров при минимальных затратах.
Сущностью изобретения является изготовление профилированных конструкционных элементов из пластмассы для обшивки корпуса плавательного средства, которая имеет с одной боковой стороны продольный профилированный паз, обхватывающий ответную продольную часть соседнего профилированного конструкционного элемента с образованием продольного профилированного подвижного соединения по всей длине конструкционных элементов, удерживающего контакт между этими профилированными конструкционными элементами, продольный профилированный паз имеет обхват ответной продольной части соседнего профилированного конструкционного элемента больше 180o по окружности, но меньше 350o, с возможностью частичного радиусного перемещения каждого профилированного конструкционного элемента, профилированный конструкционный элемент с другой боковой стороны имеет по всей длине профилированный продольный выступ, который имеет в поперечном сечении частичную окружность больше 180o, но меньше 350o, для соединения с продольным профилированным пазом другого соседнего профилированного конструкционного элемента с образованием продольного профилированного подвижного соединения по всей длине конструкционных элементов, которое удерживает контакт между этими профилированными конструкционными элементами с возможностью частичного радиусного перемещения каждого профилированного конструкционного элемента.
А также способ изготовления обшивки корпуса плавательного средства из профилированных конструкционных элементов, соответствующих длине корпуса плавательного средства. В соответствии со способом изготовления обшивку корпуса плавательного средства собирают методом продольной сборки профилированных конструкционных элементов друг с другом, с образованием продольных профилированных подвижных соединений, удерживающих контакт между каждыми двумя соседними профилированными конструкционными элементами по всей их длине и возможностью частичного радиусного перемещения каждого профилированного конструкционного элемента в местах образования продольных профилированных подвижных соединений, устанавливают обшивку корпуса на шаблон, соответствующий конфигурации плавательного средства, и придают обшивке форму шаблона в поперечном направлении за счет радиусного перемещения конструкционных элементов в местах подвижных соединений, а в продольном направлении за счет продольной пластичности конструкционных элементов, герметично заваривают с внешней и внутренней сторон профилированные конструкционные элементы по всей их длине в местах образования продольных профилированных подвижных соединений. Сварку осуществляют в два этапа: внутренних швов высокочастотной сваркой, а внешних - тепловой обработкой. Затем устанавливают зафиксированную этой сваркой обшивку корпуса на каркас плавательного средства и прикрепляют ее к каркасу плавательного средства. На чертежах изображено:
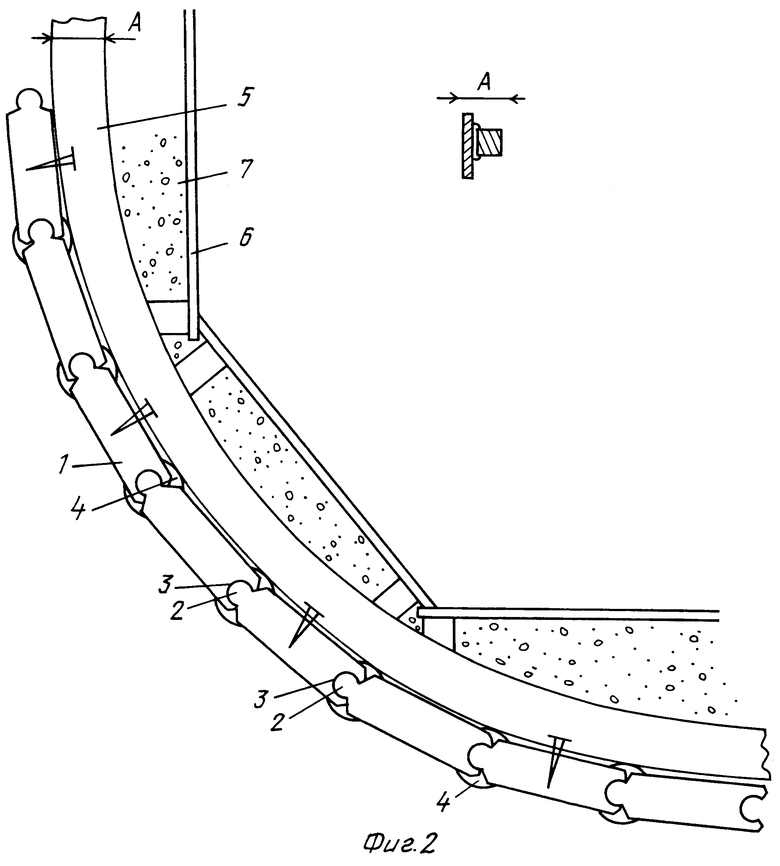
на фиг. 1 - профилированный конструкционный элемент для обшивки корпуса плавательного средства;
на фиг. 2 - корпус плавательного средства с обшивкой из конструкционных элементов.
На фиг. 1 изображено: профилированный конструкционный элемент из полиэтилена с профилированным продольным выступом 2 и профилированным продольным пазом 3.
Профилированный продольный паз 3 имеет обхват ответной продольной части - профилированного продольного выступа 2 соседнего профилированного конструкционного элемента 1 больше 180o по окружности, но меньше 350o. Обхват профилированного продольного выступа 2 соседнего профилированного конструкционного элемента 1 больше 180o по окружности необходим для удержания продольного выступа 2 в профилированном продольном пазе 3, но меньше 350o по окружности, так как профилированный продольный выступ 2 соседнего профилированного конструкционного элемента 1 должен иметь прочное соединение со своим профилированным конструкционным элементом 1, а также нужна частичная радиусная подвижность соединения между двумя соседними профилированными конструкционными элементами 1.
Профилированный продольный выступ 2 имеет частичную кругообразную поверхность более 180o по окружности (поперечное сечение) для соединения с профилированным пазом 3 другого соседнего профилированного конструкционного элемента 1, но меньше 350o.
На фиг.2 изображен профилированный конструкционный элемент 1 с профилированным продольным выступом 2 и профилированным продольным пазом 3, шов 4, образованный в результате его тепловой обработки, шпангоут 5, внутренняя зашивка 6, пенополистирол 7.
Собирают обшивку корпуса плавательного средства методом продольной сборки конструкционных элементов 1 друг с другом в единую плоскость (полотно) или в два полотна, по одному полотну на каждый борт. Затем полотно (полотна) из профилированных конструкционных элементов устанавливают на шаблон, соответствующий конфигурации плавательного средства. Полотно из профилированных конструкционных элементов 1 имеет возможность бокового изменения формы ввиду частичной подвижности профилированных конструкционных элементов 1 в местах их соединения между собой и продольного изгиба за счет продольной пластичности профилированных конструкционных элементов 1. После придания обшивке из профилированных конструкционных элементов 1 формы шаблона в местах соединения боковых профилированных продольных выступов 2 с профилированными продольными пазами 3 производят сварку этих подвижных продольных профилированных соединении с внешней и внутренней сторон для герметизации и фиксации обшивки. При этом внутренние швы сваривают высокочастотной сваркой, а внешние подвергают тепловой сварке. Зафиксированную сварными швами 4 обшивку корпуса устанавливают на каркас плавательного средства, состоящего из шпангоутов 5 (фиг.2) и стрингеров, после чего прикрепляют ее к каркасу плавательного средства. Затем изготовляют и устанавливают внутреннюю зашивку корпуса плавательного средства и заполняют внутреннее пространство пенополистиролом 7.
Изготовление собственно самих профилированных конструкционных элементов 1 возможно как из полиэтиленовых гранул, так и из полиэтиленового вторичного сырья, что существенно снижает себестоимость изделий.
Профилированные конструкционные элементы 1 получают методом экструзии - выдавливания расплавленного нагревом полиэтилена, находящегося в цилиндре экструдера, через отверстие - фильер в его днище, которое имеет соответствующую конфигурацию (фиг.1).
Для уменьшения веса профилированные конструкционные элементы целесообразно изготавливать с внутренними продольными пустотами, для чего нужно установить другой экструдерный наконечник с другой профильной конфигурацией.
Для изготовления профилированных конструкционных элементов необходимо следующее оборудование:
1. Емкость для мойки вторичного сырья.
2. Измельчитель пластмасс роторный ИПР - 150М.
3. Магнитный сепаратор.
4. Пресс червячный (экструдер) ЧП 32•25.
Постройка плавательного средства в принципе ничем не отличается от традиционной постройки. Шпангоуты (поперечный набор) и стрингеры (продольный набор) заданной кривизны, из которых собирается каркас плавательного средства, изготавливаются исходя из желаемой конфигурации, определяемой расчетным путем. На каркас устанавливается и прикрепляется обшивка. Жесткость корпуса плавательного средства зависит от количества шпангоутов, чем чаще они установлены, тем жестче и прочнее корпус. В данном случае технология обшивки каркаса профилированными конструкционными элементами из полиэтилена ничем не отличается от технологии обшивки каркаса деревянной рейкой, однако придает плавательному средству долговечность, полностью отпадает необходимость дополнительной обработки днища, которая необходима при эксплуатации как металлических, так и деревянных плавательных средств.
Предлагаемый способ построения плавательного средства позволяет изготавливать лодки и яхты из пластмассы любой формы, любой длины при минимальном капиталовложении, при минимальном количестве рабочего персонала и соответственно с низкой себестоимостью изделий.
Изобретение относится к судостроению и касается технологии строительства пластмассовых плавсредств. Способ изготовления обшивки корпуса состоит в том, что ее собирают из пластмассовых профилированных конструкционных элементов методом их продольной сборки, с образованием продольных профилированных подвижных соединений, удерживающих контакт между каждыми двумя соседними элементами по всей их длине, и с возможностью частичного радиусного перемещения каждого элемента в местах образования этих продольных подвижных соединений. Обшивку устанавливают на шаблон, соответствующий конфигурации плавательного средства, и ей придают форму шаблона в поперечном направлении за счет радиусного перемещения элементов в местах соединений, а в продольном направлении за счет продольной пластичности элементов и затем герметично заваривают с внешней и внутренней сторон элементы по всей их длине в местах образования соединений. Далее устанавливают зафиксированную этой сваркой обшивку корпуса на каркас плавсредства и прикрепляют ее к нему. Конструкционный элемент имеет с одной боковой стороны продольный профилированный паз, обхватывающий ответную продольную часть соседнего элемента с образованием продольного профилированного подвижного соединения. Паз имеет обхват ответной продольной части соседнего элемента больше 180o по окружности, но меньше 350o. Элемент с другой боковой стороны имеет по всей длине профилированный продольный выступ с частичной окружностью в поперечном сечении больше 180o по окружности, но меньше 350o, для соединения с пазом соседнего элемента. Технический результат реализации изобретения состоит в снижении себестоимости изготовления плавсредств. 2 с. и 1 з.п. ф-лы, 2 ил.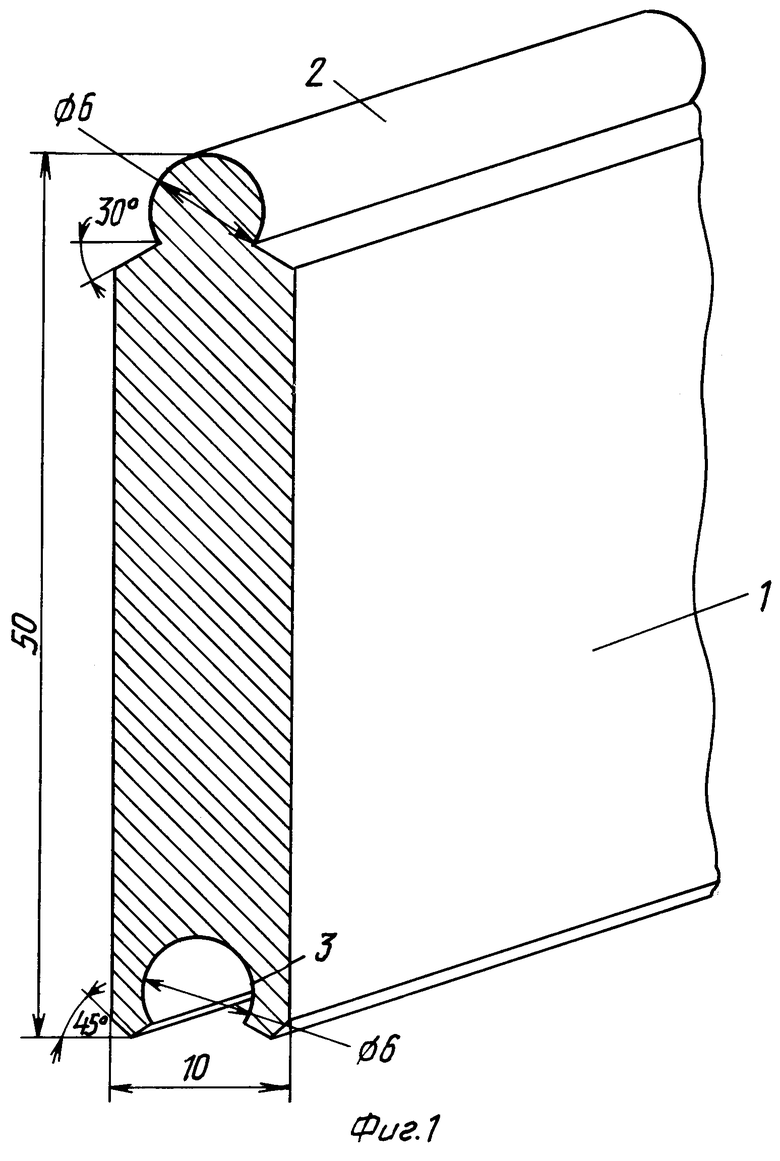
| GB 1584732 А, 18.02.1981 | |||
| US 4565146 А, 21.01.1986 | |||
| Конструкция доски для палуб и наружной обшивки деревянных судов | 1948 |
|
SU72988A1 |

